CCMT2018展品预览
2018-03-15
第十届中国数控机床展览会(CCMT2018)将于2018年4月9-13日在上海新国际博览中心举办。CCMT2018规模宏大,展品技术先进,精彩纷呈,配套活动丰富多样。现摘录部分产品,读者一睹为快。预了解详情,还请到上海观展。
济南二机床集团有限公司
展台号:W5-B101
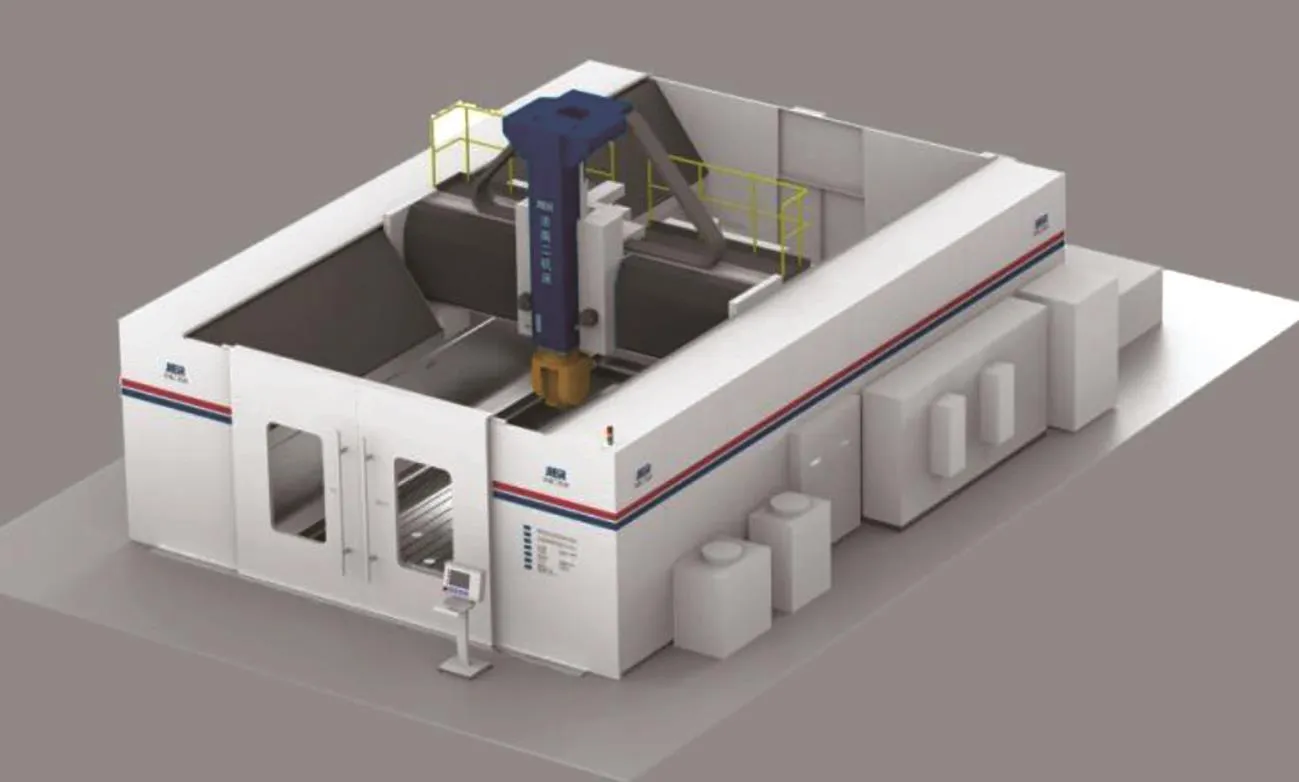
XHSV2525A×40高架式五轴联动高速镗铣加工中心
此机床主要用于各种铝合金、复合材料等复杂曲面零件的五轴加工,典型的加工件有航空航天大型复杂曲面薄壁类结构件、机车机架、汽车模具等,能够满足高精度、高效率、高可靠性等要求。核心部件应用了具有自主知识产权的AC轴双摆角数控铣头,替代昂贵的进口部件,加快了国产数控机床向高档产品迈进的步伐,满足国内航空航天、轨道交通、能源、船舶和模具等领域对国产高档多轴联动数控机床的大量需求。
主要参数有:工作台尺寸(宽×长)2500mm×4000 mm ;铣头端面至工作台面距离200~1450 mm; 转速范围10~24000 r/min; 刀库容量32把。
西安中科微精光子制造科技有限公司
展位号:N2-A302
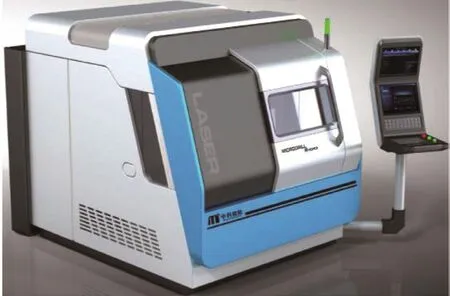
MicroDrill 100五轴激光微孔加工设备
该设备采用超快激光器作为加工能源,主要针对航空航天领域曲面、复杂型面高精度小型零部件的超精细冷加工,可实现各类高温合金、金属、非金属、特别是复合材料表面各类微结构的加工,主要包括圆孔、异型孔加工。
设备具有以下功能特点:
(1)可实现的最小孔径0.2mm、表面粗糙度
约翰内斯·海德汉博士(中国)有限公司
展位号 N1-A001
LC2X1单段光栅尺
随着单段式绝对式光栅尺LC 201的推出,使得在同一根光栅尺上的可选择热性能成为可能, 用户可以基于自身应用需求进行自由选择。设计中此光栅尺直接集成了空气节流阀,增大客户选型配置的便利性,同时提高光栅尺的使用安全性。此外, 光栅尺上的张紧装置进一步得到优化设计,使得读数头可以从任意一端移除,便于客户在后续维护和修理中更容易操作。该尺主要适用于中大型机床设备的直线轴定位。

EnDat接口的新一代测头TS 460, TT 460 and SE 661
海德汉最新一代测头通过EnDat接口进一步增强测头设置的用户友好性,仅需在系统的用户界面即可完成测头设置和检查测头工作状态,无需进入机床参数界面。此外,测头安装更加简便,尤其对于无线电模式下的信道选择更加方面直观,支持手动选择。并可支持连接无限个测头(无线电模式下)。对于大型机床而言其传输距离足够满足探测要求;而对于中小型机床,这可以进一步缩小机床间距,同时可避免干扰,增大厂房利用率。此外,具有EnDat接口测头的探测精度和速度没有关系,不受速度影响。
用户可以在测头界面中读到:电量信息,碰撞保护信息,信号传输质量,测头的电子标签,测头工作状态信息,以及服务信息等。

数控系统TNC640
海德汉公司的TNC系列数控系统适应于所有应用领域:从简单的紧凑型3轴简易数控系统TNC 128到高端数控系统TNC 640(多达20轴和主轴),几乎能满足任何应用要求。无论是高速切削——特别是平滑路径控制——还是用回转工作台和摆动铣头进行5轴加工,数控加工都同样可靠。
TNC640是海德汉新一代数控系统,适用于高性能铣削类机床和铣车复合机床。TNC 640是多用途数控系统,这已得到大量复杂应用的验证。特别适合以下应用领域:万能铣床和镗铣床,铣车复合加工机床,高速铣削,用摆动铣头和回转工作台的五轴加工,加工中心和自动加工。
配TNC 640的铣车复合加工机床可在一台机床上加工整个工件:铣削,车削,铣削,用任何顺序加工。此外,还能在NC程序控制下随时切换车削与铣削模式。对于任何加工模式和任何机床轴配置都能来回切换,TNC 640自动执行全部所需的调整。


TNC 640的全新触摸屏进一步简化用户的操作。在触摸屏上用手势直接移动3-D测试图形,对触触摸屏的软键直接点触操作,更快地浏览表和NC程序。
波龙诺孚特贸易(上海)有限公司

展位号:W3-A113
TC64-RG/TC63-RG表面粗糙度测头
该测头在机内原始装夹位置检验工件表面粗糙度,及时识别加工问题,将废品率降到最低,内置 shark360测量机构,精度更高无磨损的光电式测量机构。
主要参数有:防护等级 IP68;最大压触量 XY向±15°、Z向5mm;重复性精度 0.4μm ;2σ最大测量速度2m/min;可测量粗糙度参数 Ra、Rq、Rt、Rz、Rmax、Wt;可测粗糙度范围 Rz > 2μm。
上海拓璞数控科技股份有限公司
展台号:W5-A001
双机器人自动钻铆系统
双机器人自动钻铆系统由2台高精度大负载机器人、1套高集成度制孔铆接末端执行器以及1套顶紧末端执行器等三大部分组成,适用于航天运载火箭大型壁板、飞机壁板、机翼等空间开阔组件的大面积钻铆加工。工件一次装夹,可完成壁板零件的基准孔测量、法向测量、无毛刺钻孔、钻孔检测、智能点胶、自动送钉、铆接、自动除屑和集屑等,可完全取代人工操作实现全自动化作业,大大提高铆接质量和效率。


镜像铣系统
镜像铣系统是航空航天大型薄壁件精密加工的先进加工装备,是淘汰高污染、低精度化学腐蚀加工的新一代精确、绿色制造技术。可将大型飞机蒙皮与运载火箭燃料贮箱制造中的壁厚精度提升5倍,实现飞行器大型结构件的精确减重,并每年减少数千吨污染物排放。
镜像铣系统是集成变形曲面在线定位、高速双五轴自动化加工、多传感融合实时测量、工件质量闭环控制、制造过程自主决策、设备精度自诊断特点的智能化制造装备。
镜像铣系统获得荣誉:2015年上海市科技进步一等奖;2016年国家科学技术进步奖二等奖;2017年中国国际工业博览会创新金奖。
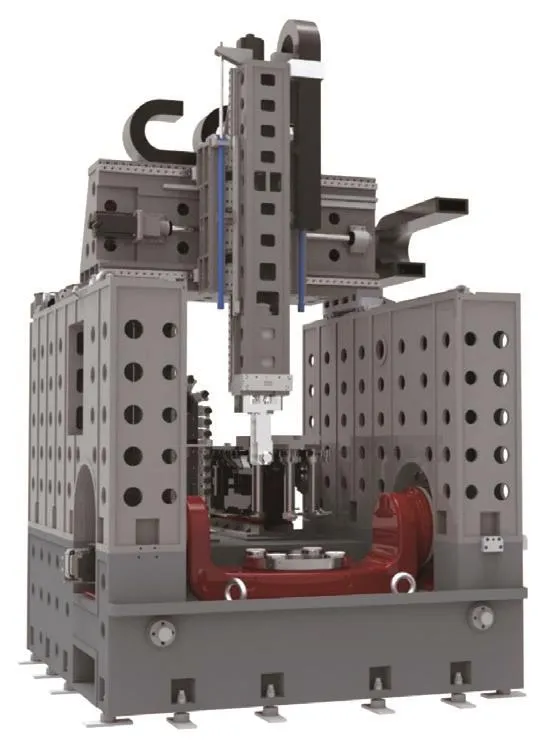
高精密车铣复合五轴加工中心(VMC-C100HMT)
高精密车铣复合五轴加工中心具有五轴联动铣削和车削两种模式,这种铣车复合的特殊化设计,减少因传统工序多次装夹造成的时间损耗和精度损失,提高加工效率和加工精度。整机采用高刚性桥式结构设计,直驱大扭矩高精度摇篮式双回转工作台,行程大(可定制),速度高,机床稳定好,动态精度高,并提供定制化加工CAM软件和工艺服务,全面提高加工效率和质量。具备自动换刀、自动换头功能,机床RTCP动态精度可达0.02mm(检验标准ISO 10791-6-2014)。该机床适用于航空航天复杂回转体、机匣类零件、汽车零部件模具、叶轮的精密加工。
因代克斯贸易(上海)有限公司
展位号:N1-B201
TNC65车铣复合中心

该机床采用柔性位置控制,防止棒材碰撞刀塔,伺服电动机控制技术提供精确的棒材控制,棒材直径尺寸由简单的参数设定,设备自动调整,可适用六方或四方棒材换料,循环时间极短,所有动作都由电动机驱动,运转安静顺畅,无需任何气压单元自我报警诊断及报警显示近乎苛求的设计,让日常保养降至最低搭配X轴或Z轴移动式脚座(选配),方便调整。
主要参数:棒料通过能力65mm,加工长度450mm,主轴最高转速4000r/min,主轴/副主轴功率18.5/11 kW,主轴/副主轴扭矩230/210 N·m。

MS22C多轴棒料数控多功能机床
该设备为前开式机床,用于棒料加工通行畅通,操作方便高动力溜板采用滑动导轨(X轴)由于套筒采用静液轴承支承,Z轴无磨损同步主轴运行异常迅速最多配备6把刀具,用于背面加工。
主要参数:棒料直径 22 mm,最高转速10000r/min,最大功率15 kW ,最大扭矩 18N·m。

C200生产型自动车床
快速生产棒料车削件具有巨大的加工区,满足工件所有加工作业所需INDEX SingleSlide导轨系统,为获得更高的动力提供了保证具有很高的加速度(1g)和快挡速度(60 m/min),2根动力强劲且结构相同的电动主轴,包含操作系统为 Xpanel - i4.0 ready 连同18.5in触摸屏和基于Siemens S840D sl的INDEXC200-4D。
主要参数:主轴通孔直径 65 (90) mm,卡盘直径 160 mm,车削长度 710 mm。
东莞金研精密研磨机械制造有限公司
展台号:W1-B416
KD24QX高精密单面研磨机
该展品特点如下:
(1)人机界面PLC程控系统,确保操作稳定性、便捷性。
(2)精密气动加压提升装置,减少工作负荷,提高生产效率。
(3)独特安全锁机构,防止意外断气、断电而掉盘伤人的意外发生。
(4)变频控制,实现软启动、刚性冲击小。
(5)工作台、升降调整机构,取件方便。
(6)自动加液装置、更节省耗材成本及符合环保要求。
(7)选用高精密机械部件及电器元件,确保机床稳定性、精密性、耐用性。

KS25B高精密双面研磨机
人机界面控制系统,确保机床稳定性、安全性;分段精密加压控制,适合粗、中、精等研磨抛光工艺;采用高精密轴系,确保机床的精密性和耐用性;独特的安全锁机构,防止意外断气、断电“掉盘”伤人的意外;外齿圈及挡水盘半自动升降系统,方便取放工件;整机运行采用独立电机拖动,使上、下盘及中心齿轮速度达到最佳配比,游轮实现正反转,满足修盘工艺要求。

广州数控设备有限公司

展位号:N5-B211
GSK系列数控系统——全方位的数字控制解决方案
2017年产销量超过10万套;连续18年数控系统产销量独占行业鳌头; 累计销售超过90万套数控系统。
广州数控设备有限公司二十多年来专注于机床数控系统、伺服驱动装置与伺服电动机的研发及产业化,坚持自主创新,实现数控系统、伺服驱动、伺服电动机等关键技术和零部件的自主研发生产。是国内最具规模的数控系统研发生产基地,被誉为“中国南方数控产业基地”。
GSK已成为数控机床行业用户的优选品牌,产品批量配套沈阳机床、宝鸡机床、大连机床等国内100多家主流机床企业,并远销巴西、阿根廷、新加坡、马来西亚等二十多个国家和地区,占国产数控系统市场份额的50%以上。
翰默(上海)贸易有限责任公司
展位号:N3-B401
翰默动平衡机
该平衡机防止主轴的振动, 减少机床主轴轴承的磨损,能发挥机床最大的加工能力HSC / HPC,延长刀具寿命并提高切削能力,提高表面加工质量,并保证尺寸的稳定性。重量450kg,测量精度0.5gmm,最大可测刀柄长度400mm,最大可测刀柄直径380mm,最大可测刀柄重量30kg。

UNO半自动对刀仪
最大可测的刀具直径为400mm,最大可测刀具长度为700mm,最大可测刀具重量为 30 kg,测量直径100mm的卡规 (X轴 –50 mm),对刀仪自重 255 kg(20 | 70)。能自动聚焦被测量刀具,刀尖非常适用于多刃刀具圆周测量,ISS自动聚焦,主轴可选,亦可手动操作,手动X和Z轴精确到微米。FEM 优化和耐热铸铁结构,高品质的配件如Bosch Rexroth导轨、SMC气动元件、精确至微米的驱动器。使用模块化概念的独特设计,配置观察刀刃的反射光源。

NG舒适型热缩机
可装拆3~50mm刀具整硬和高速钢刀具,都适合手动控制,可减少刀柄和刀具的损坏,不会加热刀柄的锥部和刃具。迷你型热缩刀柄,有专用程序和保护套,最大化延长热缩刀柄寿命。

强力型热缩刀柄
该产品给直径3~50mm的刀具提供高精度稳定的夹持方式,稳定的高跳动精度,不需要另外的附件(例如筒夹、螺钉、等),延长刀具寿命并提供更高的切削能力,更好的表面质量。由于跳动精度高模块化系统扩展成为可能,快速且稳定的换刀,更好的刚性和更大的夹持力。直径范围3~50mm,跳动精度<3μm。

浙江畅尔智能装备股份有限公司
展位号:W2-A408
汽车制动器支架生产线
汽车制动器支架生产线由直角双立柱立式外拉床和四工位十二主轴复合机床及关节机器人和智能物流系统组成。集精密拉削成形、平面铣削、钻孔攻丝、在线检测、激光打码等工艺于一体,加工节拍只要6s。同时还可根据不同的客户需求提供定制化解决方案。
作为汽车制动系统中的核心部件,支架卡钳的加工精度和尺寸稳定性就尤为关键。因此,汽车支架卡钳生产加工产线不但需要高精度而且还需要高效率,以及拥有加工过程的实时监控以及具备产品加工完成后的跟踪追溯以外,同时还要结合智能制造具备高度自动化生产能力。这样的生产线以前中国只能依赖进口,而现在畅尔装备研发制造的 “汽车制动器支架高速精密加工全自动化生产线”实现了进口替代,且部分指标已经具有国际先进水平,返销到欧美多个国家

山崎马扎克(中国)有限公司
展位号:N4-A301

Mazak豪门经典卧式加工中心HCN6800 L
创新需要找到原点,HCN系列经历了H系列、FH系列、PFH系列卧加的迭代而来,不是凭空开发出来的产品,在机械构造方面吸取了前面3代系列的磨砺。
HCN系列最伟大的创意:为机械制造和这个变革时代提供了新的链接器,经典被赋予了新能量,搭载的第七代Smooth科技就是最好的证明,将机械制造的过程中的重要组成部分机床的表现,形成数据化,变为可以交互的智慧尘埃,并链接到管理层,链接到分析层,形成新一代力量,这就是HCN系列的最大创意和前世今生。
主要参数:主轴标配最高转速10000r/min;主轴输出功率:AC 37kW (50 HP)(30min额定),AC 30kW (40 HP)(连续额定);最大扭矩:586 N·m(1min额定),无论低速还是高速,主轴扭矩都很稳定,使用与从铁到铝等材质的广泛加工。
威士精密工具(上海)有限公司
展位号:N1-B105-1
PCD/CBN刀片、非标刀具
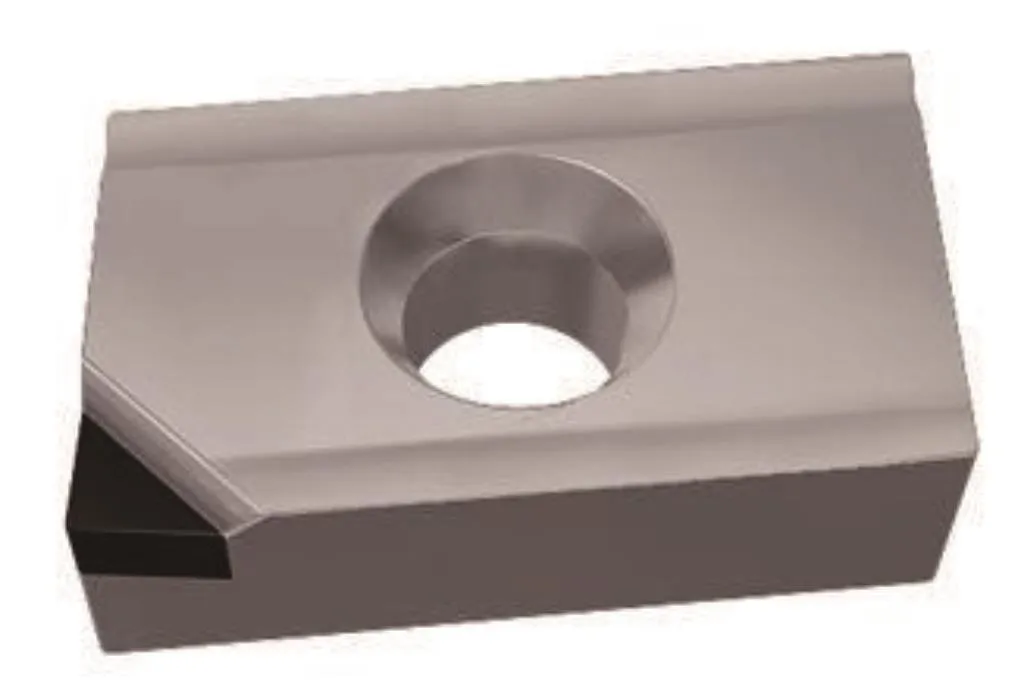
PCD(聚晶金刚石)的组成部分中95%~99%是碳的同位素C12,其导热性能比天然金刚石好50%,比铜快8.5倍,其物理特性也是目前最好的。
金刚石是最硬的材料,采用特殊的高温高压工艺,可以在硬质合金基体上粘贴一层紧密的聚晶金刚石层。PCD刀片可用于切削加工非铁的其他金属如铝合金以及非金属如纤维增强塑料(GFK和CFK)、硬质橡胶、木材、纤维板、三聚氰胺树脂聚合材料和纤维增强金属(MMC)。使用带金刚石镀层的切削刀具,可以获得更快的切削速度和更长的刀具使用寿命,被加工材料表面的质量和加工精度也会更高。
威士主要生产以PCD、CBN及ND(MCD)为材料的标准刀片、非标准刀片和成型刀具。100%进口的原材料,配合瑞士、德国国际先进机床设备及制造工艺,为客户提供值得信赖的产品。
苏州哈勒数控磨床有限公司
展位号: N1-A416
五轴数控工具磨床

床身本体采用了优秀的新材料“矿物铸件”。吸振性强,阻尼特性是铸铁的10倍以上,且对于高、中、低频的震动都能吸收。随着主轴转速的提高,磨床镜面加工更易实现。热传导慢,是金属材料的1/24,从而大大提高了机床的稳定性。
天然花岗岩框架结构的CNC数控磨床,力学性能指标优秀,特别是硬度和线涨系数吸水率。
热机时间短,中途停机不影响加工精度。双列轴承,滚柱式导轨,高精度,高刚性。
恒定14.5kW的电主轴,可选配独立冷却系统,动力强劲稳定。
直线轴配有直线光栅尺,分辨率可达到0.0001mm。工件轴直驱电动机带圆光栅,采用BT50的装夹方式。
加工行程短,优化的运行节拍,可节约加工时间,降低生产成本。
工件、砂轮双自动在线测量系统高效准确,保证了加工刀具的稳定性。
全球最顶级的NUM-Flexium+68控制系统及NUMROTOplus磨削软件,操作灵活易学。
是非标、成形刀具和医疗刀具及零部件最理想的精密磨削加工中心,优秀表现于加工细长深孔钻、螺纹铣刀等,加工直径范围3~20mm。
巨浪凯龙机床(太仓)有限公司
展位号: N1-B301
五轴联动双主轴高精密加工中心
巨浪五轴联动双主轴加工中心DZ08FX Precision+将首次在中国亮相。Precision+技术赋予了该机床超高产能的加工优势。DZ08FX Precision+最大扭矩为7N·m,主轴功率14kW,最高转速40000r/min,启动时间仅需1.9s。X轴加速度为10m/s2,Y轴加速度为17m/s2,Z轴加速度为20m/s2。 X轴和Y轴快移速度可达75m/min,Z轴快移速度可达100m/min。屑-屑时间为3.0s,换刀时间约为0.8s。Precision+技术在X、Y和Z轴使用非接触式直线驱动,可产生更大的拉力,从而使进给速度更快;还可获得更快的运行速度,提高表面加工质量。直接测量系统确保所有轴的精度最高。


FZ15W 双工作台高效立式加工中心
巨浪FZ15W high speed立式加工中心以高速度、高动态性能、紧凑结构、高稳定性和可靠性著称。该机床配置巨浪专利“篮式刀库”,屑对屑换刀时间仅1.9s。自动交换工作台可在加工的同时装卸零件。配合第四轴转台,可胜任复杂的大批量加工任务。
北京市电加工研究所
展位号: W2-A401
UT300A油槽自动升降式精密数控电火花成形机床
机床油槽自动升降装置包括折叠式起落架和驱动组件,折叠式起落架包括交叉铰接的连杆,连杆的上端可滑动地设于升降槽的外侧壁,且其下端可滑动地设于固定槽的外侧壁;驱动组件在连杆的交叉处与连杆连接,用于驱动连杆运动以使折叠式起落架伸展或收缩,以实现带动升降槽上升或下降。该装置有效解决了油槽的高度调节问题,并获得实用新型专利2项。与传统的开门式油槽结构不同,自动升降油槽对液位调整的要求更为严格。油槽下降前,加工液必须首先排出。通过在升降槽上设置液位感应装置及设计相应的自适应控制系统,有效解决了液位的调整问题。升降槽设置成与内侧壁匹配的环形槽壁,置于环形空间内,匹配地设于内侧壁的外侧面且可沿内侧壁上下移动。油液循环系统在电火花加工系统中主要起两个作用:一是通过过滤向加工区循环输送干净的工作液,满足加工需要;二是根据电火花加工工艺要求,实现冲抽液的供液功能。普通电火花加工机床的油槽不需要上下运动,进油装置和回油装置都可以设置在油槽上。升降油槽上下压缩变形,对进油路设计及回油路设计都提出了挑战。升降油槽上下运动,油路设计要以减轻升降油槽负载为主。通过在上滑座上设计进油口和出油口,并通过上滑座与油槽的匹配,完成了油液的供给要求。油槽自动升降式电火花加工机床的定位精度≤5μm,重复定位精度≤2μm,具有自动化程度高、操作便捷、可靠性高等优点;可实现四轴数控四轴联动,脉冲电源可实现最佳表面粗糙度Ra0.1μm、最小电极损耗0.1%的精密加工。

MH10微孔电火花加工机床
MH10微孔电火花加工机床是北京电加工研究所依托2011年国家重大专项研发的六轴联动微孔加工倒锥孔的专用机床。采用液晶显示器,六轴六联动数控系统,该机床结构紧凑,整体外形精巧,大大节省客户的使用空间。
该机床具有高几何精度和定位精度,具备加工不同球心喷孔的功能;具备加工倒锥型“K”因素喷孔的功能;可编程加工不同孔数、不同位置喷孔、锥度可调,是柴油发动机喷油嘴加工的专用设备。
工作台尺寸(长/宽)310mm×342mm;工作台最大承受重量 50kg,主机外型尺寸(宽/深/高)1177mm×1441mm×1690mm,整机质量800kg,总输入功率(10A)5kW,最大加工电流 25A,系统的坐标数60PCS,系统显示器 15in LCD。