MasterCAM在哈斯机床多轴加工中的应用
2018-03-15王文博张国庆赵则祥于贺春王仁宗
王文博, 张国庆, 赵则祥, 于贺春, 王仁宗
(中原工学院 机电学院,河南 郑州 450007)
CAM(Computer Aided Manufacturing)软件(如MasterCAM、UG、Cimatron、Hypermill等)的出现极大地提高了机械加工领域的生产效率,而CAM软件中多轴加工模块的不断发展和完善又进一步扩大了机床加工范围,降低了加工难度。针对不同类型特征的零件,MasterCAM软件的多轴刀路模块可提供标准、线框等六大类共计29种加工方式[1]。在CAM软件中,规划刀具路径后必须进行后置处理才能生成与加工机床匹配的数字控制(NC)程序。虽然CAM软件通常会提供后处理文件,然而机床种类繁多,后处理文件并不一定与加工机床完全匹配[2]。这就要求操作者对后处理文件进行修改。因此,后处理文件的编辑也是数控加工的一个难点。MasterCAM作为应用最广泛的CAM软件之一,操作简单易学,且可提供哈斯机床专用后处理系统,不用经过复杂设置就可以生成适合哈斯数控系统的NC代码。本文利用该特点,通过一个加工零件案例说明MasterCAM软件在哈斯机床上开展多轴加工的应用。
1 加工方案制定
加工设备为哈斯minimill铣床,如图1所示。它配备AB回转轴,变为五轴(3+2)机床后工作空间变小,适宜小型零件加工。本文根据该机床特点设计了一个锥形零件,并在零件表面进行刻字加工。该零件结构如图2所示。

图1 哈斯minimill铣床照片
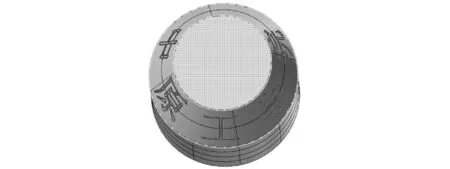
图2 锥形零件结构
加工方案为:首先用Φ70 mm×52 mm铝料进行锥面加工,然后在零件锥面上进行刻字加工。锥面加工选用“沿边五轴”加工策略;刻字加工采用“曲线五轴”加工策略。
2 机床偏置测量与设定
机床类型为工作台旋转式铣床(见图3),加工前必须测量出B平面相对于A轴回转轴线的偏置R。测量主要分为两步:第一步,B平面水平偏置测量;第二步,B平面相对于A轴的偏置测量。
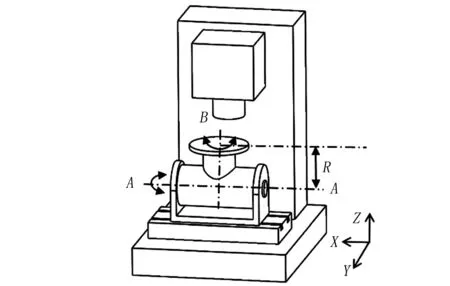
图3 工作台旋转式铣床示意图
2.1 B平面的水平偏置测量
(1)将电子水平仪放置于B平面上。
(2)微调A轴的角度初始值,使B平面水平。此时,测得A轴的角度值为0.154°。
(3)在G54坐标系中将A轴偏置设置为-0.154°。
2.2 B平面相对于A轴的偏置测量
B平面相对于A轴偏置的测量原理如图4所示。
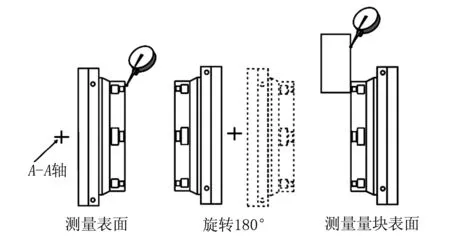
图4 B平面相对于A轴偏置测量原理
(1)将A轴旋转90°,在机床主轴上安装千分表并轻触B回转平面,调整Y轴位移使千分表读数为零。
(2)在机床控制面板上选择[位置],并按压[ORIGIN](原位),将Y轴当前操作位置设置为零。
(3)将A轴反向旋转180°。
(4)在B平面放置标准块,用千分表轻触标准块,移动Y轴使千分表读数再次为零。
(5)读取新的Y轴位置数据,将该值除以2即得B平面相对于A轴回转轴线的偏置。测得的偏置R为87.900 mm。
3 刀具路径生成与模拟仿真
3.1 毛坯与工件偏置设定
在MasterCAM软件中设定加工零件的偏置很关键。偏置设定的目的是使软件中零件的坐标原点与机床的回转中心重合。在进行偏置设定时,首先按压[F9],打开绘图坐标系;然后将零件上表面平移至与原点重合位置;最后将零件沿Z轴正向偏移零件厚度h,B平面相对于A轴回转轴线偏置R即可(见图5)。

图5 绘图坐标系中零件偏置设定示意图
3.2 锥面加工
锥面加工采用“沿边五轴”加工策略,控制刀具侧面沿曲面进行切削,从而产生平滑且精确的刀具路径。采用10 mm铣刀,进给速率为2 000 mm/min,下刀速率为1 000 mm/min,主轴转速为3 500 r/min,深度分层铣削设置为12次且间距为1.0 mm,精修次数为1且间距为0.5 mm。生成的“沿边五轴”刀具路径如图6所示。

图6 “沿边五轴”刀具路径
3.3 刻字加工
刻字加工选用“曲线五轴”加工策略。刻字刀具选用12 mm定点钻,进给速率为1 500 mm/min,主轴转速为5 000 r/min,下刀速率为500 mm/min。刀尖控制选项设置为:在投影曲线上,向量深度为-0.1 mm。“曲线五轴”的刀具路径如图7所示。
3.4 模拟仿真
在刀具路径设计完毕后,单击[验证已选择的操作],即可进行锥面加工的模拟仿真。其仿真验证结果如图8所示。
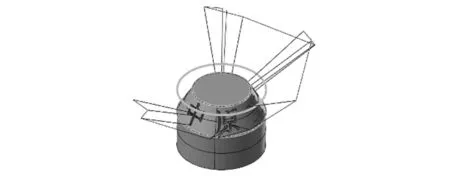
图7 “曲线五轴”刀具路径

图8 锥面加工模拟仿真结果
4 后置处理与NC程序生成
4.1 后置处理
刀具路径生成后的后置处理有两种方法:方法一是在生成刀具路径前,单击[机床类型]→[铣床]→选择GENERIC HAAS VF-TR_SERIES 5X MILL MM(若列表中没有,单击[增加]→[管理列表]→选择GENERIC HAAS VF-TR_SERIES 5X MILL MM);方法二是单击[设置]→[控制定义管理]→弹出控制定义对话框→[后处理]→[增加文件]→选择GENERIC HAAS VF-TR_SERIES 5X MILL.PST→进入设置菜单→单击[机床定义管理]→[打开]→选择GENERIC HAAS VF-TR_SERIES 5X MILL MM.MMD-9,完成后置处理的设置。
4.2 程序运行
通过后置处理,生成加工运行程序。
(1)铣锥面程序如下:
N1 %(zhuimian)
N2 O01001
N3 G21
N4 G0 G17 G40 G49 G80 G90
N5 G0 G28 G91 Z0.
N6 M11
N7 M13
N8 T1 M6
N9 G0 G54 G90 X4.532 Y-111.797 B90. A30. S3500 M3
N10 G43 H1 Z183.657
N11 Z93.657
N12 Z85.657
N13 G1 Z83.657 F1000.
…
N13246 G0 Z183.657
N13247 M5
N13248 G0 G28 G91 Z0.
N13249 M30
N13250 %
(2)刻字程序如下:
N1 %(kezi)
N2 O01002
N3 G21
N4 G0 G17 G40 G49 G80 G90
N5 G0 G28 G91 Z0.
N6 M11
N7 M13
N8 T2 M6
N9 G0 G54 G90 X0. Y-102.141 B-51.704 A60. S5000 M3
N10 G43 H2 Z149.769
N11 Z94.769
N12 G1 Z89.769 F500.
N13 G93 Y-99.164 B-50.939 F500.
…
N838 Z149.769
N839 M5
N840 G0 G28 G91 Z0.
N841 M30
N842 %
将生成的NC程序拷贝至机床进行加工验证(见图9)。
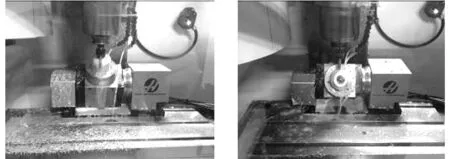
(a) 铣锥面 (b) 刻字加工图9 加工验证过程
4.3 讨 论
实际加工切削后零件如图10所示。加工结果与设计相符。在B平面水平调整时要尽量保证零件的B平面面形精度。在B平面相对于A轴回转轴线偏置R的测量过程中,千分表表头接触工件时机床速度要慢,以避免千分表表头超过量程而影响R值测量的精度。

图10 实际加工切削后零件
5 结 语
本文以一个五轴加工的零件为例,讨论了哈斯五轴(3+2)机床在多轴加工中的操作步骤以及MasterCAM软件在哈斯机床上的使用方法,并通过实际加工验证了程序的正确性。
在初次验证NC程序时,为保证安全性,建议先将程序空运行一次,同时将快速移动指令G00改为直线插补指令G01,将返回参考点指令G28删除。若程序太长,则可在分段运行时增加M01选择性停止指令。
[1] 葛文军. MasterCAM数控加工自动编程入门到精通[M]. 北京:机械工业出版社, 2015.
[2] 何国伟,吕强中. MasterCAM的后置处理技术研究[J].制造技术与机床, 2005(1): 78-80, 91.
