高压阀壳加工工艺设计*
2018-03-13杨继宁苏建民徐建平
杨继宁, 苏建民, 徐建平
(宁夏共享精密加工有限公司,宁夏 银川 750021)
0 引 言
阀类零部件在蒸汽轮机上运用的非常广泛,是蒸汽轮机正常运作的一个必不可少的部件,阀的基本结构和精度直接影响着整个蒸汽机的功率。所以,阀壳的加工工艺的合理性,可行性,先进性直接影响着整个蒸汽轮机的运作情况。笔者介绍以高压阀壳为研究对象,对此类阀壳的加工方法进行了详细的介绍,经过三维数据的分析和现场实践证实,此种阀壳的加工工艺是最合理和比较先进的加工方法。
1 高压阀壳的结构分析及结构特点
阀壳是阀类零部件的主要零件,在蒸汽机中起着非常重要的作用。其结构较为复杂,图1为阀壳的三维立体图,图2为阀壳平面图。
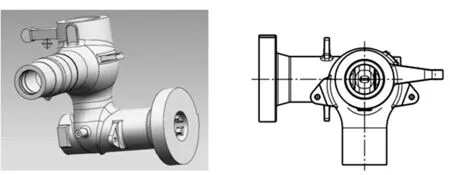
图1 阀壳三维立体图 图2 阀壳平面图
阀壳的基本机构主要由4个管子、4个吊耳、一部分焊件构成,材料为高合金钢,内部由多个曲面、台阶孔和焊接脐子组成,外部由多个焊件、管件、四处吊耳和曲面组成,其中,焊件上有φ10、φ25的深孔,焊接管件上由台阶孔和密封槽组成,吊耳是的表面上φ55的通孔,吊耳前后两面都是需要加工,其余的结构如图所示。
2 高压阀壳的加工难点分析
通过对高压阀壳结构和功用的分析,认真的对图纸进行分析,以及现有通用设备的加工能力综合分析,得出以下较难加工的要素。
(1) 阀壳内腔有两处脐子(如图3~5所示),其两处的脐子距离表面比较深,而且在深腔内部,是一个小平面,但在其内部其它位置为圆弧形状,在加工中需要特殊的刀具才能加工到位,保证其尺寸及精度。

图3 脐子1 图4 脐子形状
(2) 阀壳内腔深处有一处圆弧形状的凹槽(如图6),其形状比较复杂,而且在空间比较狭小,加工时主轴不能伸到内部,只能用特殊的刀具加工。

图5 脐子三维图
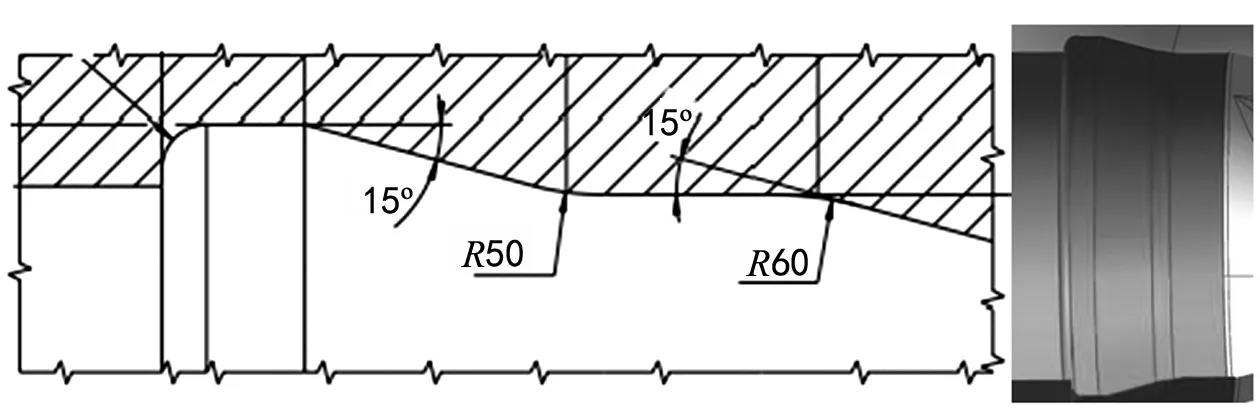
图6 内腔深孔处的形状
(3) 阀壳焊件管件中内腔中有一处O形槽,此处槽子起密封作用,所以O形槽的精度要求高,表面粗糙度要求1.6,根部圆弧要求R1.2,只能使用定制的三面刃槽刀才能加工到位。
(4) 阀壳焊件上有三处深孔加工,其中两处深孔为φ10,深度要求加工到焊件部位的50 mm以下。如图7所示。这两孔加工时的难度不一样的,一处是在管子的斜侧面,加工时需要安装万能附件才能加工上,这样又增加了加工难度。

图7 φ10斜孔的示意图
3 阀壳的加工工艺方案及加工难点解决措施
3.1 阀壳的加工工艺方案
针对阀壳的结构、图纸要求和加工难点,制定了以下加工方案。
(1) 基准的选择:为了保证基准统一的原则,选择加工基准时以阀壳图纸的设计基准为基础基准,在划线时,使用3D划线仪对毛坯进行分析,根据实际铸造情况,首先划出阀壳所有管子的腰线和管口端面线(管子的腰线是阀壳的设计基准),加工时,以管子中心和管子的腰线为对刀点,并且验证所有管口端面到管子腰线的的基本尺寸,这样,可以保证在加工过程中不出现加工过量的问题。
(2) 针对外部端面及外圆部分,尺寸公差及精度要求不高的,针对铸造留量的情况,选择常用的面铣刀及圆弧铣刀,一次加工到图纸要求。具体加工过程中刀具大小及加工参数的设定根据现场的实际情况和毛坯量大小给定。
(3) 针对部分管口需要焊接焊接及管件的部位,一次加工中选择加工坡口,坡口要求根据焊件的大小进行设计,加工坡口选择圆弧铣刀,效率高,而且节约刀具费。
(4) 一次加工后,将焊件进行焊接后,进行热处理,消除内应力,然后对焊件及管件进行二次加工,本次加工,针对管件的精度不同,分为半精加工,精加工。加工特殊部位是,根据图纸要求,选择合适的半精加工刀具和精加工刀具。
3.2 阀壳加工难点的解决措施
通过对阀壳的加工难点进行认真的分析,对其制定了以下解决措施。
(1) 阀壳内腔有两处脐子是处于管在顶端,只能选择三面刃刀进行加工,为了保证在加工中前段的直孔不与主轴干涉,选用了主轴为150 mm,刀具为315的三面刃进行加工。由于主轴伸出太多,所以选用了较低的进给,这样加工后,表面粗糙度和尺寸都完全满足图纸要求。
(2) 阀壳内腔深处的圆弧形状的凹槽,由于其前端的直孔比较小,而且比较深,选用了φ230的圆弧三面刃,如图8所示。选用的机床主轴为φ160,刀的转速为800 r/min,背吃刀量为1 mm,通过插补铣进行加工。通过实际加工验证,完全可以保证加工要求,并且效率比较高。

图8 φ230三面刃铣刀
(3) 阀壳焊件管件中内腔中的O形槽,采用粗加工,精加工两序进行加工。如图9所示。
粗加工选用普通的三面刃刀具加工,端面和直径方向都需要留量。精加工时,选择φ315×14的三面刃进行加工,选用的机床主轴为φ160 mm,主轴转速1 200 r/min,背吃刀量为0.1~0.3 mm。经过现场实际加工,不仅完成了槽子的加工,而且加工了30°倒角和R1.2的圆角,省掉了钳工的后续处理(30°倒角正常属于钳工工序),这样不经保证了图纸的要求,而且调高了生产效率。

图9 O形槽示意图
(4) 关于阀壳焊件上三处深孔加工难的解决措施如下:
刀具:选择硬质合金的φ10钻头,长度为大于200;
附件:选择万能附件;
程序:使用ROT旋转平面及钻深孔CYCLE83(30,0,3,-150,,0,5,5,1,,1,1,3,,0,1,0)相结合使用的方法。
通过以上工具的选择和加工方法的选择,可以很好的完成斜孔的加工,通过实际加工证明,这种加工方法适用于深度斜孔的加工,但根据材料硬度的不同,选择的刀具和加工参数要有所变化。钻孔示意图如图10所示。

图10 钻孔示意图
4 结 语
介绍了高压阀壳的加工工艺方法,经过实践验证,这种加工方法容易保证阀壳的加工精度,并且使较难的加工问题简单化,满足了图纸的加工要求,而且在加工过程中,对刀具的消耗较小,生产效率较高。是一种值得推广的加工方法,适用于此类阀壳的加工,也可以为其它产品的加工提供一些实用的方法,是值得借鉴和推广的加工方法。
[1] 陈宏钧.机械加工工艺手册[M].北京:机械工业出版社,2016.
[2] 陈宏钧.金属切削技术基础手册[M].北京:机械工业出版社,2006.
[3] 张益方.汽轮机主汽门大型阀壳内型腔的加工[J].上海第二工业大学学报,1994(1):2.