组合机床装配工艺与检验调试
2018-03-09林海波
魏 鑫 ,林海波
(1沈阳机床股份有限公司沈一车床厂 辽宁 沈阳 110142)
(2上海优尼斯工业设备销售有限公司沈阳分公司 辽宁 沈阳 110142)
1 装配工艺过程
组合机床的装配前提是要保证装配精度,装配精度主要是取决于机床零件的结构,要保证零件的正确性,材料的选择,热处理的方法,同时还要保证加工过程中的精度,在装配中还要保证位置精度和相对运动精度。机床的装配过程如图1。
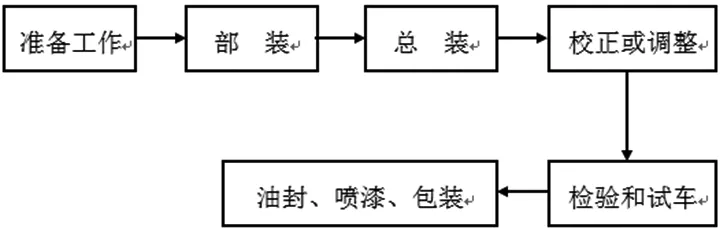
图1 机床装配工艺过程
机床的准备工作包含分析图纸、工艺,了解装配件结构,确定装配顺序和装配方法,同时还需要将装配零件进行预处理;部装是将零件进行组装,例如主轴箱装配、进给箱装配、溜板箱装配;总装是将各部件进行装配,也就是机床的整体装配;校正和调整是将零件的相对位置和间隙进行调整,将机床结构达到最优,例如轴承游隙、涡轮轴向位置等;检验和试车是对机床进行总检、检验几何精度和质量,然后进行空载运行,观察机床的振动、噪声等;最后是油封、喷漆、包装。
保证装配精度的方法是选择合理的装配尺寸链,通过机械或机构中各零件相互关系的尺寸链,计算合理的装配顺序,选择正确的装配方法,装配方法有互换法、选配法、修配法、调整法。装配工序也非常重要,工序符合先里后外、先下后上、先易后难的原则,对一些影响产品质量和性能的工序要集中安排。
2 轴承装配方法
机床轴承的装配,根据不同的情况选择不同的游隙,也就是钢珠与内外环之间的距离,对于一些轴承,使用位置速度低,扭矩大,这时候游隙就需要过盈配合,反之游隙就大一些,而在机床轴承的安装上一般采用轴承的内外圈同时受力,如图2,这样可以保证轴承的使用寿命。
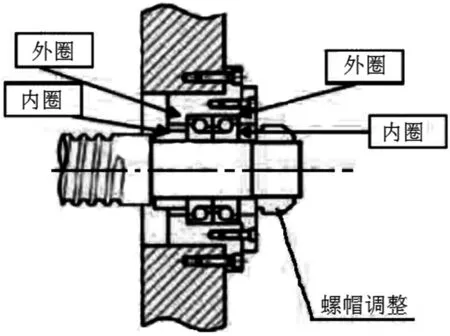
图2 轴承安装图
轴承的安装过程为:首先是对轴承进行清洗,选用煤油或者汽油;清洗完成后将内圈和轴径配合较紧,先把轴承装在轴径上,然后利用轴套压入轴承,压力要均匀(轴承的代号要能可见);压入时候要防止有异物进入,装配后,轴承要转动灵活,无异响。轴承工作时候会有一定的热胀,所以轴承内圈或外圈可以轴向移动,避免产生附加应力,从而轴承咬住。
轴承的理想状态下是旋转和不旋转,所受的压力是一样的,这样的轴承为平衡轴承,但是在现实状态下是不可能达到的,因为材料的密度不均匀,有的结构上有缺陷,这样就会出现误差,影响轴承的使用,同时轴承的噪声加大,轴承的负荷也会加重,对机床其它轴上零件也会影响,零件会出现易磨损、疲劳等现象,这样就会出现静不平衡和动不平衡,静不平衡是旋转体的主惯线与旋转轴线不重合;动不平衡是旋转体的主惯线与旋转轴线相交且相交于旋转体的重心上,旋转体虽然处于一个静平衡状态,但是会产生一个不平衡力。这两种不平衡对轴承的损伤都很大,所以装配轴承时要尽量保证两种平衡。
3 检验调试
组合机床装配完成之后需要检验调试,提高机床的可靠性。检验有很多方面,电机、主轴箱、导轨、进给系统等,例如对于导轨进行检验:
(1)导轨纵向:利用精密水平仪检验导轨在垂直平面内的直线度,检验方法为沿着导轨全长等距位置上检验,水平仪放在横向滑板上(如图3),不在一个平面内,水平仪会体现。
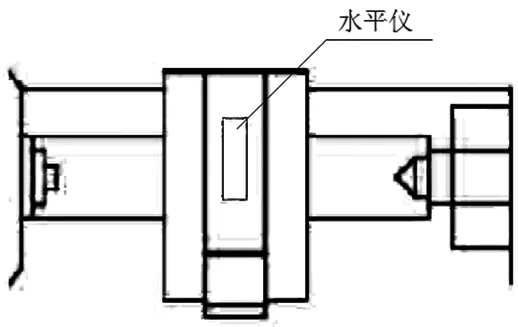
图3 水平仪检验示意图
检验纵向完成之后,也需要检验导轨在同一平面内的水平度。
(2)还需要检验机床的主轴,利用百分表检验主轴的轴向窜动和轴肩支撑面的跳动,如果发现主轴的精度偏差很大,需要跟换主轴轴承。
(3)需要对床头和尾座的高度差进行检验,防止机床加工时候零件出现锥度。
机床检验调试后的试车环节可以复查机床的工作性能,试车有三种形式,分别为空运转试车、负荷试车、超负荷试车,空运转试车是为了检验机床各零件之间的正常工作指标,负荷试车是考核机床长期使用的基础,超负荷试车是为了检验机床在工作时候,特殊情况下运行能力。
4 结语
在组合机床装配的研究中,不仅需要重视大型零件的装配方法和装配工艺,也要将平时容易忽视的轴、盘、套、轴承等影响整机精度的小型零件进行装配调试和检验的提升。提高整机性能,可选用更先进轴承,如高精度主轴轴承。进一步提高机床可靠性,所有技术工作者应该借鉴工匠精神将精益的所学运用到实际装配工艺和检验调试中。技术保证智能造,质量保证良心造!结合与时俱进的装配技术和质量控制手段,必将提升机床性能,发挥工业母机的最大作用!为装配制造业的中国梦保驾护航!
[1]王建华.彭安华主编.提高卧式车床装配精度方法研究.[J].科技信息,2008.
[2]李庆寿主编.机械制造工艺装备设计适用手册.[M].银州:宁夏人民出版社,1991.
[3]于靖华.基于分析法的平行度误差计算机数据处理.[J].计算机应用技术,2007年,6期.
[4]陈循介.目前世界先进机床水平概述.[J].精密制造与自动化,2007.
