科赛尔δ结构3D打印机
2018-03-05张欣王时雨李晓东林强周康
张欣, 王时雨, 李晓东, 林强, 周康
(长春工业大学工程训练中心,长春 130012)
0 引言
3D打印技术可用于艺术品制造、航天航空、工业生产、快速成型、国防建设、医学治疗、文物保护等各个领域,使研发者或使用者方便快捷地得到所需三维立体实物模型。与传统打印机相比较,并联臂3D打印机具有稳定可靠、精准度高、成型速度快、维护简单、节省材料等优点,通过自动控制进行加工,可直接打印出成品,突破空间局限性,适用范围广泛等优点。针对现有3D打印机各结构的功能不同,将其机械结构进行模块划分,并对核心部分进行仿真分析,改善其中的不足,从而设计出以熔丝沉积成型(FDM)技术为基础技术的新型3D打印机[1]。
1 科赛尔δ3D打印机介绍
科赛尔δ3D打印机是一种三维打印机原型机,即RepRap(replicating rapid prototyper),科赛尔δ3D打印机与软件部分均需要进行调平和运动参数调整。调平的方式包括两种,一种是手动调平,另一种是自动调平,自动调平分为Z探针调平与FSR调平等方式;但是对于调整运动参数,目前还没有明确的方法与步骤,调整运动参数的过程需耗费大量时间[2]。
2 科赛尔δ3D打印机工作原理分析
2.1 科赛尔δ3D打印机工作原理分析
科赛尔δ成型过程的本质是将材料进行加热,使其成为熔融态,然后通过喷头挤出,使工件层层粘连最终生成完整的产品。如图1所示,科赛尔δ3D打印机的工作原理是将固态打印材料ABS丝材通过送丝机构送入加热腔内,ABS丝材在加热腔内加热,达到熔融状态,上方未熔融的固态丝材通过挤压机作用,将熔化的丝材推出压送到喷头,从而实现工件的逐层堆积。在计算机的控制下,通过并联臂带动挤出机构,按照设计时规定的路径,将熔融状态的丝材逐层堆积、粘连在上一层成型部分的丝材上,循环往复,从而完成三维实体的打印。
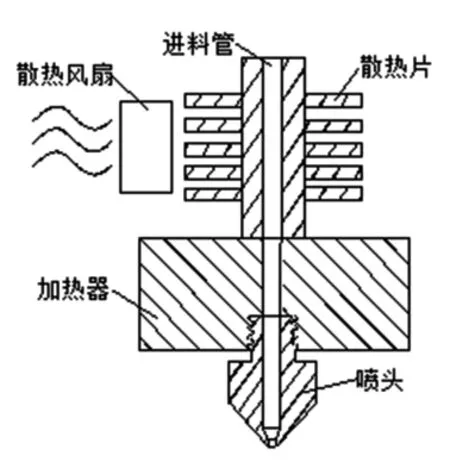
图1 打印机喷头部分原理图
2.2 打印头的三维运动原理
科赛尔δ3D打印机数学原理是依据三维欧几里得空间。此类3D打印动平台的特点是:打印头在每一物理层二维平面(XOY平面)上运动;打印头的导轨在垂直方向上单向一维直线层级运动(Z轴)。如图2所示,因各维度上的运动都是直线运动,所以运动函数可用以下方程[3]描述:
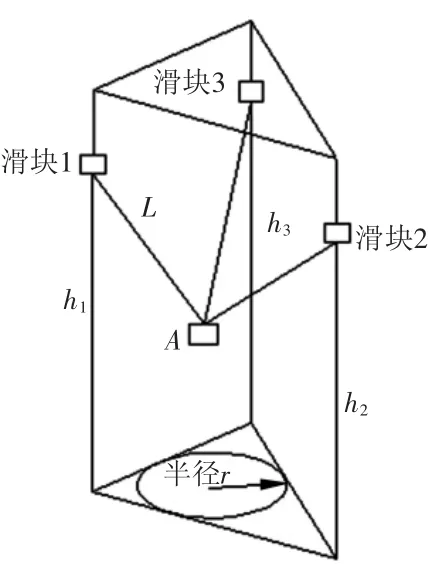
图2 打印头三维运动
其中:f为单位距离所需脉冲数;μ为电动机驱动细分;ρ为步进电动机步进角;n为转动比因子。
打印头移动到直角坐标系A点时,有以下几何关系:
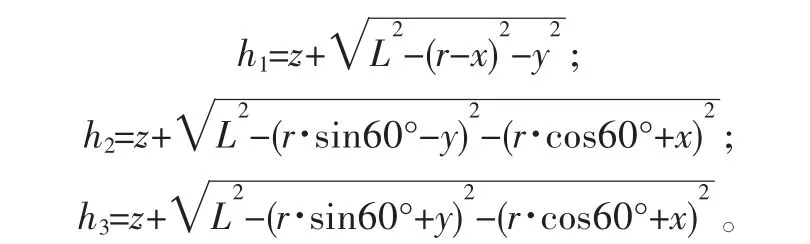
其中:h1、h2、h3分别为滑块1、滑块2、滑块3离基床的垂直高度;r为圆盘基床半径,坐标原点为基床圆心;L为连杆长度。
打印机的可利用空间有限,无效体积为
空间利用率为

其中:H为机架立轴长度。
3 科赛尔δ结构3D打印机的机械结构设计与分析
3.1 科赛尔δ3D打印机结构
科赛尔δ3D打印机装置所包括的结构有:滑车,碳棒,加热头,电源及数据接口,显示模块,导轨滑块机构和绕线轮。如图3所示,具体结构为水平设置的中空三棱柱结构;垂直连接在三角形底架与顶架之间的3组竖直导轨(安装在三角形顶架上的顶盖与三角形底架上的打印托盘);分别通过3组连杆对应连接能够移动的3组滑轮机构的动平台,3个滑车分别与3个导轨滑块机构相连;2根碳棒中,一根左右对称地与滑车链接在一起,另一根与加热头链接在一起;打印材料与加热头相连,形成一个完整的打印材料供给机构;绕线轮用于缠绕打印材料;打印托盘是通过定位块固定在三角形底架上;控制板则安装在打印机的下底面的隔层里,通过电源及数据接口与外界电源和数据源连接;显示模块设置在打印机三角形底座的外部,通过数据线与3D打印机的控制板相连;第一电动机、第二电动机和第三电动机通过皮带与3个滑块链接在一起,电动机通过皮带带动滑块运动,以达到控制科赛尔δ运动的目的,进而控制3D打印机进行打印工作。

图3 打印机结构
3.2 科赛尔δ结构分析
科赛尔δ3D打印机,包括滑车、碳棒、加热头、电源及数据接口、显示模块、导轨滑块机构和绕线轮等结构;科赛尔δ是根据外副驱动设计的,使动平台通过3个平行四边形的连杆与定平台相联接,3组平行连杆相互之间成120°,均匀分布在动平台与定平台之间。每组连杆由一组移动副、转动副和球面副构成,组成一个平行四边形结构(利用平行四边形易变形的性质),在并联连杆两端分别使用球头扣将动平台和线性导轨上的滑块链接在一起,通过滑块跟随传送带的运动来驱动并联臂运动。分别使用第一电动机、第二电动机和第三电动机,3个电动机联合控制,使得喷头在水平方向与垂直方向移动,即喷头在X、Y、Z方向上的位移量更加精准,再使用第四电动机控制打印材料ABS丝材的供给[4]。
科赛尔δ3D打印机数学原理是依据三维欧几里得空间,将二维XOY平面上的直角坐标转换为3个滑块的相对高度,是通过主控板将切片后的3D模型文件转化为G代码和挤出机的步进电动机的正反转和转速,使喷头较为精确地将原材料一层一层地喷涂堆积在工作输出基板上,从而形成最终的实体模型。
3.3 步进电动机
步进电动机(如图4所示)可将电脉冲信号转变为线位移或角位移等数字量,并且是现代数字控制系统中起到主要执行作用的开环控制电动机。步进电动机是一种感应电动机,通过电子电路将直流电改变为多相时序控制电流,在多相时序控制电流分时供电的情况下正常工作,驱动器是多相时序控制器,为步进电动机提供分时供电。当控制系统输出一个脉冲信号时,同时步进驱动器接收到一个脉冲信号,转子所转过的机械角度称为步距角。步进电动机的旋转是按照固定的步距角运动的。为使定位更加准确,可以通过控制脉冲信号的数量来控制角位移的变化;在调整速度时,可以通过调整脉冲信号发出的频率从而控制步进电动机转动的速度与加速度。此文中所述3D打印机所使用的步进电动机的型号为YH42BYGH47-401A[5]。

图4 步进电动机
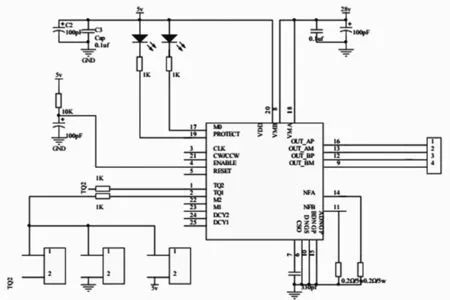
图5 步进电动机主电路
4 科赛尔δ结构3D打印机的电路设计
4.1 3D打印机的电动机控制电路
步进电动机主电路(如图5所示)具有驱动与逻辑控制两大功能[6]。驱动电路采用28 V开关电源,电压范围为4.5~40 V,改变电动机端电压可以改变步进电动机在高转速下输出的转矩,具体驱动电压的选择要根据使用时的实际情况来确定。逻辑控制电路使用5 V开关电源,VDD为逻辑电源引脚,去耦电容和旁路电容的作用是减少噪声干扰,通过设置M2、M1外接拨码开关不同细分值,可抑制步进电动机在低频工作时的振动与噪声。最大电流计算公式为IOUT=0.5/RNF。
4.2 3D打印机的LCD液晶显示屏
本文所述3D打印机所使用的LCD液晶显示屏是TFTLCD液晶显示屏[7](SPI14PIN焊接,单片机驱动,TFT材质)。
TFT(Thin Film Transistor)即薄膜场效应晶体管,作为有源矩阵液晶显示器。该屏占用13个引脚(其中显示功能占用5个I/O口,使用flash或者SD卡时占用另外5个I/O口),可以直接插在LCD1602的位置(使用左对齐方式,LCD1602插槽右边三个引脚不使用)使用,背光亮度可以调节LCD1602上调节对比度的电位器。使用5V或3.3V进行供电[8]。模块上集成了3.3V稳压芯片,供电电压可以根据短接点不同供电方式不同的原理进行选择。液晶显示屏上所显示的有喷头温度(摄氏度),打印速度(百分比),打印剩余时间,菜单(通过调节按钮,在菜单中选择“print from SD card”项,选择要打印的.gcode文件,开始打印)。
4.3 3D打印机喷头的温度分析与控制
通常情况下,3D打印机的喷头使用的是FDM喷头。在进行3D打印时,供给的耗材会在FDM喷头内随温度升高从固态熔化成为液态,这体现了3D打印喷头的热传递过程与阶段,在加热过程中FDM喷头对温度的控制也有所要求[9]。对于不同类型的打印喷头,最佳温度也不同,对于FDM喷头,温度一般控制在220℃左右,在此温度范围内使用寿命得以延长,也使得从FDM喷头内流出的打印材料较为连贯[10]。
在3D打印实际操作中,PID算法的参数选择对温度控制的稳定性和快速性极为重要。PID控制器 (比例-积分-微分控制器)是由比例部分P、积分部分I和微分部分D构成,分别通过Kp、Ki和Kd三个参数设定[11](如图6所示)。

图6 闭环控制PID控制器结构图
5 科赛尔δ3D打印机软件介绍
5.1 Catia软件
制造厂商可以通过Catia建立其期望产品的模型,并且Catia软件支持从项目前阶段、具体的设计、分析、模拟、组装到维护在内的全部工业设计流程[12]。
Catia所有的模块存在着全相关性,可将三维模型的处理完全体现在二维模型的模拟分析与控制加工中。不仅如此,Catia还拥有先进的混合建模技术,在Catia的设计环境下,不管设计对象是曲面还是实体,均可以混合建模,做到了真正的相互交叉操作,而且可以提供变量驱动及后参数化能力,因此设计者无需考虑如何将设计目标参数化。并且Catia拥有自己的知识库,企业可以将其多年的设计经验存储在Catia的知识库中,用于对该企业新成员的培训练习,或新产品的开发,从而加快新型产品向市场推进的速度。Catia在产品的整个生产周期中具有便捷的重复修改功能,甚至可以对原有方案进行更新换代[13]。
5.2 Pro/E软件
Pro/E率先提出参数化设计概念,在目前的三维造型软件领域中占有着重要地位,参数化是指将几何模型分解成有限数量的组成特征,而每个组成特征都是由有限数量的参数进行约束的,从而完成参数化[14]。Pro/E是建立在一个单一的数据库上,该数据库中包括了此项工程中的全部资料,在整个设计过程中,任何一处发生改动,整个设计系统中的相关环节都会随之进行改动,Pro/E是基于特征的实体模型化系统,通过采用单一数据库,从而解决特征相关性问题。
6 科赛尔δ3D打印机操作流程
科赛尔δ3D打印机的操作流程是:先使用Catia软件对所需要打印的产品进行模型建立,然后使用Pro/E软件对建模后形成的三维模型运用微分原理进行切片,通过切片生成G代码,并将G代码存储在SD卡中,将SD卡放置在机器预先设计好的卡槽中,以备随时调用文件,打印前选择SD卡中的相应的G代码文件,并载入到机器内存中,然后选择“开始打印”,操作者观察打印过程,以备随时进行调整,直至打印结束,产品生成[15],如图7所示。

图7 科赛尔δ3D打印机操作流程

图8 科赛尔δ3D打印机打印作品展示
7 结语
3D打印机最大的优势在于材料的节省,不需因物体形状特点而剔除边角料,不再需要传统的任何工具或模具,可直接根据设计出的3D模型文件的数据生成任何所需形状的产品,从而提高材料的利用率;3D打印机可以直接自动地将计算机中的设计程序转化为模型实物,并且能够达到高精度和高复杂程度,甚至可直接打印出所需产品,简化或省略组装工序,从而有效地缩短产品研发与生产的时间,降低了组装部分产生的成本。
[1] 王雪莹.3D打印技术与产业的发展及前景分析[J].中国高新技术企业,2012(26):3-5.
[2] 濮良贵,纪名刚.机械设计[M].7版.北京:高等教育出版社,2001.
[3] 史厚强.基于三点支撑的仪器调平[C]//第二届全国信息获取与处理学术会议.2004:824-826.
[4] 余前帆.增材制造--3D打印的正称[J].中国科技术语,2013,15(4):46-48.
[5] 范超毅,范巍.步进电机的选型与计算[J].机床与液压,2008,36(5):310-313.
[6] 李德振.基于ARM的3D打印机控制系统研究[D].泰安:山东农业大学,2015.
[7] 马兰.薄膜晶体管液晶显示屏[J].铁道知识,2006(2):14-15.
[8] 胡文平,刘云圻.有机薄膜场效应晶体管[J].物理,1997(11):649-653.
[9] 黄江.FDM快速成型过程熔体及喷头的研究[D].包头:内蒙古科技大学,2014.
[10] 孔庆芳.3D打印机中的温度控制研究[J].天津科技,2016,43(2):49-51.
[11] 周黎英,赵国树.模糊PID控制算法在恒速升温系统中的应用[J].仪器仪表学报,2008,29(2):405-409.
[12] 詹熙达.CATIAV5产品设计实例教程[M].北京:机械工业出版社,2008.
[13]MAJA R S.Catia Bastioli:Handbook ofBiodegradable Polymers[J].Polimeri,2005,26(1):47.
[14]脱翠华,崔青.Pro/E三维设计软件在我公司信息化中的应用和发展 [C]//晋冀鲁豫鄂蒙川云贵甘沪湘十二省区市机械工程学会2007年学术年会(山东、四川分册).2009.
[15] 李琦,徐洁.桌面级3D打印机使用经验[J].中国电子商情(基础电子),2015(增刊1):68.
