连续纤维增强超高分子质量聚乙烯路面板材料的制备及测试表征
2018-03-05周小丽张友刚
徐 靖,周小丽,张友刚
(航空工业航宇救生装备有限公司,湖北 襄阳 441003)
在沿海滩涂、沼泽湿地、沙滩、冻土等松软泥泞地面区域开展油气地质勘探、国土防卫、军事训练及灾害救援等过程中,如何在较短的时间内快速提高低密度、高压缩性地基的承载能力[1]是确保大型机动车辆快速通过并保证勘探、救援及军事保障效果的关键.通过铺设应急路面板材料以提高松软地面的承载面积是解决非路面机动车辆的快速通过的有效技术途径.目前以中高强度薄钢板[2]材料为代表的金属路面板的厚度通常为6~20 mm,6 mm和20 mm厚度钢板单位面积重量分别为46.8 kg/m2和156 kg/m2;而纤维体积分数为60%的超高分子质量聚乙烯玻璃纤维增强复合材料,其6 mm和20 mm厚度板型制件的单位面积重量仅分别为14.5 kg/m2和38.3 kg/m2.因薄钢板金属路面板质量大的原因,在松软地面铺设和使用过程中存在铺设难度高、路面距离短以及路面翘曲和变形的问题.因此,研制开发具有高强度、高变形和抗反复碾压的轻质复合材料路面板材料成为新型轻量化快修应急路面装备亟待解决的问题[3].
目前国内外针对复合材料应急路面板材料的研究主要集中在路面单元板结构设计[4]与连接[5-7]、路面板用新材料的研发与性能评价以及路面板的工程应用[8].方海等[9]采用真空吸注工艺制备了乙烯基酯树脂基玻璃纤维增强木夹芯结构复合材料路面垫板,该结构路面板通过了18 t级车辆砂土地基、淤泥地基的车载试验.受热固性乙烯基酯树脂弹性变形有限及较大弯曲变形易引发夹芯结构发生分层破坏的影响,该结构材料不适宜在松软地基条件下的重载车辆通行使用.王秋峰等[10]采用熔体包覆法制备了长纤维增强聚丙烯复合材料,研究了界面改性方法、纤维含量、纤维长度等对LGF/PP力学性能的影响.唐荣华等[11]开展了长玻璃纤维增强聚丙烯复合材料热模压成型工艺参数与其复合材料热模压件力学性能的关系研究.通过优化模压工艺参数,其复合材料拉伸强度和弯曲强度分别提高16%和13%.Chevali等[12]利用挤出-模压成型工艺制备了长玻璃纤维增强尼龙、聚丙烯、高密度聚乙烯热塑性复合材料,对其弯曲蠕变性能进行了理论分析与试验评价.Wan等[13]针对模压压力与纤维长度对短切碳纤维增强尼龙复合材料的拉伸和压缩性能进行的测试分析.Hartikainen等[14]研究了对添加碳化钙填料的长玻璃纤维增强聚丙烯复合材料的断裂韧性和断裂模式,揭示了填料对其断裂韧性的影响.Zhou等[15]对玻璃纤维毡增强聚丙烯基复合材料的冲击性能进行了实验研究.Chukov等[16]研究了碳纤维表面改性对模压成型碳纤维增强UHMWPE复合材料界面性能.
超高分子质量聚乙烯(UHMWPE)材料具有质量轻、拉伸强度和弹性变形伸长率高、抗冲击性能和耐磨性能良好、耐酸碱腐蚀优异等特点[17],是制备高性能超高分子质量聚乙烯路面板的优质基体材料.受超高分子质量聚乙烯熔融粘度高、流动浸渗性差的限制,目前国内路面板的应用仅局限于未增强和短纤维增强的超高分子质量聚乙烯2种模压板结构类型,而纤维体积分数高于30%的连续玻璃纤维增强超高分子质量聚乙烯路面板材料的研发尚未见文献报道.因此,连续玻璃纤维增强超高分子质量聚乙烯路面板材料的研发与性能评价研究具有重要的工程应用价值.为此,本文通过制备玻璃纤维增强超高分子质量聚乙烯预浸料,研究纤维体积含量对玻璃纤维增强UHMWPE复合材料力学性能和热机械性能的影响规律,分析其拉伸断裂与冲击断裂破坏的机理,为连续玻璃纤维增强超高分子质量聚乙烯复合材料路面板的设计和应用提供基础实验数据.
1 实验部分
1.1 原料与设备
所用原料包括:EUW400型无碱玻璃平纹布,面密度400 g/m2,泰安玻璃纤维有限公司产品;XH-902型超高分子质量聚乙烯,分子质量为250万±50万,密度为0.945 g/cm3,深圳市特力新材料科技有限公司产品.
所用设备仪器包括:HRJSJ-45/24型单螺杆管材挤出机,海瑞嘉精密挤出机械有限公司产品;AG-250 kN型万能材料实验机,日本岛津公司产品;MXA2M型热压机,东莞市正文机械有限公司产品;9250HV落锤式冲击试验机,美国英斯特朗公司产品;马弗炉,北京市永光明医疗仪器厂产品;FA400型电子天平,上海精科电子仪器公司产品;DHR-2型旋转流变仪,美国TA公司产品;2XNR400A型熔体流动速率仪,承德试验机有限公司产品;DSC7差式扫描热量仪,美国PERKIN ELMER公司产品;DMA7型动态热分析仪,德国NETZSCH公司产品.
1.2 实验件制备
1.2.1 连续玻璃纤维增强超高分子质量聚乙烯预浸料的制备
为确定超高分子质量聚乙烯的熔融指数,对UHMWPE基体进行了熔体流动速率测试,测试结果如表1所示.

表1 不同温度下UHMWPE熔融指数Tab.1 Melt index of UHMWPE with different temperatures
由表1可知,在140℃温度条件下,UHMWPE流动性较差,其最大熔融指数仅为0.183 5 g/min,此温度条件下无法实现UHMWPE基体对玻璃纤维的浸润.当加热温度提高到230℃时,其熔融指数达到0.620 5 g/min,较大的熔融指数可有效提高基体对玻璃纤维的浸润程度.为确定超高分子质量聚乙烯粘度-温度特性,采用Oscillation Temperature Ramp模式对UHMWPE基体进行了动态升温粘度进行测试,温度范围为100~260℃,升温速率为5℃/min,测试结果如图1所示.

图1 超高分子质量聚乙烯粘度曲线Fig.1 Viscosity curve of UHMWPE
由图1可知,在100~125℃温度条件下,UHMWPE粘度由 14 938 Pa·s升高到最大值,达到 19858Pa·s.当温度升高到140℃时,UHMWPE粘度值降低到2 582 Pa·s.当温度继续升高,粘度逐渐降低.当温度升高到213℃时,粘度达到最低值,为1 523 Pa·s.结合熔融指数测试结果,并考虑到挤出机敞开式加热区温度传递损失的影响,经挤出试验确定了表2所示的挤出机温控区的温度,利用自行研制的高温挤出熔融热塑性预浸料成型装置制备了宽度为110 mm、厚度为0.52 mm的连续玻璃纤维织物增强UHMWPE预浸料.

表2 挤出机温控区温度设计Tab.2 Selecting temperature of extruder heating parts
1.2.2 连续玻璃纤维增强超高分子质量聚乙烯复合材料层压板的制备
连续玻璃纤维UHMWPE层压板铺层参数如表3所示.根据表3所示的连续玻璃纤维增强超高分子质量聚乙烯复合材料层压板铺层结构设计参数,将规定数量的热塑性预浸料铺放在模压成型模具中,待模具合模后将其放置于热压机的上下压板间,依据图2所示的升温与加压工艺曲线对模具进行加热和加压处理,为确保熔融流动状态下的UHMWPE基体充分浸润玻璃纤维增强体,采用三段式加压工艺和180℃的热压工艺制备UHMWPE板.待模具冷却后开模取出连续玻纤UHMWPE层压试验板.经测试4种试验板 的 厚 度 均 为 5 mm,UMPE1、UMPE2、UMPE3、UMPE4试验板的纤维体积分数分别为30%、40%、50%、55%.

表3 连续玻璃纤维UHMWPE层压板铺层参数Tab.3 Laminate parameters of continuous glass UHMWPE composites
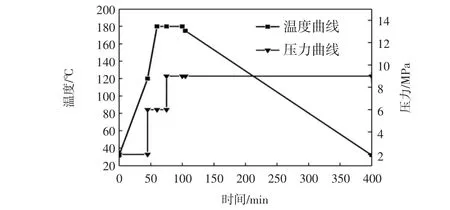
图2 升温加压曲线Fig.2 Heating and compressing curves
1.3 实验测试
1.3.1 拉伸性能测试
按照GB/T 1040-92纤维增强塑料拉伸性能试验方法对连续玻璃纤维增强超高分子质量聚乙烯复合材料试验件进行了拉伸性能测试,试验件尺寸如图3所示.
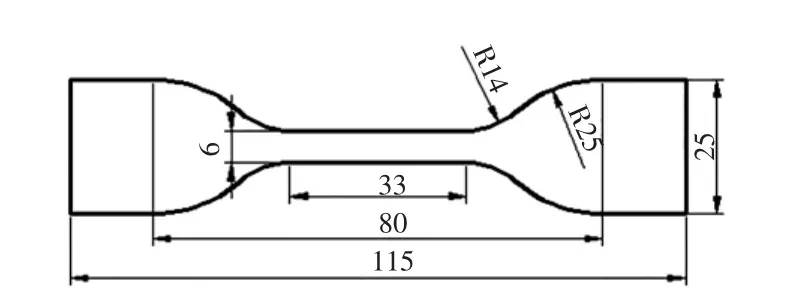
图3 拉伸试样尺寸Fig.3 Tensile sample size
AG-250 kN型万能材料实验机的加载速率为3 mm/min,试验件的拉伸强度由公式(1)求得

式中:P为拉伸断裂载荷(N);b为试样宽度(mm);d为试样厚度(mm);σ为拉伸强度(MPa).
1.3.2 层间剪切性能测试
按照ASTM D3846-08增强塑料面内剪切强度试验方法对连续玻璃纤维增强超高分子质量聚乙烯复合材料试验件进行了层间剪切性能测试,试样的尺寸为30mm×10 mm×5 mm,测试跨距为20 mm,试验机加载速率为1.0 mm/min.层间剪切强度由公式(2)求得

式中:Pb为试样破坏时的最大载荷值(N);b为试样的宽度(mm);h为试样的厚度(mm);τs为层间剪切强度(MPa).
1.3.3 冲击性能测试
按照GB/T1451-2005纤维增强塑料简支梁式冲击韧性试验方法对连续玻璃纤维增强超高分子质量聚乙烯复合材料试验件进行了层间冲击性能测试,试样的尺寸为120 mm×10 mm×5 mm,冲击强度由公式(3)求得

式中:A为冲断试样所消耗的能量(J);b为试样宽度(mm);h为试样缺口厚度(mm);αk为冲击强度(kJ/m2).
1.3.4 动态热力学性能测试
连续玻璃纤维增强超高分子质量聚乙烯复合材料的动态热力学性能采用德国NETZSCH公司的DMA7型动态热分析仪,采用三点弯曲的模式进行测试,频率为1 Hz,升温速率为5℃/min,温度范围为20~180℃.
2 实验结果与讨论
2.1 纤维体积含量对UHMWPE复合材料力学性能的影响
2.1.1 纤维体积含量对拉伸性能的影响
5种不同纤维体积含量的UHMWPE复合材料试样拉伸强度测试结果如图4所示.
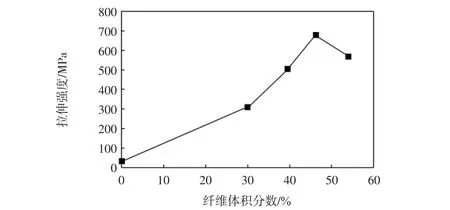
图4 不同纤维体积含量的UHMWPE复合材料拉伸强度Fig.4 Tensile strength of UHMWPE composites samples with different fiber volume content
由图4可知,当玻璃纤维体积分数分别为30%、40%和50%时,UHMWPE复合材料的拉伸强度分别达到308.2 MPa、502.4 MPa和675.9 MPa,与未采用纤维增强的UHMWPE试样相比(拉伸强度为30.2 MPa)拉伸强度分别提高920.5%、1 563.6%和2 138.1%.由于连续玻璃纤维的拉伸强度较高,在UHMWPE引入连续纤维可有效提高其拉伸强度,因此UHMWPE复合材料试样拉伸强度随着其纤维体积含量的增加而增加.但当纤维体积分数提高到55%时,与50%体积分数的UHMWPE复合材料试样的拉伸强度相比,其拉伸强度降低到566.1 MPa,这主要是由于高粘度UHMWPE难于充分浸润高纤维体积含量增强体造成基体-纤维界面强度较低造成的.
2.1.2 纤维体积含量对层间剪切强度的影响
表4所示为不同纤维体积含量UHMWPE复合材料试样层间剪切强度测试结果.
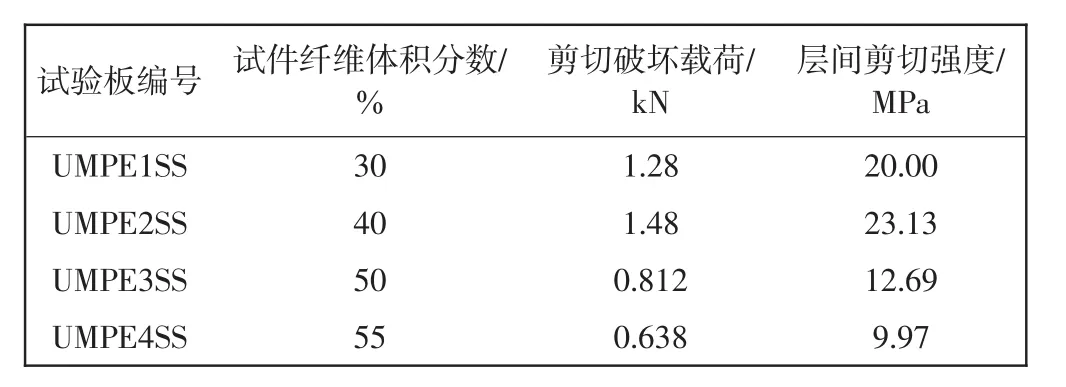
表4 不同纤维体积含量UHMWPE复合材料试样层间剪切强度Tab.4 Interlaminar shear strength of UHMWPE composites samples with different fiber volume contents
由表4可知,随着剪切试样的纤维体积分数由30%增加到40%时,短梁剪切破坏载荷亦相应增加,剪切试样的层间剪切强度分别达到20.00 MPa和23.13 MPa.由于连续玻璃纤维的增强可显著改善UHMWPE复合材料的短梁弯曲性能,因此,一定范围内纤维体积含量的增加可使UHMWPE复合材料的层间剪切强度有一定幅度的增加.但当剪切试样的纤维体积分数增加到50%和55%时,与纤维体积分数为40%的UHMWPE复合材料试样的层间剪切强度相比,层间剪切强度分别下降45.1%和56.9%.由于高粘度UHMWPE基体浸润高纤维体积含量的玻璃纤维时易形成局部干斑未浸润区,UHMWPE复合材料产生低界面粘接强度区所致.为此,改善UHMWPE基体对玻璃纤维浸润程度是制备高纤维体积连续纤维增强UHMWPE复合材料的关键.
2.1.3 纤维体积含量对冲击性能的影响
不同纤维体积含量的UHMWPE复合材料试样冲击强度测试结果如表5所示.
由表5可知,玻璃纤维增强UHMWPE复合材料具有较高的冲击性能.当纤维体积分数分别为30%、40%、50%和55%,其冲击强度分别为128.3 kJ/m2、154.3 kJ/m2、189.0 kJ/m2和 231.0 kJ/m2.可见随着玻璃纤维体积含量的增加,UHMWPE复合材料试样的最大冲击载荷、吸收的冲击能量和冲击强度逐渐增加.这是由于UHMWPE复合材料的拉伸、压缩及弯曲性能随着连续玻璃纤维体积含量的增加而提高,且UHMWPE基体具有较高的弹性伸长变形和冲击吸能特性,因此,随着连续玻璃纤维体积含量的增加,UHMWPE复合材料试样的冲击强度亦提高.
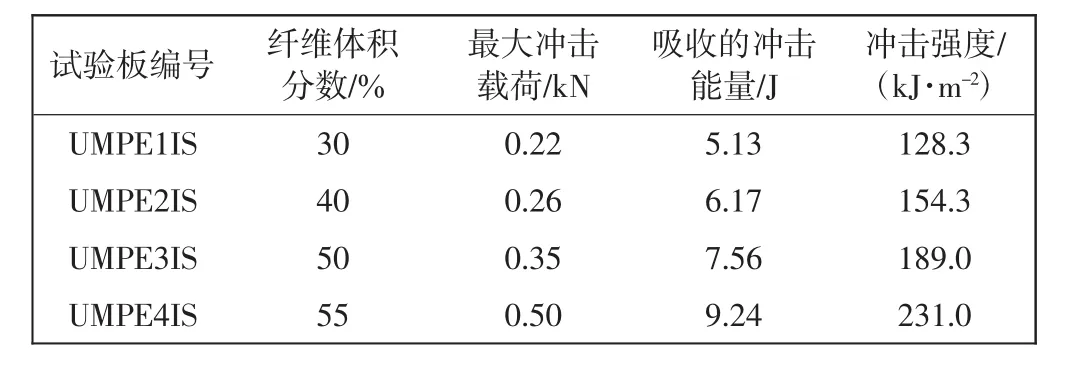
表5 不同纤维体积含量的UHMWPE复合材料冲击强度Tab.5 Impact strength of UHMWPE composites samples with different fiber volume content
2.2 纤维体积含量对UHMWPE复合材料热性能的影响
2.2.1 纤维体积对储能模量的影响
储能模量决定材料恢复变形能力的大小.图5为一定应变频率(1 Hz)条件下的GF/UHMWPE复合材料试样的储能模量随温度变化关系曲线.
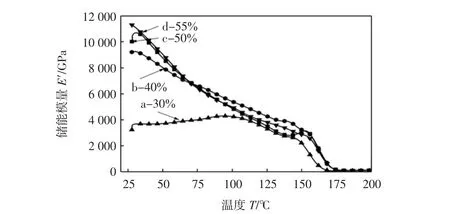
图5 不同纤维含量的UHMWPE复合材料E′-T曲线Fig.5 E′-T curves of UHMWPE composites samples with different fiber volume contents
由图5可知,随着温度的升高储能模量逐渐下降,在150~170℃的温度范围内,4种纤维体积含量的储能模量达到临界位置点,此时,GF、UHMWPE复合材料仍保持最小值不低于2 237.4 GPa的储能模量.因此,连续玻璃纤维增强UHMWPE复合材料可在较高的温度下使用.
当温度低于70℃时,随着纤维体积含量的增加,相同温度条件下的储能模量亦相应增加.由于此温度条件下UHMWPE基体性能不发生热衰减且其力学性能随纤维体积含量的增加而提高,其储能模量亦随着纤维体积含量的增加而增加.当温度为70~165℃时,受UHMWPE基体软化及浸润缺陷的影响,相同温度条件下的50%、55%两种纤维体积分数的UHMWPE复合材料试样的储能模量高于纤维体积分数为30%试样的储能模量.纤维体积分数为40%的UHMWPE复合材料试样的储能模量高于其他试样.
2.2.2 纤维体积含量对损耗模量的影响
图6为不同纤维含量的UHMWPE复合材料试样损耗模量-温度(E″-T)曲线.
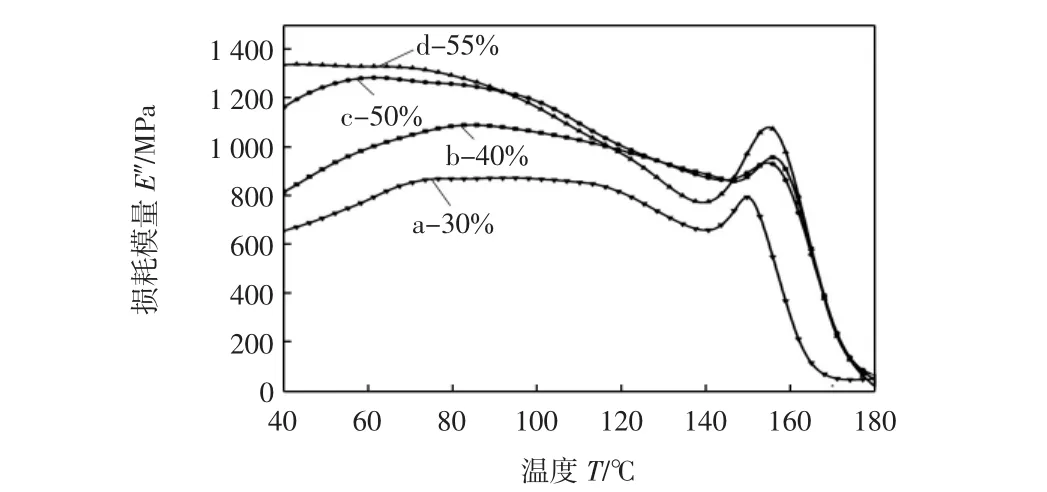
图6 不同纤维含量的UHMWPE复合材料试样E″-T曲线Fig.6 E″-T curves of UHMWPE composites samples with different fiber volume contents
损耗模量的大小决定材料消散能量能力的强弱,由图6可知,在140~165℃的温度区间内出现了较宽的损耗峰,表明材料从玻璃态向橡胶态的转变.在160℃之后,材料的损耗模量迅速降低,这主要是由于基体塑化和熔融使得UHMWPE复合材料的发生了较大塑性变形所致.当温度为40~91℃时,由于刚性玻璃纤维的加入的多少决定了阻碍UHMWPE基体结晶区与非结晶区分子链运动程度的大小,随着纤维体积含量的增加,UHMWPE复合材料试样损耗模量逐渐增加.当温度为91~118℃时,受UHMWPE高粘度基体浸润高纤维含量增强体质量下降的影响,与50%纤维体积分数的UHMWPE复合材料试样损耗模量相比,55%纤维体积分数的UHMWPE复合材料试样损耗模量略有下降.当温度高于146℃时,受UHMWPE基体塑化和熔融的影响,增强纤维的多少决定UHMWPE复合材料试样消散能量的大小,55%纤维体积分数的UHMWPE复合材料试样损耗模量最大.
2.2.3 不同纤维体积含量下损耗角的变化
损耗角tan δ是反应聚合物粘弹性能的参数,tan δ峰值温度为复合材料试样的玻璃化转变温度Tg.图7给出了不同纤维含量的UHMWPE复合材料试样tan δ-温度关系曲线.
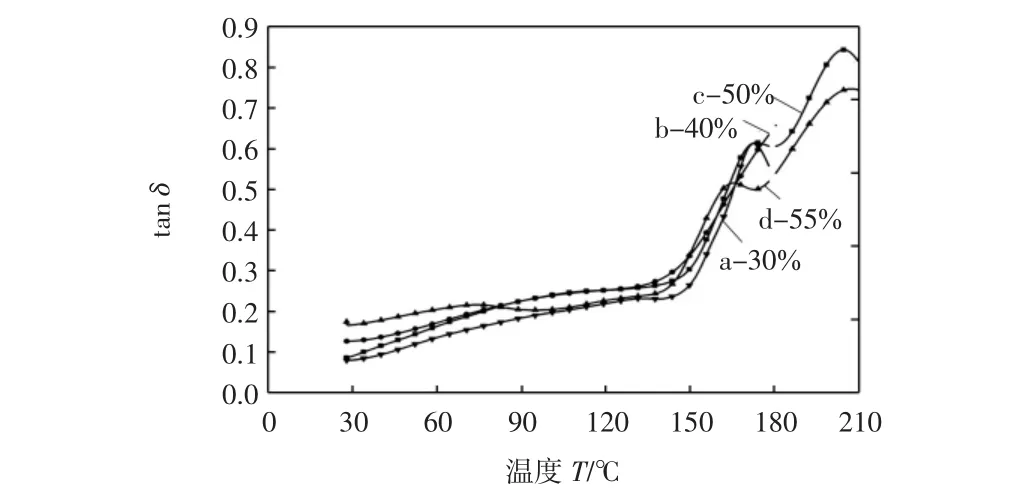
图7 不同纤维含量的UHMWPE复合材料试样tan δ-T曲线Fig.7 tan δ-T curves of UHMWPE composites samples with different fiber volume contents
由图7可知,玻璃纤维体积分数为30%、40%、50%和55%时的UHMWPE复合材料试样玻璃化转变温度Tg分别为171℃、172℃、178℃和165℃.由于玻璃纤维的增强效应会阻碍UHMWPE分子链的运动,使得UHMWPE复合材料的玻璃化温度的随着纤维含量的增加而有一定幅度的提高.但对于55%玻璃纤维体积分数的UHMWPE复合材料试样,由于玻璃纤维含量较高,受玻璃纤维与UHMWPE树脂间界面强度较低的限制,其玻璃化转变温度较低.
3 结 论
(1)采用连续玻璃纤维增强可显著提高UHMWPE复合材料的力学性能.当纤维体积分数不大于50%时,UHMWPE复合材料的拉伸强度随纤维体积含量的增加而增加.50%纤维体积分数的UHMWPE复合材料较未增强的UHMWPE材料的拉伸性能提高21.4倍,达到675.9 MPa.受高粘度UHMWPE浸润高纤维体积分数增强体易产生干斑和高孔隙率的制约,当纤维体积分数达到55%时,其UHMWPE复合材料的拉伸强度低于50%纤维体积分数的UHMWPE复合材料的拉伸强度.
(2)当纤维体积分数不大于40%时,UHMWPE复合材料的面内剪切强度随纤维体积含量的增加而增加.受高纤维含量UHMWPE复合材料纤维-基体界面强度随纤维含量增加而降低的影响,纤维体积分数为40%的UHMWPE复合材料面内剪切强度值最大,达到23.13 MPa.
(3)随着纤维体积含量的增加,玻璃纤维增强UHMWPE复合材料的冲击强度逐渐增加,当纤维体积分数达到55%时,其最大冲击强度达到231.0 kJ/m2.
(4)在一定温度范围内(温度分别低于70℃和91℃时),UHMWPE复合材料试样的储能模量和损耗模量随着纤维体积含量的增加.纤维体积含量的增加可在一定幅度上提高UHMWPE复合材料的玻璃化温度.
(5)连续纤维增强UHMWPE复合材料具有较高的拉伸强度、冲击强度及玻璃化温度,可满足制备轻质高性能复合材料路面板的需求.
[1]陈云鹤,陈徐均,邵飞,等.一种快速铺装制式路面:中国,106284018 A[P].2017-01-04.CHEN Y H,CHEN X J,SHAO F,et al.A fast paving standard pavement:China,106284018A[P].2017-01-04(in Chinese).
[2]李杰,叶欣,周军波,等.一种拆装式复合材料路面:中国,105780621 A[P].2016-07-20.LI Y J,YE X,ZHOU J B,et al.A kind of disassembled composite pavement:China,105780621A[P].2016-07-20(in Chinese).
[3]张世平,李健.碳纤维复合材料在应急路面装备上应用研究[J].高科技纤维与应用,2013(2):65-68.ZHANG S P,LI J.Applied research of the CFRP in the emergency road equipment[J].Hi-Tech Fiber&Application,2013,(2):65-68(in Chinese).
[4]张彬,钱坤,张琰.一种新型轻质高强应急路面器材的优化设计[J].2016,41(3):46-52.ZHANG B,QIAN K,ZHANG Y.Optimization design of a new type of lightweight and high strength emergency pavementequipment[J].Hi-Tech Fiber&Application,2016,41(3):46-52(in Chinese).
[5]李旺,孙伍林.一种铺设路面板:中国,105862536A[P].2016-08-17.LI W,SUN W L.A kind of road slab:China,105862536A[P].2016-08-17(in Chinese)
[6]李聚轩,赵连明,程万里,等.快装轻质路面板连接装置:中国,101532274A[P].2009-09-16.LI J X,ZHAO L M,CHEN W L,et al.Connection device of the fast and light road slab:China,101532274A[P].2009-09-16(in Chinese).
[7]李聚轩,赵连明,程万里,等.复合材料应急路面板及其安装方法:中国,101538824A[P].2009-09-23.LI J X,ZHAO L M,CHEN W L,et al.Composite material emergency road slab and itsinstallation method:China,1015838824A[P].2009-09-23(in Chinese).
[8]HICKS Steven,BOWER David K.HANDLOS William.Composite pavement structure:USA,2012/0329943 A1[P].2012-12-27.
[9]方海,刘伟庆,万里.新型复合材料快速抢建抢修路面垫板[J].南京工业大学学报:自然科学版,2009,31(1):92-96.FANG H,LIU W Q,WAN L.Innovative composite matting for rapid parking ramp expansion[J].Journal of Nanjing University of Technology:Natural Science Edition,2009,31(1):92-96(in Chinese).
[10]王秋峰,翟欢,侯静强,等.熔体包覆法长玻璃纤维增强聚丙烯复合材料的力学性能[J].高分子材料科学与工程,2007,23(5):230-233.WANG Q F,QU H,HOU J Q,et al.Mechanical properties of long fiber reinforced polypropylene by melt coating[J].Hi-Tech Fiber&Application,2007,23(5):230-233(in Chinese).
[11]唐荣华,杨旭静,郑娟.长玻璃纤维增强聚丙烯复合材料热模压成型工艺的研究[J].玻璃钢/复合材料,2016(8):62-67.TANG R H,YANG X J,ZHEN J.Research of hot molding press on long glass fiber reinforced polypropylene composite[J].Fiber Reinforced Plastics/Composites,2016(8):62-67(in Chinese).
[12]CHEVALI Venkata S,JANOWSKI Gregg M.Flexural creep of long fiber-reinforced thermoplastic composites:Effect of processing-dependent fiber variables on creep response[J].Composites Part A:Applied Science and Manufacturing,2010,41(10):1253-1262.
[13]WAN Yi,TAKAHASHI Jun.Tensile and compressive properties of chopped carbon fiber tapes reinforced thermoplastics with differentfiberlengthsandmoldingpressures[J].Composites PartA:Applied Science and Manufacturing,2016,87:271-281.
[14]HARTIKAINEN J,HINE P,SZABOAL J S,et al.Polypropylene hybrid composites reinforced with long glass fibres and particulatefiller[J].CompositesScienceandTechnology,2005,65(2):257-267.
[15]ZHOU Xiaodong,DAI Gabce,LIN Qunfang.Improvement in impact property of continuous glass mat reinforced polypropylene composites[J].Journal of Applied Polymer Science,2002,83(12):2680-2688.
[16]CHUKOV D I,STEPASHKIN A A,MAKSIMKIN A V,et al.Investigation of structure,mechanical and tribological properties of short carbon fiber reinforced UHMWPE-matrix composites[J].Composites Part B,2015,76:79-88.
[17]吴贺贺,何春霞,刘军恒.三种纤维改性超高分子量聚乙烯复合材料的力学性能[J].高分子材料科学与工程,2012,28(12):92-95.WU H H,HE C X,LIU J H.Mechanical properties of three kinds of fiber modified ultra-high molecular weight polyethylene composites[J].Hi-Tech Fiber&Application,2012,28(12):92-95(in Chinese).
