工程起重机用双折线焊接卷筒
2018-02-28郝建光
郝建光
(太原重工股份有限公司技术中心,山西030024)
钢丝绳卷筒是起重运输设备的重要部件之一,按层数分有单层缠绕和多层缠绕;按绳槽形式分有螺旋绳槽和折线绳槽。工程、船舶及海上设施用起重机,由于起升高度大,钢丝绳长,卷筒的容绳量大,多层缠绕得到广泛应用。在卷筒宽度和直径一定时,钢丝绳越长意味着卷筒缠绕层数越多,双折线卷筒是目前多层缠绕中最常用的一种形式,它的最大优点是使卷筒上多层缠绕的钢丝绳绳股之间点接触区域大幅度减少,延长了钢丝绳的使用寿命。双折线卷筒是指卷筒上折线绳槽的斜绳槽与直绳槽交替出现,每圈中有两个斜绳槽区和两个直绳槽区,直绳槽与卷筒端板平行。
双折线铸造卷筒是工程起重机配套中最常用的方法。双折线铸造卷筒的绳槽是直接铸出的。要想保证绳槽铸造质量,材料的流动性必须好,目前双折线卷筒主要采用球墨铸铁,德国主要用GGG-40,对应国标GB/T 1348—2009《球墨铸铁件》中的QT400-18;也有少量用GGG50,对应QT500-7;或GGG60,对应QT600-3。材料的力学性能见表1。
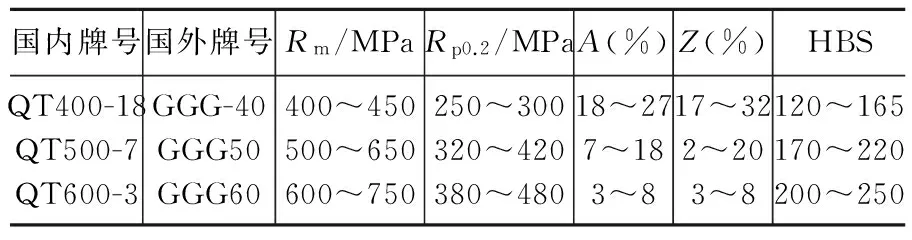
表1 双折线卷筒绳槽材料力学性能Table 1 Mechanical properties of the material of double folded wire drum slot
球墨铸铁球化率的高低是影响铸造质量的重要因素。在筒体绳槽与侧壁过渡处,受曲线、球铁粗晶、组织不均等影响易产生缺陷。由于是铸件,即使采用超声检测和磁粉检测,探伤的准确性也不高。公司首台660 t履带起重机采用的就是铸造卷筒,在试车过程中卷筒侧壁根部出现开裂,直接影响试车进度。卷筒作为起升、变幅机构的主要部件,直接影响产品质量。焊接卷筒与铸造卷筒相比,在满足绳槽加工手段的前提下,易于保证质量,对单件小批量产品也是一种经济实惠的选择。为此我们研制了焊接双折线卷筒,首套在500 t全路面起重机试验成功后,在后续工程起重机中已全部采用焊接卷筒。由于双折线焊接卷筒与单层缠绕卷筒存在诸多差异,缠绕层数多,结构特殊。通过下面的分析和介绍,可以了解它的计算方法和制造过程。
1 双折线焊接卷筒参数
双折线焊接卷筒参数确定需要考虑整体布置、卷筒优选系列、钢丝绳直径与卷筒直径比等因素。在确定卷筒直径、长度、缠绕层数时需要考虑以下因素:
(1)绳与绳槽的偏角不应大于1.5°,否则易产生跳槽等不利影响。
(2)卷筒材料一般选择Q345。
(3)卷筒的圈数取钢丝绳的整数倍或整数多半圈,如取50圈或50.5圈,保证双折线绳槽的折线起点位于卷筒截面的同一位置上,保证钢丝绳缠绕时交叉点一致。
(4)钢丝绳的旋向与卷筒绳槽旋向相反,选择右旋钢丝绳,卷筒绳槽则选为左旋。
(5)卷筒槽底直径通常取钢丝绳直径的20倍,也可按实际要求来取,D1=20d。
(6)卷筒法兰盘直径D2=D1+2(z+1)d。
(7)钢丝绳的长度Ls=(L/t-0.5)[D1+0.866d(z-1)]zπ。
式中,d为钢丝绳直径;D1为卷筒直径,指卷筒上首层钢丝绳中心的直径;L为卷筒长度,指两侧壁间的距离;Ls为钢丝绳长度,考虑3圈安全圈;p为卷筒节径;z为钢丝绳缠绕层数。
2 筒体壁厚选取
卷筒的载荷主要是钢丝绳拉力。钢丝绳的受力计算与常规的起升机构相同。在进行卷筒强度计算时,已知钢丝绳的直径和拉力。双折线卷筒在每层过渡区域的每个绳圈上仅有一个交错点,这些点对于筒体受力可以忽略。上层圈对下层圈的压力使钢丝绳相互挤压,可以将不同层上的绳圈视为相互接触的同心圆环。当层数确定后,可模拟缠绕n道绳圈的单层卷筒的计算,最常用的方法是把缠绕层数的影响用一个系数来考虑,按单层的方法进行计算。
2.1 卷筒筒体壁厚的选择和计算
卷筒筒体壁厚通常推荐取钢丝绳直径的0.8~1.4倍。设计时,可以按照推荐值初步取一个筒体壁厚进行验算,经过初选、验算、调整、最终确定合适的壁厚。卷筒强度为:
式中:f1为考虑钢丝绳绕入卷筒时对筒壁应力的减小系数,一般取f1=0.75;f2为与机构工作级别有关的钢丝绳拉力系数,按工程起重机的工作级别应在1~1.12范围取值;f3为与钢丝绳缠绕层数有关的系数。根据试验,按表2取值。

表2 钢丝绳各系数取值Table 2 The values of each coefficient of wire
Smax为钢丝绳最大工作拉力,单位MPa;δ为筒体壁厚,单位mm;t为绳槽节距,单位mm;[σm]为卷筒材料的许用应力,单位MPa。对轧制钢质材料,轻级工作级别(M3和M4)可取[σm]=σS/1.48,中重级工作级别(M5至M8)可取[σm]=σS/2。
2.2 卷筒的稳定性验算
当卷筒的长度L大于卷筒底径的2倍时,需要验算卷筒壁的稳定性。卷筒的稳定性按下式计算:
式中,L为卷筒两法兰板之间的距离,单位mm;R为卷筒槽底半径,单位mm;σmc为卷筒的临界压应力,单位MPa;δ为卷筒的最小壁厚,单位mm。
3 卷筒端板厚度的选择和计算
多层缠绕双折线卷筒的端板需要承受轴向力。筒体壁厚与端板的刚性比率对卷筒的受力和变形影响是一个重要因素。通过对卷筒筒体、端板、支撑板刚性的正确组合,可以将筒体和端板过渡处受力减小到最小。试验数据表明,卷筒端板厚度hB与筒体壁厚h比值的最佳比例在1≤hB/h≤2范围,可见常用经验比值hB/h≈1合理。从刚性比率试验曲线图看,比值在1.5~2范围最合理。目前,计算基于材料的线性特性,但实际上在支承点、端板过渡处或筒体折线处受力非常复杂,为了避免在上述部位出现局部塑性变形,常用的方法是对筒体和端板取较高的安全系数,取安全系数n=3。
3.1 圆柱叠组理论在端板计算中的应用
除了卷筒筒体承受钢丝绳压力外,由于多层缠绕作用,卷筒端板上也承受轴向力。叠组理论的前提是以钢丝绳非弹性变形为基础,即钢丝绳在负荷作用下仍保持圆形截面。端板上由绳圈层引起的轴向力可依据图1所示的几何关系来确定。钢丝绳在卷筒上的排列如图2所示,根据上述理论,可以近似确定每层钢丝绳的半径。绳圈与端板间的摩擦系数μ在0.15~0.2之间。作用在端板上轴向力的位置确定后,便可应用圆环形平板的计算公式计算内周界处,即r处的应力。初步给出端板厚度后,内周界处的应力σ为:
σ=AP/h2
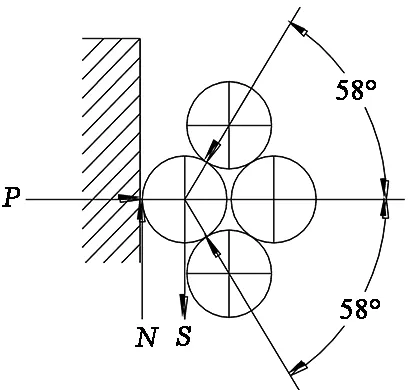
图1 端板受到的轴向力Figure 1 The axial force of the end plate

图2 钢丝绳在卷筒上的排列Figure 2 The arrangement of wire on the drum
在初步给定许用应力的前提下,卷筒端板厚度h为:
式中,h为卷筒端板厚度,单位mm;P为作用在端板上的力,单位N,按照圆柱叠组理论来计算端板负荷;σ为卷筒端板的应力,单位MPa;[σ]为卷筒端板的许用应力,单位MPa,通常取为100MPa;A为圆环形平板的内周边处应力系数,按表3取值。R为第9层半径,r为卷筒槽底半径。端板受力图如图3所示。
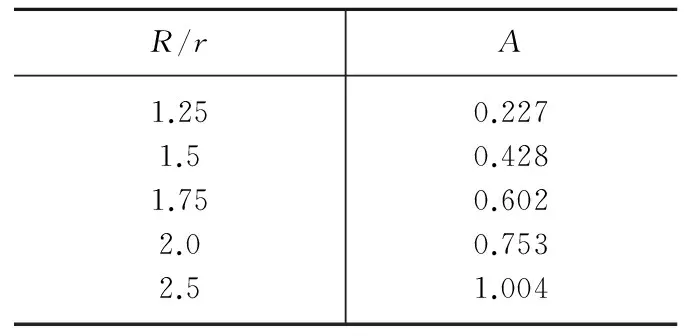
表3 圆环形平板的内周边应力系数Table 3 Inner circumference stress coefficient of circular ring plate

图3 端板受力图Figure 3 Force diagram of the end plate
3.2 计算举例
TZC660履带起重机,额定起重量660 t,起升机构卷筒工作制M3,最大缠绕层数为10层,在9层时钢丝绳最大拉力为Smax=174 000 N,绳圈数为39,卷筒槽底半径r=311 mm,第9层半径R=550 mm,卷筒材料为Q345,许用应力[σm]=233 MPa,卷筒节距t=29.4 mm,端板间距L=1146.6 mm,钢丝绳直径d=28 mm,初步计算卷筒筒体壁厚、端板壁厚、稳定性。
3.2.1 筒体最小壁厚
端板受力图见图3,作用力在第9层处,钢丝绳挤压处于平衡,其它层对端板的作用力可忽略。端板受力及相关数据见表4。

表4 端板受力及相关数据Table 4 The force of the end plate and the related data
3.2.2 端板最小壁厚
3.2.3 稳定性
3.2.4 计算结果分析
通过以上计算结果可以得出以下结论:筒体在最小计算厚度时稳定性满足要求;卷筒筒体壁厚可以取30 mm,端板厚度可以取1.5×30=45 mm,卷筒结构设计可以此为基本数据进行。
4 双折线焊接卷筒的结构形式及制造要求
目前在工程起重机中使用的双折线焊接卷筒主要有图4两种结构形式,分别用于起升和变幅机构。可采用单减速器或双减速器驱动。起升常用单联卷筒,变幅常用双联卷筒。筒体双折线绳槽的加工采用数控机床,受机床刀架结构限制,卷筒的绳槽在焊成筒体后加工,然后再焊端板,端板焊接时变形要小。焊成整体后再加工端板端面与直径,保证端板之间距离符合公差要求,最后配焊过渡条和过渡板。
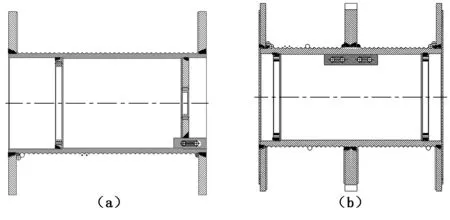
图4 双折线焊接卷筒形式Figure 4 Types of double folded wire welded drum
为保证卷筒质量,卷筒材料要进行超声检测,卷筒中对接焊缝、端板与筒体的焊缝要进行超声检测,角焊缝进行磁粉检测,探伤结果要符合图纸
要求的标准等级。
筒体与内法兰焊成整体后先进行退火,再加工绳槽。焊接端板后需振动消除应力。通过对制造过程的质量控制来保证卷筒质量,避免焊缝开裂。
5 双折线焊接卷筒设计和使用中需注意的问题
(1)双折线焊接卷筒的绳槽、节距、槽深要严格按照推荐数值选取。
(2)导向块、导向板的焊接要平滑,位置要准确。
(3)保证绳槽、端板间距公差是防止多层缠绕乱绳的前提。
(4)选用钢芯钢丝绳,直径采用正公差,公差控制在绳径的+2%~+4%范围内。
(5)起升用非旋转钢丝绳,绳与卷筒的偏摆角要符合要求,也是保证不发生乱绳的重要因素。
(6)钢丝绳首次在卷筒上缠绕,要在预紧状态下进行。通常按钢丝绳破断拉力的1%~2%作为预紧力进行加载,保证整个缠绕过程钢丝绳在卷筒上布绳和过渡处的紧密性。
只有在所有要求都满足的情况下才能保证卷筒的正常工作。双折线卷筒在多层缠绕中使用最多,作为工程起重机中的重要部件,必须保证质量,了解它的计算方法、掌握它的制造工艺对起重机设计人员是很重要的。
[1] 中国国家标准化管理委员会. 起重机设计规范:GB/T3811—2008[S]. 中国标准出版社,2008:10.
[2] 《起重机设计手册》,TZJ745—2008,太原重型机械集团有限公司.
