铝合金LB-VPPA复合焊应力场数值模拟
2018-02-23张世全韩永全郑宏伟战中学张登峰
张世全,韩永全,郑宏伟,战中学,张登峰
(1.内蒙金属材料研究所民品生产中心,内蒙古包头014034;2.内蒙古工业大学材料科学与工程学院,内蒙古呼和浩特010051)
0 前言
铝及其合金因其质量轻、比强度高、加工性能好以及良好的耐蚀、耐磨性能等一系列特点而广泛应用于汽车、船舶、航空、机械制造、化学化工等各个行业[1-2]。由于铝合金独特的物理和化学性质,焊接时易出现焊接缺陷,为此,国内外学者作了很多铝合金焊接方面的研究。复合焊方法的出现,使铝合金的焊接问题得到了改善,同时也掀起了国内外学者对复合焊研究的热潮。
在焊接工程应用领域,焊接残余应力一直是焊接工作者和研究人员关注的重要对象。残余应力的存在,直接影响了焊接结构的服役年限、承载能力及加工精度等,并且还存在一定的安全隐患。变极性等离子弧焊因其电弧挺度大、能量密度高、一次性穿透深度大等特点,在保证铝合金阴极清理作用的基础上可获得熔深大且无气孔的焊缝,成为中厚板铝合金焊接较为理想的方法[3]。在电弧中加入一定功率的激光,有利于稳定、压缩电弧,使电弧能量更加集中,进而获得比单一等离子弧焊更加优质的焊缝。LB-VPPA复合焊是解决铝合金焊接问题的新思路,此种新的焊接技术不仅克服了两种焊接热源的缺点、综合了两者的优点,还产生了额外的能量协同效应,具备了能量更加集中、焊接热输入小、焊缝深宽比大的特点[4-7]。
近年来,随着焊接工艺的不断发展,复合焊技术在实际应用中得到了广泛应用,研究学者对复合焊的研究也愈加深入。由于复合焊是将多个热源复合在一起进行焊接,因此,在数值模拟时采用单一的热源模型难以准确模拟出熔池形状,而通过一定的形式将两个或多个热源模型组合在一起,往往能弥补单热源模型的不足,更加接近实际熔池形状[8]。
通过数值模拟的方法研究LB-VPPA复合焊过程,可以准确计算出各个时刻工件上的温度分布及应力分布。不仅节省时间,减少人力、财力投入,同时还可以得到试验方法无法获得的信息。通过焊接热过程的数值模拟,对试验结果和焊接工艺进行优化,为铝合金的实际生产和试验研究提供重要的理论依据。
1 热源模型的建立
1.1 控制方程及边界条件
1.1.1 控制方程
在移动坐标系(x,y,z)中热传导方程为:

式中:ρ为金属的密度;Cp为定压比热容;v0为焊接速度;T为温度;t为时间;k为热导率;x,y,z为移动坐标系。
1.1.2 边界条件
由于在焊接过程中小孔、熔池以及周边的温度场关于y轴(焊缝中心线)对称,只需考虑工件的一半。
在工件上表面:
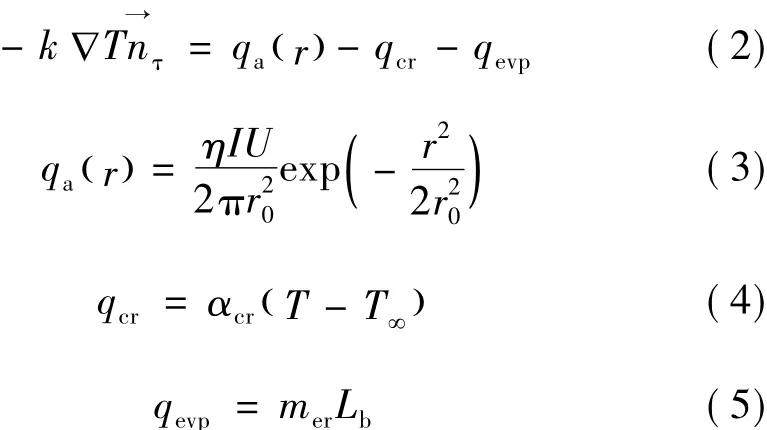
工件下表面:
在工件的两端(即y方向的两个端点),边界条件为:

工件侧面(x=工件半宽)的边界条件为:

在x=0时,由于对称性,绝热边界条件为:

1.2 网格划分
为了兼顾计算精度与求解速度,建立几何模型时,结合有限元和传热学知识,一方面,网格尽量设计成六面体,避免大量四面体单元出现。这是因为在四面体单元内部应力和应变没有梯度,属于常应变单元,而六面体单元内部应力和应变是由梯度变化引起的,计算精度更高;另一方面,在焊缝及热影响区采用较密的网格,远离焊缝及热影响区的母材部分采用逐渐变大的网格。这是由于在焊缝及热影响区温度梯度较大,是整个模型中最为重要的部分,因此采用小的网格尺寸。而在母材上,随着距焊缝距离的延长,温度梯度逐渐减小,这样既保证了焊缝及热影响区等关键部位的计算精度,又减少了网格单元的数量,进而缩短计算时间。模型采用与实际工件相同的尺寸250 mm×100 mm×6 mm,在模型中包括53 676个3D单元,65 065个节点。工件几何模型网格划分如图1所示。
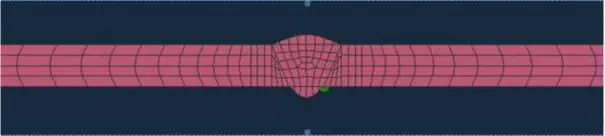
图1 网格划分
1.3 材料数据库建立
由于在SYSWELD软件的材料数据库中没有7010铝合金,因此需要建立其材料数据库。建立材料数据库所需要的主要热物理性能参数有密度、导热系数、比热等。7010铝合金的物理性能参数见表1。
1.4 热源模型
对于LB-VPPA复合焊,由于激光和VPPA两种热源特性相差较大,其熔池形状和单一的等离子弧焊或激光焊有所不同,采用单一的热源模型很难准确地模拟出理想的熔池形状。基于以上原因,根据LB-VPPA复合焊工艺特点及焊缝截面形状,将平面高斯、双椭球和圆柱体3种热源模型有机地结合在一起,采用平面高斯+双椭球+高斯圆柱体组合热源模型模拟LB-VPPA焊接热过程,以下分别为3种热源模型的数学表达式。

表1 7010铝合金物理性能参数
(1)平面高斯热源[9-10]

式中:q*为半径r处的热流密度,J/(mm2·s);为热源最大热流密度,J/(mm2·s);k为热源的集中系数,l/mm2;r为电弧覆盖区域内某点到电弧中心的距离,mm。
(2)双椭球热源[9-11]

前、后半部分椭球热源数学表达式分别为:式中:Q 为电弧的有效功率;η为焊接热效率;af,ar,b,c分别为热源形状参数;ff,fr分别为前、后椭球热量分布系数。
(3)高斯圆柱体热源[12]

式中:r0为圆柱体热源模型的有效半径;H为圆柱体热源的作用深度。
由于变极性等离子弧焊输出波形为不对称的交流方波,在正、反极性期间输出的电流大小和时间均不相同,导致热量输入和分布都有所差别。在校核热源模型时采取对正极性和反极性期间分别进行校核,进而实现正、反极性热源模型的交替加载。
经过多次校核,在焊接速度为3 mm/s时,总有效输入能量为2 250 W,平面高斯、双椭球体和高斯圆柱体的能量比例为0.39∶0.47∶0.14,3 种热源参数为表 2数值时,熔池截面形状最为接近实际,热源模型如图2所示。
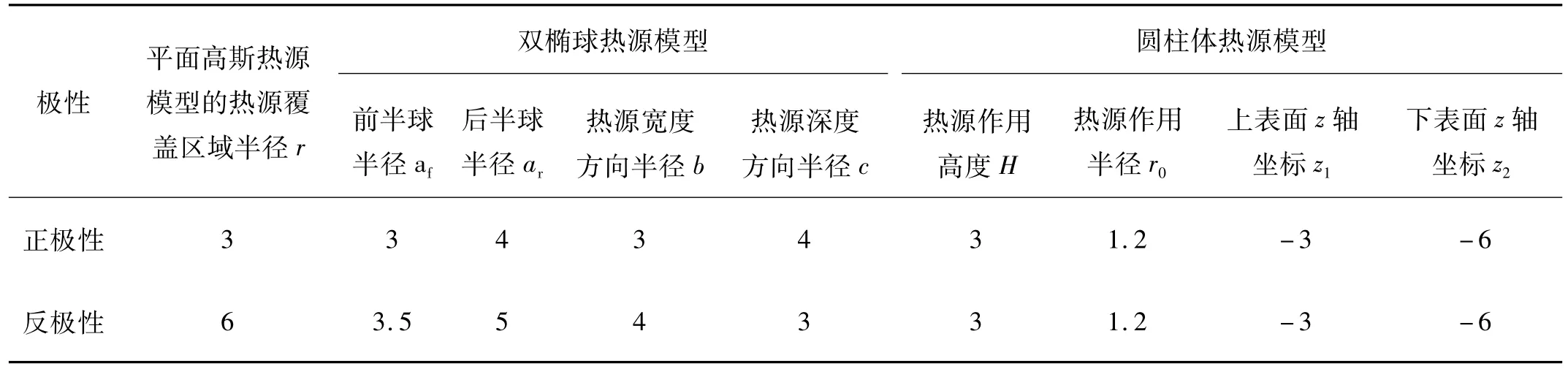
表2 LB-VPPA复合焊热源模型参数 mm
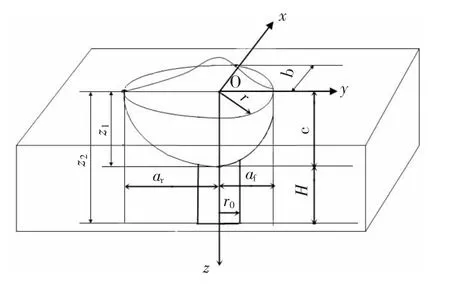
图2 平面高斯+双椭球体+高斯圆柱体复合热源模型
2 焊接应力场数值模拟
图3和图4分别为7010铝合金LB-VPPA复合焊焊接过程中等效应力变化云图和焊接结束后冷却过程等效应力变化云图。通过对不同时刻工件上等效应力分布云图的观察,可以发现在焊接过程中工件的应力分布情况。从图3a可以看出,在1.67 s时刻,焊接应力已达到工件的边界,并且在熔池前方,靠近焊缝两侧的地方应力最大,最大应力值达到107.9 MPa。在整个焊接过程,工件上的应力随着热源的移动而不断变化,可以发现,随着焊接的进行,工件整体的温度不断升高,工件上的应力范围随之增加。在熔池处,由于金属处于液态,所以在熔池的应力为0。
从图4可以看出,工件在冷却过程中应力分布变化不太明显,在焊后1 200 s工件上的应力不再发生变化,工件上的残余应力主要集中在焊缝的开始位置及焊缝两侧的热影响区,工件上的最大残余应力值为114.55 MPa。
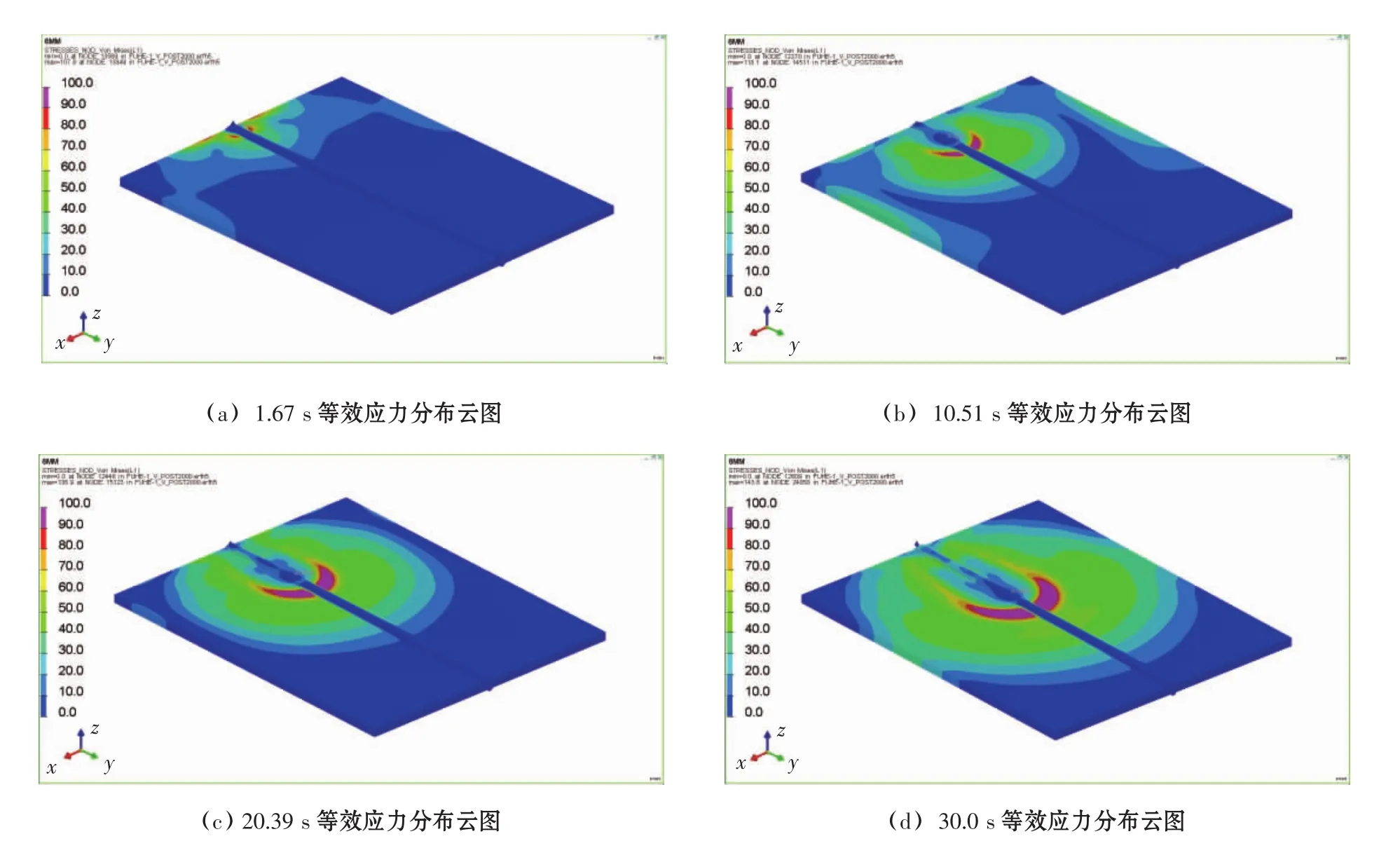
图3 LB-VPPA复合焊焊接过程中不同时刻等效应力变化云图
图4 焊接结束后冷却过程不同时刻等效应力变化云图
3 LB-VPPA复合焊与VPPA焊应力场对比
采用平面高斯热源+双椭球体组合热源模型,平面高斯热源和双椭球体热源的能量比例为0.45∶0.55时,对VPPA焊的应力场进行模拟,热源模型参数见表3。
图5为LB-VPPA复合焊和VPPA焊熔池截面对比。从图5可以发现,LB-VPPA复合焊熔池截面形状和VPPA焊有着明显的区别。LB-VPPA复合焊的焊缝宽度明显小于VPPA焊,而且熔合线走向也有所不同。对于6 mm厚7010铝合金,在保证焊透的前提下,采用LB-VPPA复合焊输入的有效总功率为2 250 W,而VPPA焊则需要2 400 W。这是由于在LB-VPPA复合焊中,由于激光的加入,激光和电弧之间产生相互促进的作用。在复合焊过程中,激光束作用于等离子弧在工件上形成的小孔内,大幅地增加了铝合金对激光的吸收率,同时激光在小孔内部产生大量的光致等离子体增加了电弧的强度,进而增强了等离子弧的穿孔效果。因此,在LB-VPPA复合焊中焊缝下部的宽度较VPPA焊明显减小。

表3 VPPA复合焊热源模型参数 mm
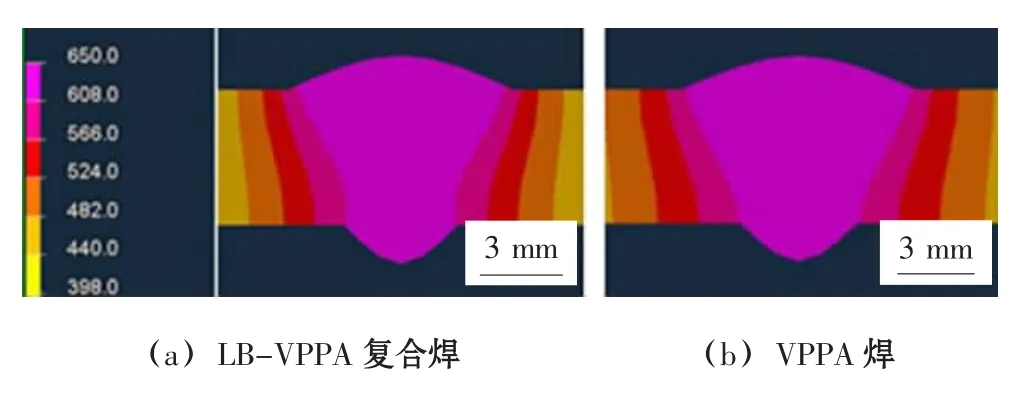
图5 LB-VPPA复合焊和VPPA焊熔池模拟结果
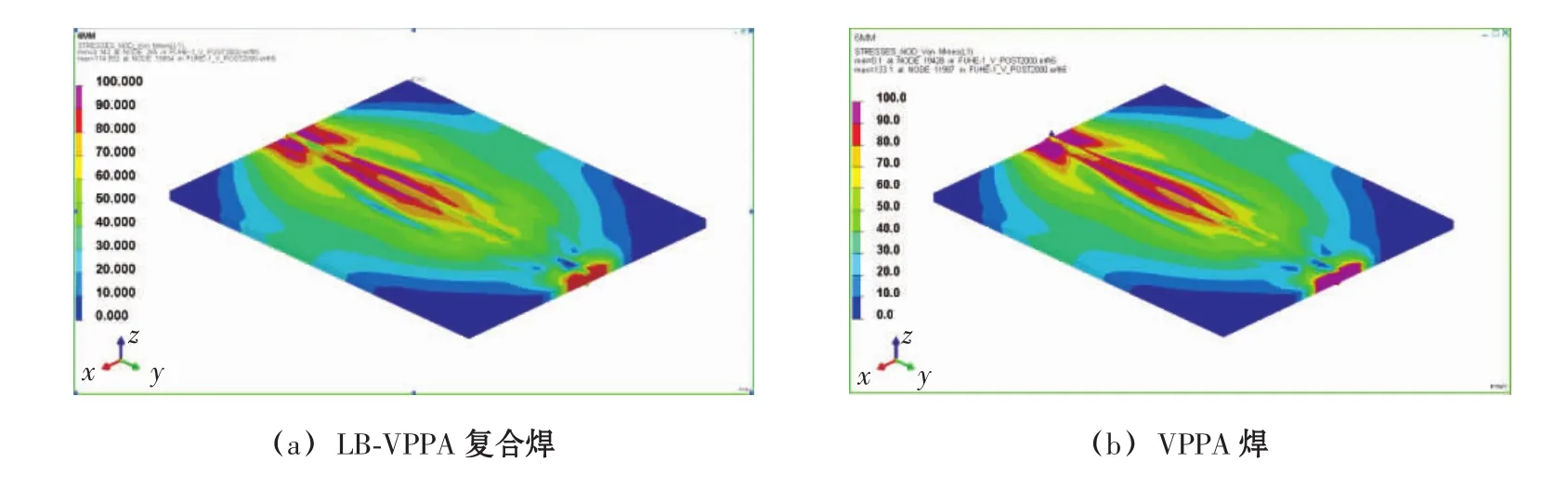
图6 LB-VPPA复合焊与VPPA焊等效残余应力对比
图6 ~8分别为等效残余应力、纵向残余应力、横向残余应力的结果。由图可以看出,LB-VPPA复合焊和VPPA焊的焊后残余应力分布情况基本一致,但还是存在一定的区别。由图6可以看出,在相同的条件下,LB-VPPA复合焊残余应力高于90 MPa区域的面积要小于VPPA焊,在焊缝结束的位置可以明显看出,LBVPPA复合焊焊缝的端部的残余应力分布呈红色,应力值介于80~90MPa,而VPPA焊焊缝端部的应力分布呈粉色,应力值在90 MPa以上。LB-VPPA复合焊的最大等效残余应力值为114.5 MPa,而VPPA焊的最大等效残余应力为133 MPa;在图7可以看出,LB-VPPA复合焊的拉应力分布面积相对较小,压应力分布相对较大。在LB-VPPA复合焊中,工件的最大拉应力为120.8 MPa,最大压应力为50 MPa;VPPA焊工件的最大拉应力为127.8 MPa,最大压应力为42 MPa。由图8横向残余应力对比可以看出,LB-VPPA复合焊拉应力分布面积相对较大,压应力分布面积相对较小,其最大横向拉应力为53 MPa,最大横向压应力为122 MPa;VPPA焊工件上的最大横向拉应力为40.1 MPa,最大横向压应力为 146.5 MPa。
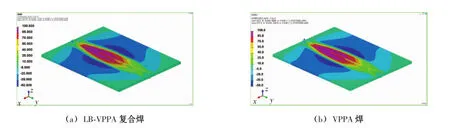
图7 LB-VPPA复合焊与VPPA焊纵向残余应力对比
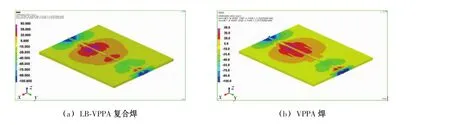
图8 LB-VPPA复合焊与VPPA焊横向残余应力对比
通过以上分析可以看出,在相同的条件下,LB-VPPA复合焊的最大等效残余应力要比VPPA焊小18.5 MPa,最大纵向残余应力小7 MPa,最大横向残余应力小24.5 MPa。由此可以看出,采用LB-VPPA复合焊比VPPA焊焊后残余应力要小,对于铝合金的焊接更具优势。这是由于激光的加入,使得焊缝的深宽比相对于VPPA焊有一定的提高,对于相同厚度的工件,LBVPPA复合焊的熔池体积相对较小,由热引起的热应力也相对较小。
4 试验结果与分析
在试验时,分别采用LB-VPPA复合焊和VPPA焊两种工艺对6 mm厚7010铝合金在水平位置进行焊接,在保证焊透的情况下,LB-VPPA复合焊中,正极性电流为115 A、反极性电流为155 A、激光功率为1 500 W;而进行VPPA焊时,正极性电流为140 A、反极性电流为180 A。图9为LB-VPPA复合焊和VPPA焊截面对比图。
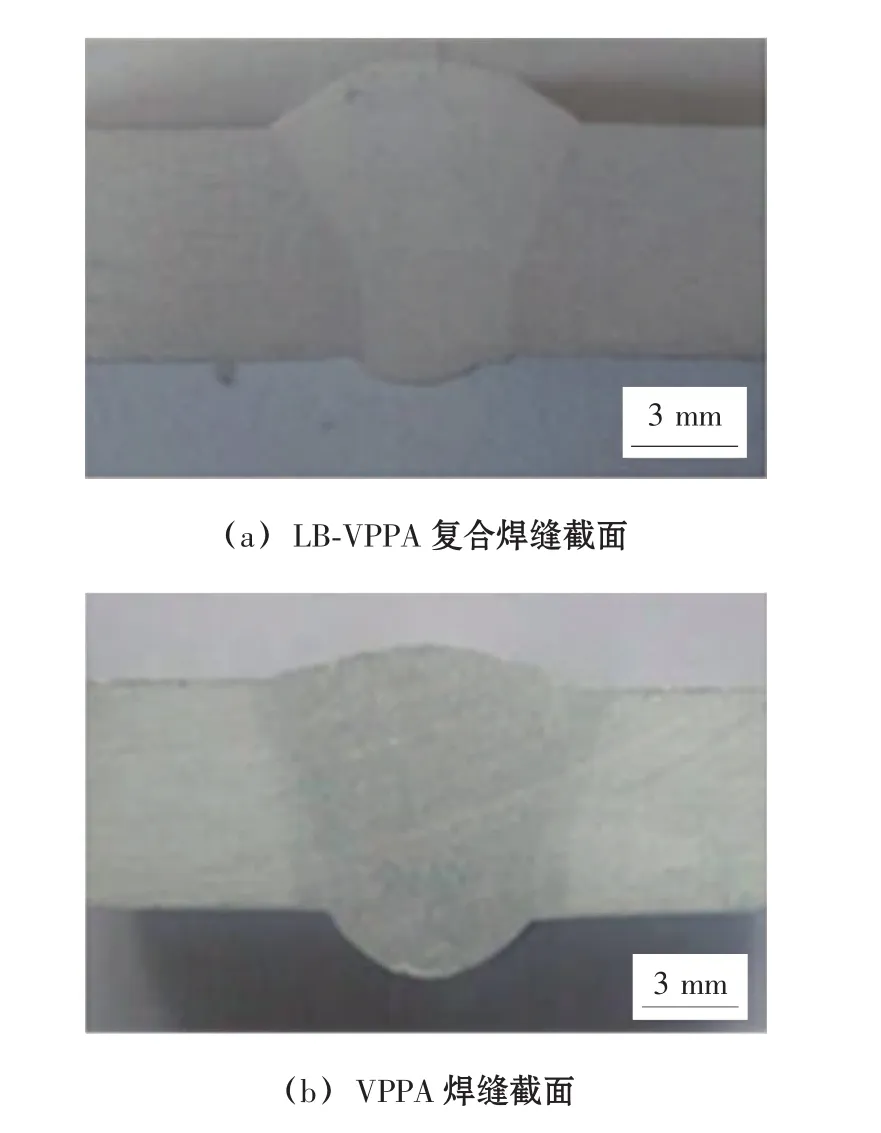
图9 LB-VPPA复合焊和VPPA焊截面对比图
从实际焊缝对比图可以看出,LB-VPPA复合焊焊缝与VPPA焊缝明显不同。与VPPA焊缝相比,LB-VPPA复合焊焊缝宽度较窄,且正面余高和背面焊缝宽度适中,而VPPA焊缝较宽,且正面余高较小,背面余高明显增大。这是由于在水平位置焊接时,等离子电弧推力较大,加之液态金属自身的重力作用,熔池的表面张力难以抵抗两者的合力而导致熔池向下塌陷,造成焊缝正面余高小,而背面焊缝宽度较大。在LB-VPPA复合焊中,由于激光的加入,分担了一部分热量,从而可以减小等离子弧焊的电流,熔池受到的电弧推力也相应减小,因而不会产生塌陷,这也是VPPA焊平焊工艺难以广泛应用的重要原因,而LB-VPPA复合焊则可以弥补这一不足。
根据电弧热功率计算公式

式中:η为电弧的热效率系数;I为焊接电流;U为电弧电压。对于变极性等离子弧焊由于正、反极性电流不同,故I为平均电流,U为平均电压。I,U计算公式为:
式中:T为变极性等离子弧焊电流电压波形周期;T正为正极性电流在一个周期持续时间;T反为反极性电流在一个周期持续时间;I正为正极性电流;I反为反极性电流;U正为正极性电压;U反为反极性电压。
由式(16)~(17)计算得到LB-VPPA复合焊的平均电流为122 A,平均电压为24 V,根据实际经验取变极性等离子弧焊的热效率为0.7,得到复合焊时VPPA的有效功率约为2 050 W;复合焊中,激光的吸收率约为25%,计算得到激光的有效功率为375 W,LB-VPPA复合焊的有效总功率为2 425 W。同理得到VPPA焊的平均电流为147 A,平均电压为26 V,有效总功率约为2 675 W。
通过以上分析可以看出,对于6 mm厚7010铝合金,在保证焊透的情况下LB-VPPA复合焊的有效总功率要比VPPA焊小,而且焊缝宽度较窄,避免焊缝塌陷的不足,实现穿孔焊接,比VPPA焊具有明显优势。
5 结论
(1)根据LB-VPPA复合焊工艺特点及焊缝截面形状,建立了平面高斯+双椭球+高斯圆柱体组合热源模型三者能量比例为 0.39∶0.47∶0.14。
(2)在相同的工艺条件下,LB-VPPA复合焊的最大等效残余应力要比VPPA焊小18.5 MPa,最大纵向残余应力小7 MPa,最大横向残余应力小24.5 MPa。
(3)通过LB-VPPA复合焊和VPPA焊工艺试验,得出LB-VPPA复合焊焊缝较窄,与模拟结果一致。