中厚板Q460c轧制工艺与组织性能的测试分析
2018-02-22马占福向华赵虎陈晓山
马占福 ,向华 ,赵虎 ,陈晓山
(1.宝钢集团八钢公司制造管理部;2.新疆八一钢铁股份有限公司)
1 前言
中厚板轧制460C产品通过采用控轧控冷技术对生产过程中的温度设定、变形率调整以及轧后冷却速度的控制,来改善钢板的内部组织,得到综合性能良好的产品。八钢中厚板产线成功开发Q460C以来,已生产合格钢板十几万吨,力学性能均满足厂家使用。但在2018年5~7月,Q460C多次出现性能不稳定,延伸率、屈服强度预警等问题,导致产品改判。技术团队针对此性能异常产品进行了检测分析,对比分析生产工艺参数,对Q460C生产工艺进行了调整和优化,最终得到了合格的产品。
2 性能异常Q460C产品检测及工艺分析
针对性能异常Q460C产品进行检测分析,分析延伸不合及屈服预警批次的组织性能,重点分析轧制工艺参数的设定、调整和优化对钢板的组织性能的影响。Q460C化学成分见表1。

表1 Q460C化学成分 %
2.1 Q460C生产工艺制度
生产Q460C规格是25×2500(mm)钢板,采用250mm厚连铸坯,经过粗轧和精轧两阶段控制轧制+水冷工艺,1100~1050℃开始进行再结晶区轧制,在粗轧机经9道次轧成75 mm,总压下量为70%;在精轧区930~820℃进行非再结晶区轧制,经7道次轧成最终产品厚度,总压下量为75%,相关工艺参数制度如表2。
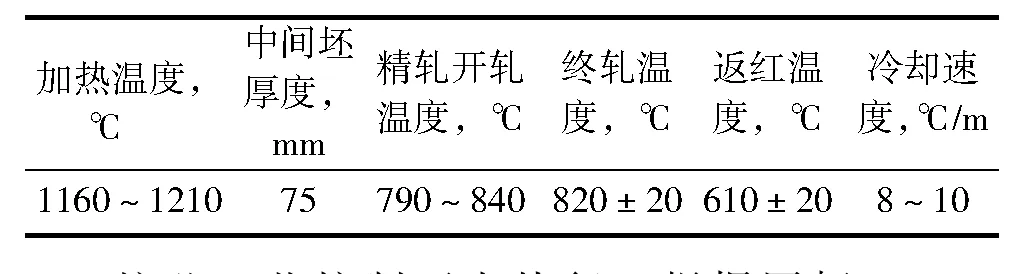
表2 Q460C过程工艺控制制度
按此工艺控制要点执行,根据国标 GB/T 1591-2018《低合金高强度结构钢》判定,出现部分批次的钢板延伸不合、屈服预警现象。不合钢板的性能数据见表3。在4200 mm中板轧机生产线共发生了6个批次钢板延伸率不合格,均低于标准要求约2%,而有的屈服强度超过了600MPa,4个批次屈服强度预警,延伸较高,由此对不合格试样进行了断口和金相组织分析。
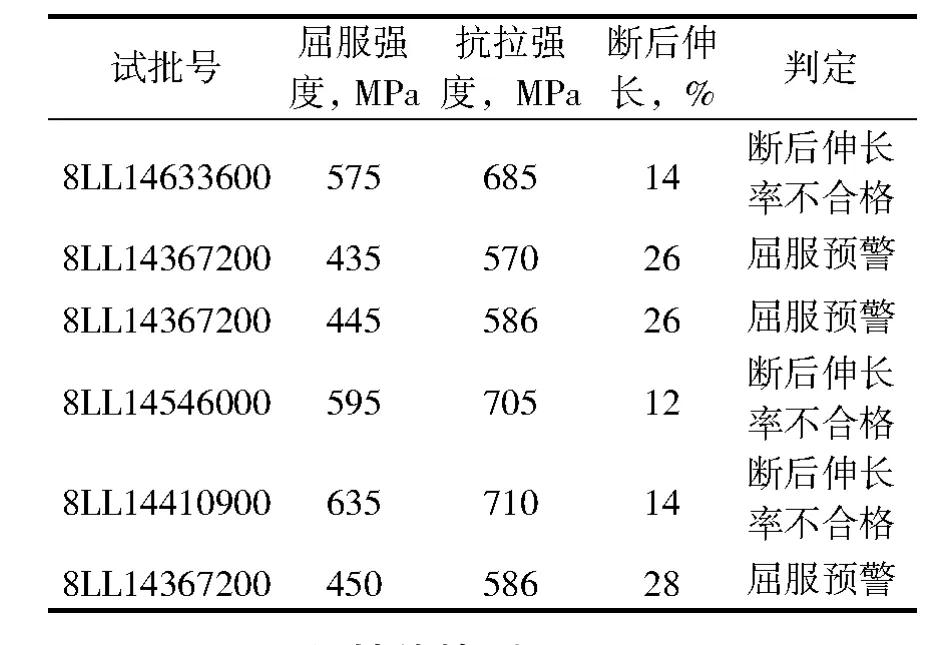
表3 Q460C牌号钢板延伸不合的性能指标
2.2 Q460C组织性能检测
2.2.1 断口形貌
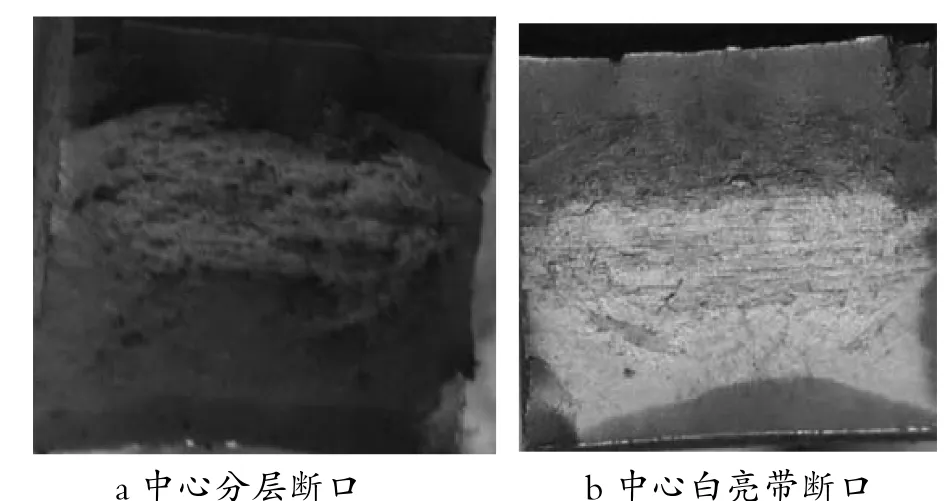
图1 460C延伸率不合格断口形貌
图1(a)、(b)为较典型板材伸率不合格断口,由断口形貌来看,在板材厚度中心位置,存在较为明显的层状断裂特征,并伴生有白亮带,且白亮带断裂面基本垂直于拉伸方向,表现为脆性断裂断口。
2.2.2 金相结果分析

图2 试样不同厚度处的不合格显微组织
图2是沿试样轧制方向表层与芯部的显微组织,由表面处至中心铁素体晶粒逐渐粗化,珠光体逐渐呈带状形貌。钢板表层的组织为块状(针状)铁素体和板条状贝氏体,钢板芯部出现大量的板条状贝氏体,呈带状分布。芯部出现贝氏体,主要是温度设定出现偏差,冷却强度过高,直接导致CCT冷却曲线右移,造成大量的贝氏体出现,直接导致屈服强度高,延伸率低的现象。
3 Q460C生产工艺的优化
通过分析,现场调整了轧制工艺制度,通过对开轧温度、终轧温度及冷却强度的优化和调整,实现了对钢板组织性能的改变。
3.1 工艺参数制度调整
在生产测试中,对轧制工艺中的关键点参数进行了调整,调整重点集中在精轧区域,待温厚度为80 mm,总压下量为68%;精轧经过7道次轧成最终产品厚度,总压下量为75%,经过调整的相关工艺参数制度如表4所示。
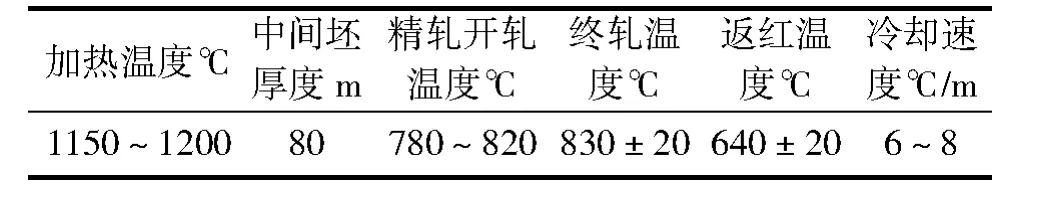
表4 Q460C轧制关键点工艺控制制度
分析前期生产的性能结果发现,屈服强度的余量很大,而延伸非常小,低于国家标准,在此次调整的工艺参数中,有针对性地调整了温度控制中的终轧温度、返红温度及ACC的冷却强度。改进前过程控制中主要是温度控制的太低,冷速过快,使钢板芯部组织也出现了贝氏体组织,造成延伸率不合。由此采取提高终轧温度控制范围10℃,按中上限控制,调低冷却强度1~2℃/m,从而得到了合格的钢板性能指标,见表5。按此调整后的工艺进行了多次生产,钢板的性能均合格,屈服强度平均在500~510MPa,延伸率在20%~23%,比较稳定。
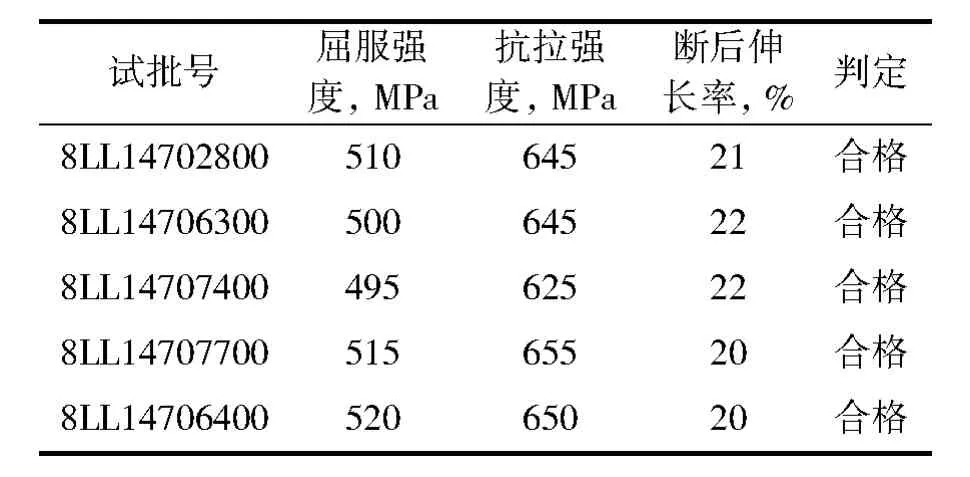
表5 Q460C钢板延伸合格的性能指标数据
3.2 合格钢板的断口和金相组织检测
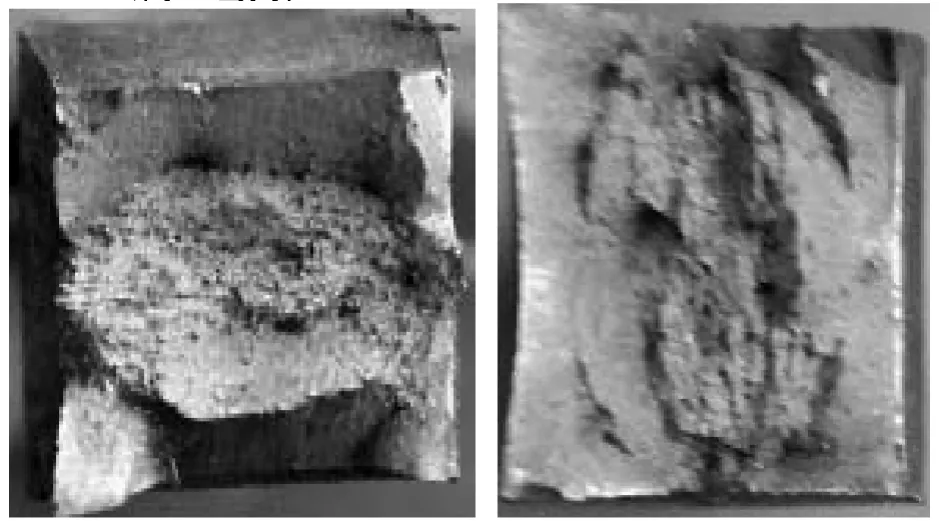
图3 460C延伸率合格断口形貌
图3为伸率合格断口,由断口形貌看,试样缩口较明显,出现典型的塑性拉伸特征,韧性较强。
3.2.2 金相结果分析
图4显微组织,由表面至芯部组织铁素体、珠光体晶粒均得到细化,表面组织为铁素体+珠光体+少量弥散贝氏体,芯部为铁素体+珠光体,表层贝氏体的存在保证了钢板屈服强度的指标,芯部是珠光体和铁素体组织,保证了带钢的韧性,钢板延伸较好,整体钢板晶粒细化,大小均匀,由此钢板性能组织均匀,得到了合格的产品。
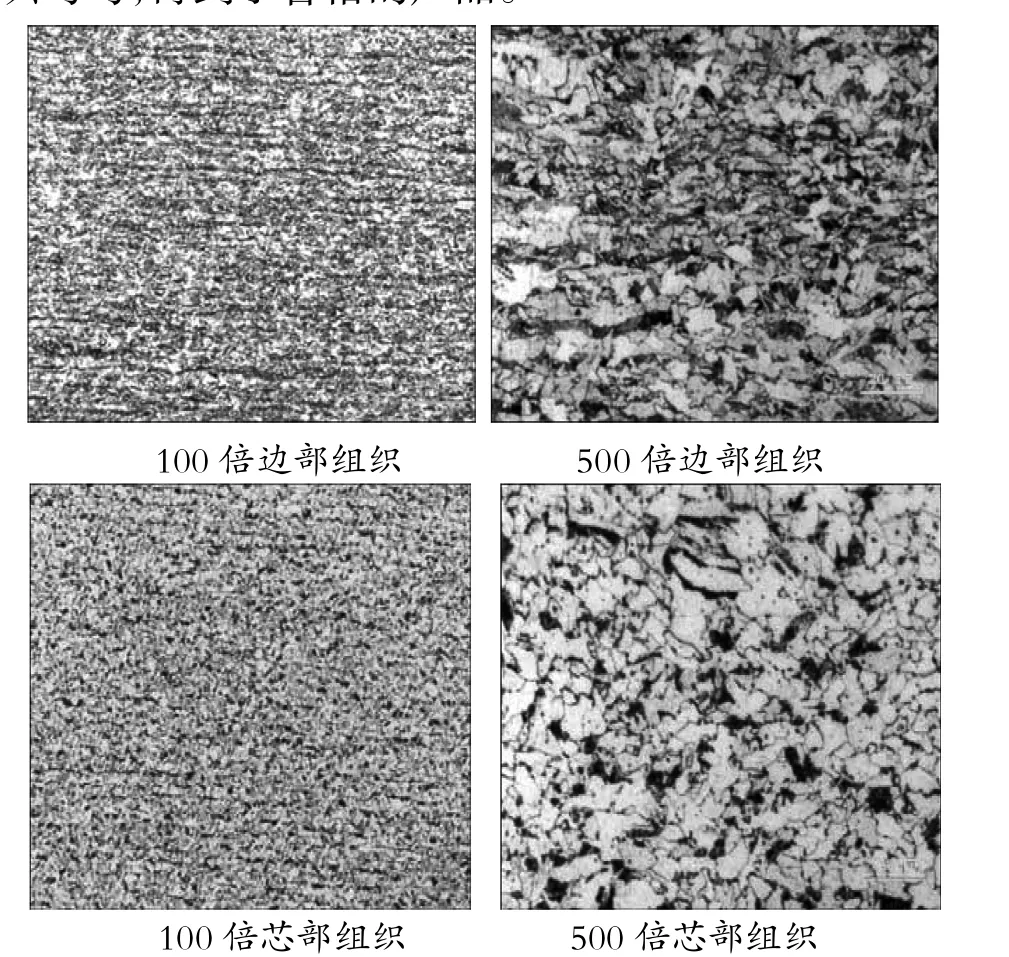
图4 试样不同厚度处的合格显微组织
4 效果
八钢中厚板轧制Q460C生产工艺参数调整后,对生产过程及产品进行了跟踪对比分析,轧制过程控制参数的稳定,保证了产品组织和性能的稳定。统计分析236块Q460c钢板,实际控制屈服强度平均为514MPa,抗拉强度631MPa,延伸率为22%,如图5。实际控制终轧温度平均为805℃,ACC返红温度为635℃,冷却速度平均为7.83/s,如图6。
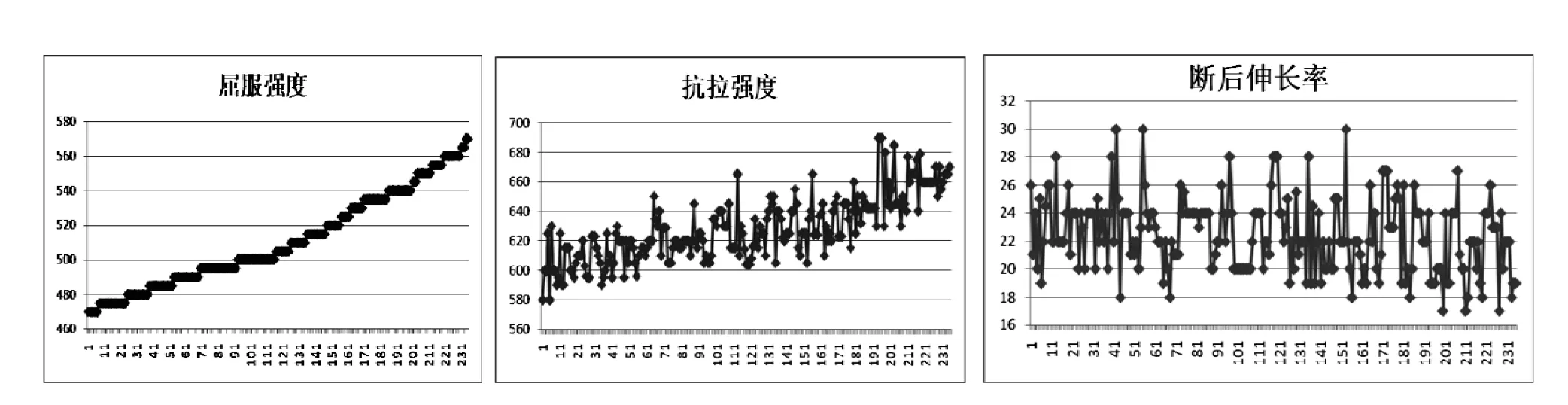
图5 Q460c力学性能参数统计
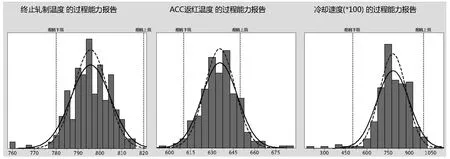
图6 Q460c轧制过程能力报告
5 结束语
Q460C钢板的性能组织控制中,表层组织是铁素体、珠光体和少量弥散贝氏体,芯部是铁素体和珠光体,晶粒尺寸细化,则容易得到较合适的延伸率。在轧钢环节关键是控制好温度及冷却强度,如终轧温度过低和冷却强度过高,则钢板芯部组织容易出现贝氏体,同时钢板内部组织容易出现混晶现象,从而导致延伸率明显降低,影响钢板性能不合。