多件加工方法的研究与运用
2018-02-20谭敏
现代制造技术与装备 2018年12期
谭 敏
(贵阳万江航空机电有限公司,贵阳 550018)
为提高机械产品加工效率,达到“节约用料、降低成本、减少浪费”生产目的,本文以端盖类零件为例,讨论多件加工技术的具体应用方法,为其他零件实现一次装夹、多件加工提供参考依据。
1 方案实施
对选定的端盖进行验证,确定该端盖板料和棒料都可用于多件加工。端盖改进前加工方法如图1所示。
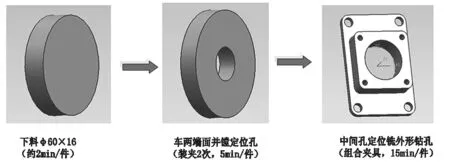
图1 改进前加工步骤
改进后下料方法如图2所示。

图2 改进后下料方法
采用阵列方法排布零件,如图3所示。

图3 改进后零件排布
通过软件进行阵列排布,改进后的多件端盖加工模板最大容纳量为35件每个零件之间间隙为6mm,充分考虑并模拟装夹方式及走刀避让空间,加工效果如图4所示。

图4 加工效果模拟图
通过软件编程控制刀路,完成35个零件钻大小孔及铣外形,最后阶段采用较小刀具(φ6mm立铣刀),减小加工阻力,防止零件被拉脱飞甩,加工总时间为133min,约3.8min/件。
2 创新点及效益
从加工流程可以看出,采用最简单方便的装夹方式,可以以最少的装夹次数完成多个零件加工,还能减少工序步骤。对于端盖类零件,既可以减少帮料采购规格,还能提高材料利用率。装夹工装材料选择通常为装夹大板料,实施起来也十分简单。最重要的是,通过改进加工方式,大大降低了工人劳动强度,减少了加工工时,且生产出的零件一致性非常好,满足精益生产要求。以加工1000件端盖为例,改进前后具体效益对比如表1所示。

表1 端盖加工方法改进前后效益对比
3 结论
通过对端盖类零件一次装夹及多件加工工艺的研究,总结出一套多件加工方法,可在其他零件上推广应用,能够达到节约加工用料、降低成本、减少浪费的目标,对提升我国机械产品加工技术有着积极影响。
