双相不锈钢焊接性能及试验
2018-01-20南通虹波机械有限公司毛学伦
南通虹波机械有限公司 毛学伦
1 双相不锈钢的概述
双相不锈钢具有奥氏体+铁素体双相组织,是不锈钢的重要分支。双相不锈钢融合了铁素体碳钢和奥氏体不锈钢的优势,根据相关实验双相不锈钢中含有30%以上奥氏体,剩余部分为铁素体,这样一来就会大大提高双相不锈钢的耐蚀性、塑韧性和焊接性等,例如双相不锈钢的屈服强度可以达到550MPa。根据其化学成分,其可以分为多种类型,其中Cr22和Cr25是工艺中应用比较多的类型。UNS32304(包括23%铬、4%镍)双相不锈钢是在工作实践中接触比较多的,因此本文以UNS 32304双相不锈钢为例进行分析。
2 UNS32304双相不锈钢焊接法及工艺的选择
UNS32304双相不锈钢焊接接头质量与焊缝中心和热影响区的各个元素之间的均匀性有很大的关系,例如根据相关理论得出:UNS32304双相不锈钢的内部组织转换是随温度变化而变化的,例如当温度达到1200℃时为铁素体组织,当超过1200℃时就会导致双相不锈钢中的奥氏体析出,另外在800℃的时候可能会造成中间相析出,因此科学掌握焊缝热输入对于提高焊接质量有着关键性的影响,例如当温度过高时就会造成双相不锈钢中间相的析出,影响其耐腐性,其焊接也容易受外界环境影响。
2.1 焊接前的准备
在双相不锈钢焊接前需要对焊接区域进行清洁工作,尤其是对焊接区域的油污等进行清理,具体的清理方式就是利用酒精灯进行清洗油污。如果焊接区域存在锈蚀的,则要利用磨光片进行清理,以此保证焊接质量。当然在焊接前还需要采取相应的措施保护非焊接区域,避免在焊接中产生的飞溅对不锈钢基体造成影响。
2.2 焊接工艺参数的选择
2.2.1 坡口准备
坡口采用机械加工方法进行加工,现采用16mm板厚的双相不锈钢为例进行试验。坡口形式为单面V型坡口,焊接接头及坡口尺寸见图1,坡口角度为α=60~70°,钝边尺寸为p=2.5~3.5mm,坡口根部间隙尺寸为b=2.0~2.5mm。

图1 接头尺寸要求简图
2.2.2 母材和焊材
选择瑞典公司生产的UNS32304,而焊丝则选择奥地利伯乐公司生产的BOEHLER CN22/9 PW-FDφ1.2mm。
2.2.3 焊接方法
焊接时采用多层多道焊,共13层,用CO2气体保护焊FCAW方法进行焊接,采用82%Ar+18%CO2保护,反面进行碳刨清根。在焊接的过程中需要控制焊接温度,具体的温度选择常温焊接,根据通用国际规范,预热温度要大于或者等于5℃,而层间温度则要控制在120℃以下。
2.2.4 焊接工艺参数见表1。

表1 焊接工艺参数
3 焊接性能的检验
3.1 金相分析
通过对母材金相组织和熔合区金相组织的分析可以看出,母材与焊缝的界面没有明显的分界线,且焊缝无其他焊接缺陷,通过金相发现焊接对内部组织产生影响,有部分相对粗的奥氏体晶粒产生。
3.2 拉伸试验结果分析
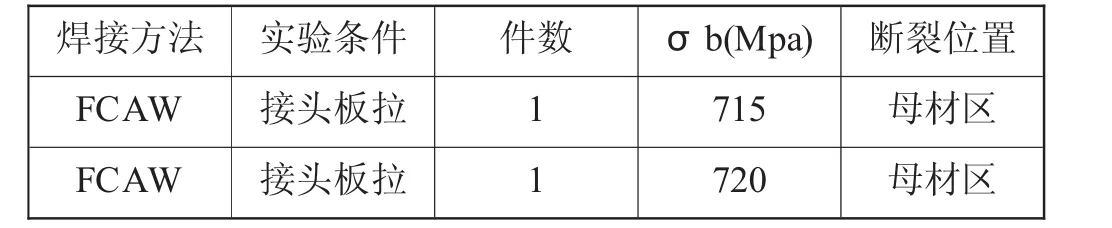
表2 拉伸及弯曲试验结果
3.3 弯曲试验结果分析
通过对焊接接头的质量评价以及检验,焊接接头的弯曲度没有出现裂纹现象,则表明焊接缝具有良好的塑性。
3.4 腐蚀试验结果分析

表3 点蚀试验结果
从腐蚀结果和腐蚀表面上分析,在这种试验条件下基本不会发生点蚀,试验结果表明双相不锈钢焊接接头的抗点蚀能力很强。
3.5 无损检测结果分析
通过系统的检验,严格按照相关标准执行,双相不锈钢的焊接试样为合格,因此此种焊接工艺是科学的。
4 结论
(1)焊接材料对双相不锈钢焊接质量有着关键性的影响,因此在焊接时需要选择合适的焊接材料。另外还要合理控制焊接输入能量,采取较小的焊接电流,以及多层多道的方式焊接。
(2)焊接接头具有较好的抗点蚀性能。
(3)采用一系列严格的焊接工艺措施就可以得到机械性能和耐腐蚀性能都合格的焊接接头。
[1]李超胜,刘宝锋.双相不锈钢2205的焊接工艺对铁素体含量的影响[J].中国高新技术企业,2016.
