基于TRL探头的双相不锈钢对接焊缝的超声相控阵检测
2018-01-18,,,,
, ,, ,
(1.海洋石油工程股份有限公司,青岛 266520;2.中海石油深海开发有限公司,深圳 518000)
双相不锈钢具有奥氏体和铁素体的双相组织,而且单相含量一般都大于30%。双相不锈钢兼有奥氏体和铁素体不锈钢的特点:与铁素体不锈钢相比,其塑性、韧性更高,耐晶间腐蚀性能和焊接性能也很高;与奥氏体不锈钢相比,其强度高,且耐晶间腐蚀和耐氯化物应力腐蚀能力也明显提高[1]。
位于我国南海的某海洋石油天然气平台随着服役时间的延长,平台工作压力有所下降。在通过新增湿气压缩机模块来满足平台后期生产要求的过程中,考虑到传输介质为高压天然气,并且又处在高腐蚀性的海洋环境中,双相不锈钢材料是首选,但随之而来就是如何对其进行无损检测的问题。笔者结合最新的TRL(纵波一发一收)相控阵探头,并利用超声波相控阵检测方法,通过纵波一发一收的方式提高了信噪比,在演示试块及产品焊缝中证明了该方法的可行性。
1 双相不锈钢焊缝的无损检测
目前,在海洋石油天然气平台的建造过程中,通常采用传统的射线检测方法检测双相不锈钢焊缝的内部缺陷。射线检测技术比较成熟,对体积型缺陷较为敏感,并且检测结果能够永久保存,因此射线检测在工程项目的应用中属于稳定且保守的检测方法。但射线检测也存在“致命”的缺点,即电离辐射,因此射线作业必须在隔离的条件下进行,在周边一定区域内不允许有其他任何施工人员;尤其是管线工作进入安装阶段后,射线检测往往难以实现中心曝光,导致检验效率低下,严重影响项目进度。
超声波检测也是针对焊缝内部缺陷的传统检测方法之一,并且对坡口未熔合等高危面状缺陷较为敏感。但双相不锈钢焊缝及其邻近区域的晶粒较为粗大,声波能量衰减严重、信噪比差,甚至无法区分缺陷信号和杂波信号[2-3];另外,由于超声波检测对检测数据的可记录性差,且受人员技能水平的影响较大,在某种程度上制约了其在双相不锈钢管线焊缝中的应用。
超声波相控阵技术是传统超声波检测的延伸应用,其探头采用的是集成多个晶片的阵列模式,通过对某一组晶片采取一定的激发延时,来实现声波的移动、偏转和聚焦。近年来,随着压电晶片材料及计算机技术的发展,相控阵检测技术也在飞速发展,在海洋工程项目中,超声相控阵检测低合金钢的方法越来越广泛。面对双相不锈钢焊缝的粗大晶粒时,为了提高声束的穿透能力,相控阵利用声束的可控性会生成一定角度范围的纵波。但由于受偏转能力的制约,为了实现焊缝内部和热影响区的声束有效覆盖,必须去除焊缝表面余高,使探头横跨在焊缝上扫查[4]。但去除余高后的焊缝表面粗糙度较大,耦合探头时在声束初始位置(约2~3 mm)有较为强烈的耦合信号,横跨焊缝耦合的杂波示意如图1所示,此信号可能会掩盖上表面区域的缺陷,存在漏检风险;另外此工艺需要多次扫查,检验效率不高。
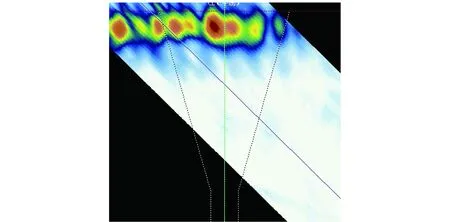
图1 横跨焊缝耦合的杂波示意
2 基于TRL探头的检测工艺
2.1 检测对象
被检管线焊缝规格为直径450 mm、壁厚14.27 mm,采用“V”型坡口氩弧焊焊接方法,材料为双相不锈钢(牌号S31803),被检焊缝截面示意及外观如图2所示。
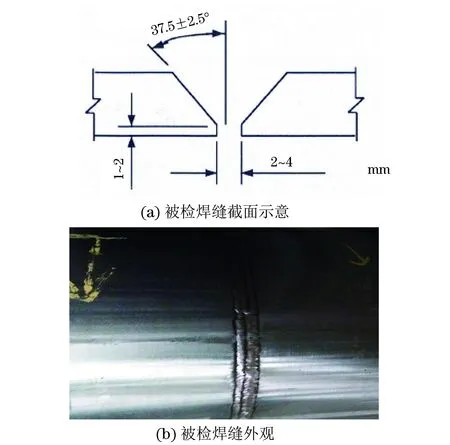
图2 被检焊缝截面示意及外观
2.2 TRL探头的特点
DMA(Dual Matrix Array的简写)是属于TRL系列的二维矩阵相控阵探头,其能大幅改善声束的穿透能力和信噪比,主要是由于该探头具有下述优点。
(1) 采用低频纵波模式。
(2) 采用一发一收模式。
(3) 楔块尺寸小(见图3),声波在楔块中损失的能量较小。

图3 DMA探头楔块外观
2.3 声束模拟及检测工艺
相控阵检测区域应包含焊缝内部、热影响区及其邻近区域,为保证声束有效地覆盖被检区域,需对声束传播进行模拟,以确定和优化超声相控阵检测工艺[5]。SetupBuilder声束模拟软件简单实用,其基于理论声学公式,通过计算、模拟各种型号换能器在特定工艺设置下产生的波束覆盖,从而指导检测工艺参数的设置。
通过理论分析和声束模拟,同时考虑到坡口未熔合的方向性,检测工艺确定为使用DMA探头进行单面双侧扇形扫描为主,低频线性阵列探头激发横波检测为辅的检测方法(见图4)。
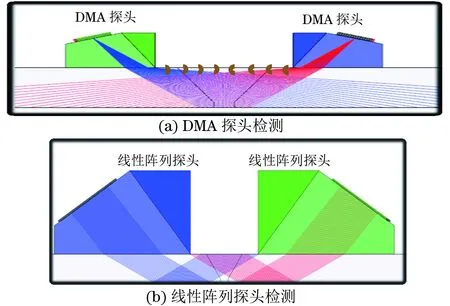
图4 DMA探头和线性阵列探头检测工艺示意
2.4 工艺认证
为确保工艺的可靠性,在带有缺陷的演示试块上进行工艺认证,以确保演示试块中的所有缺陷均能被有效检出,并且检测的尺寸和位置能够和实际情况相匹配。
2.4.1 演示试块的设计
为了更真实地模拟被检焊缝的实际状态,演示试块的材料直接在被检管线上截取,并且按照被检焊缝的焊接工艺焊接,演示试块结构示意如图5所示(A为表面槽,用于模拟焊趾裂纹等表面缺陷;B为坡口处槽,用于模拟焊缝内部坡口未熔合等面状缺陷;C为根部槽,用于模拟根部处的缺陷;D为焊缝内部孔,用于模拟焊缝内部气孔、夹渣等体积型缺陷)[6-7]。
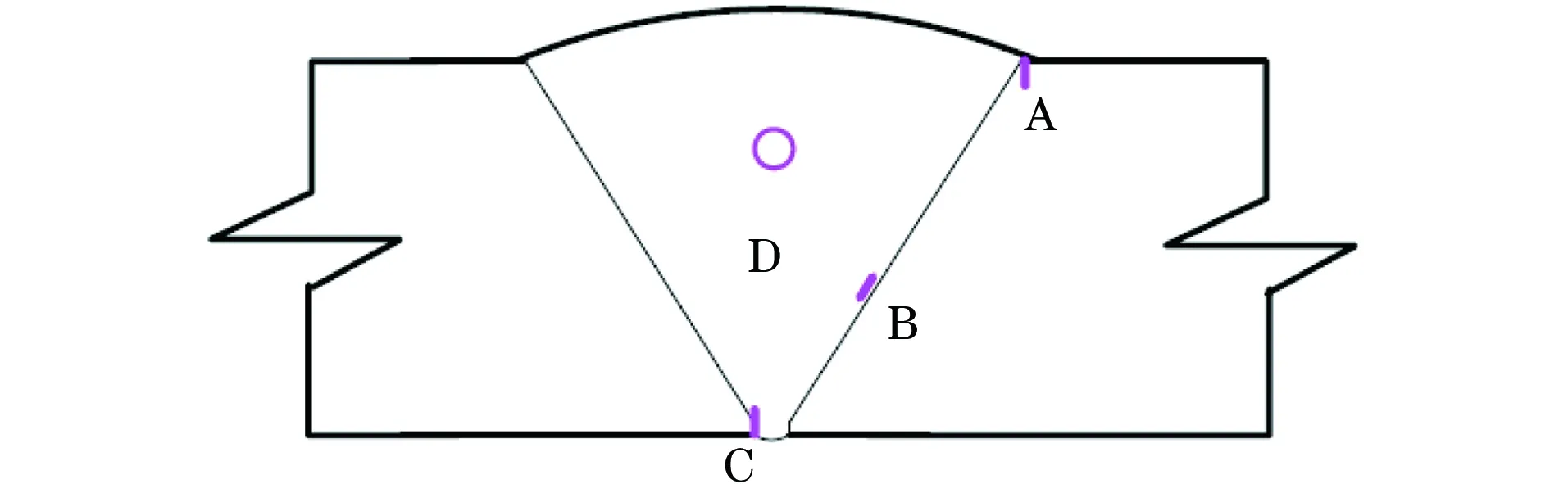
图5 演示试块结构示意
2.4.2 试块扫查
试验采用奥林巴斯OMNISCAN MX2超声相控阵检测仪,依次校准声速、楔块延时、角度校准增益及TCG(深度补偿)曲线,安装适当的编码器和扫查架,按照检测工艺进行扫查并保存数据。
2.4.3 数据分析及结果
该检测工艺能很好地检测出演示试块中的所有缺陷,并且定位和定量结果与实际值基本吻合,说明在误差允许范围之内,该工艺是可行的。演示试块的超声相控阵检测结果如表1所示。
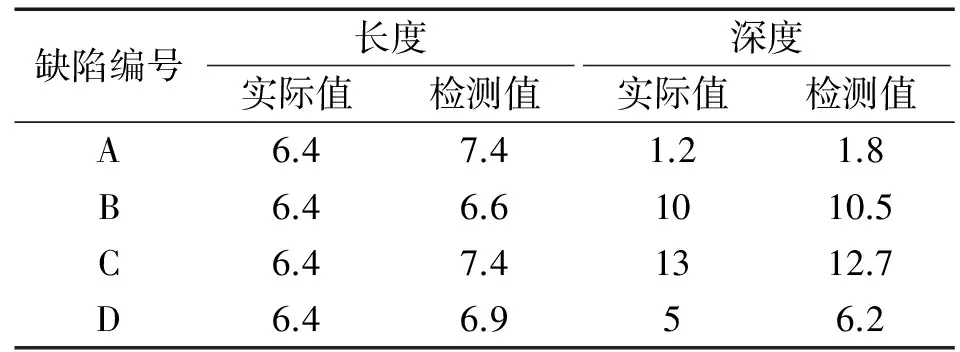
表1 演示试块的超声相控阵检测结果 mm
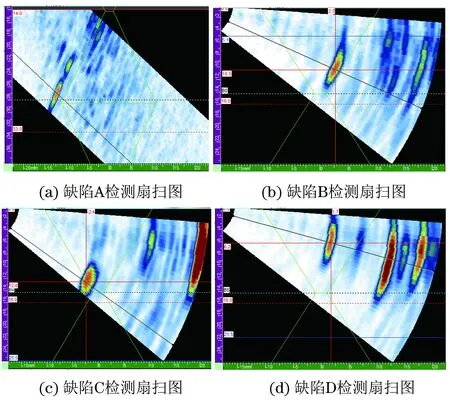
图6 演示试块超声相控阵检测效果图
3 现场应用
在某液化天然气(LNG)管线应用超声相控阵检测工艺代替传统射线检测过程中,发现某焊缝根部位置存在长度约50 mm的缺陷,现场相控阵检测结果如图7所示。在拆除焊口附近管线内部,通过目视发现根部单侧未熔合,经测量其长度约48 mm,缺陷实际外观如图8所示。目视结果和相控阵检测结果几乎相同,进一步验证了其工艺的有效性和可靠性。
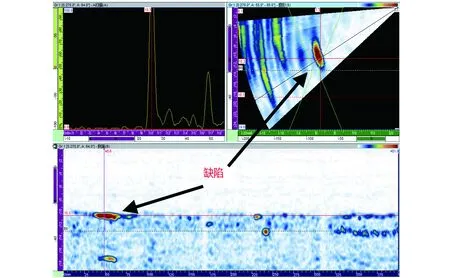
图7 现场相控阵检测结果

图8 缺陷实际外观
4 结语
通过演示试块及现场应用表明,基于DMA探头的检测工艺能够有效检测双相不锈钢焊缝,并且很好地解决了传统检测方法及工艺的不足。在海洋工程多个项目中,采用该检测工艺替代射线检测,能在保证工程质量的同时为项目进度做出巨大贡献,具有较大的应用价值。
[1] 王锁根.双相不锈钢焊接显微组织状态[J].焊接技术,2009,38(2):21-22.
[2] 夏有玉,吴凤锦.奥氏体不锈钢焊缝中超声波衰减对缺陷定位的影响[J].无损检测,2012,34(6):82-84.
[3] 宋波,乔江伟,刘志毅.基于超声相控阵技术的不锈钢超声检测方法[J].中国船检,2013(8):109-112.
[4] 李鹏频,李江,刘贵吉,等.双晶聚焦纵波相控阵检测系统在双相不锈铁管线中的应用[J].中国造船,2014(4):331-339.
[5] 王少军,宋盼,程俊,等.声束可视化在管节点焊缝超声检测中的应用[J].无损检测,2016,38(6):17-20.
[6] 薛拥军,张典礼,高军.奥氏体不锈钢对接焊接接头超声波检测对比试块的制作[J].无损检测,2011,33 (7):47-49.
[7] 赵晓鑫,王伏喜,鄂楠,等.相控阵检测与射线检测的缺陷识别对比[J].无损检测,2016,38(1):41-43.
