硬质合金YG8与D6A异种金属CO2激光焊接接头组织和性能的研究
2018-01-17陈刚黄宇周明哲贾寓真郭喜如
陈刚+黄宇+周明哲+贾寓真+郭喜如
摘 要:利用CO2激光器对双金属带锯条齿部用硬质合金YG8及背部用超高强度钢D6A进行焊接,通过金相显微镜,扫描电镜(SEM),显微硬度仪,电子显微探针(EPMA)等手段研究了焊后硬质合金YG8与超高强度钢D6A焊接接头组织演变规律,焊接接头合金元素分布,以及不同焊接工艺对异种金属焊接接头组织及力学性能的影响.研究表明,随着焊接速度增大,焊缝中心区等轴晶增多,树枝晶减少,且靠近YG8侧熔合区的等轴晶更细小;各种工艺条件下焊接接头硬度均较母材高,且靠近YG8侧的熔合区的硬度要高于焊缝区的硬度.当焊接功率为3 960 W,焊接速度为9 m/min时,焊接接头的性能优良,抗弯强度值达到349 MPa,达到双金属带锯条的焊接性能要求.
关键词:硬质合金;异种金属焊接;显微组织;力学性能
中图分类号:TG456.7 文献标志码:A
Study of the Microstructure and Properties of YG8/D6A Dissimilar Metal CO2 Laser Welding Joints
CHEN Gang1,HUANG Yu1,ZHOU Mingzhe2,JIA Yuzhen2,GUO Xiru2
(1.College of Materials Science and Engineering,Hunan University,Changsha 410082,China;
2.Bichamp Cutting Technology( Hunan) Co Ltd,Changsha 410200,China)
Abstract:Cemented carbide wires YG8 and ultrahigh-strength steel strips D6A were welded on the band saw blade by using CO2 laser.The typical microstructure of welding joints,the distribution of element,and influence of different bonding technologies on welding joints microstructure and mechanical properties were studied by using metalloscope,electron microscope(SEM),microhardness meter and electron(EPMA).The results showed that isometric increased,dendrite decreased in the weld center and isometric near the side of YG8 fusion boundary area became more fine with the increase of welding speed .The hardness of the welding joints every bonding technology was higher than parent metal.Moreover,the hardness of the bond area near the side of YG8 was higher than the welded zones.When the welding power was 3 960 W and the welding speed was 9 m/min,the property of the wedded joints was good,and the value of bending strength reached 349 MPa,which reached the requirements of double metal band saw blade welding.
Key words:cemented carbide;dissimilar metal welding;microstructure;mechanical properties
硬质合金是由硬质相镶嵌在粘结相中构成的一种多相材料,由于其具有高硬度、高耐磨性等优异的性能被广泛应用于耐磨工具、切削工具、矿石开采等领域[1-3].硬质合金与高强度钢的连接可以解决其价格昂贵、脆性大等缺点,通过将硬质合金和超高强度钢的焊接可以实现锯齿部高硬度、耐磨及背部高强韧性的理想结合[4].由于硬质合金中含大量的高熔点W元素,焊接性差,同时,与超高强度高的理化性质(如线膨胀系数等)相差较大,因此,采用传统的焊接工艺难以实现两者的理想焊接[5-6].激光焊接具有功率密度高、光斑直径小、能量集中、速度高、焊缝热影响区小和热变形小等优点[7-10].因此,对含有高熔点合金元素的异种金属焊接具有优异性,是硬质合金和超高合金钢的理想焊接方式.曹曉莲等[11]研究了YG20/45钢激光焊焊缝组织及界面元素扩散行为,结果表明焊接热输入越高,焊缝界面的组织晶粒粗化,裂纹倾向明显增加.同时,硬质合金中的W,Co与钢中Fe发生相互扩散,接头冶金结合强度良好;Yu等 [12]采用Ni-Fe因瓦合金作为过程层对W-20Co与碳钢的光纤激光焊进行了研究,探索了激光焊接速度对焊接组织的影响;赵秀娟等[13]采用电子束对接焊探讨了YG30与45钢之间的焊接行为.而关于低Co含量硬质合金的激光焊接行为相关研究鲜有报道.本文采用CO2激光器焊接,研究了不同焊接工艺参数对硬质合金YG8和超高强度钢D6A焊接接头组织及性能的影响,为实际应用提供指导.
1 实验材料及方法
本实验原材料采用双金属带锯用硬质合金钢丝(齿部)YG8及超高强度钢(背材)D6A,其成分见表1和表2.尺寸分别为1.4 mm(宽)×1.1 mm(厚),宽34.0 mm(宽)×1.1 mm(厚).endprint
焊前对上述母材表面进行丙酮超声波清洗,实验采用TruLaser 1100型CO2激光器,其最大输出功率为4 000 W,光束模式为TEM00模,焦距250 mm,焊接时采用Ar气作为保护气体.实验参数如表3所示,其中焊接速度为被焊材料相对激光束移动的速度.采用金相显微镜(OM,NEOPHOT32)和扫描电镜(SEM,FEI QUANTA 200 型)对焊接接头组织进行观察,利用显微硬度计(HV,MHV-2000)以焊缝中心为对称轴,每隔0.05 mm进行检测(载荷力为9.8 N,保荷时间为15 s),对焊缝进行硬度检测.采用电子探针(EPMA)对焊缝附近区域进行元素分布分析,焊缝强度采用泰嘉新材料科技股份有限公司专用抗剪试验机测试,即将焊接好的试样加工成3.0 mm×1.1 mm×50 mm的长条,长条背材部分固定在夹具上,仅露出焊接的齿部,采用顶杆将齿部沿焊缝横向顶断,测量出该顶断力除以试样焊缝面面积转换成强度指标.
2 实验结果
2.1 焊接接头显微组织分析
2.1.1 焊接接头显微组织
图1是当功率为3 960 W,焊接速度为9 m/min時,YG8/D6A异种金属焊接接头各部分金相照片.由图1可知,焊接接头由焊缝中心区(FZ)、齿材YG8侧热影响区(HAZ)、背材D6A侧热影响区(HAZ)构成,在焊缝区与热影响区之间的过渡区为YG8侧熔合区(PMZ)和D6A侧熔合区(PMZ).
焊缝中心区组织.在焊缝中心区为等轴晶,晶粒细小.从焊缝中心区(FZ)到D6A侧熔合区(PMA),组织依次呈现为等轴晶、树枝晶和胞状晶,其生长方向垂直于焊缝中心线方向,具有典型定向凝固组织.从焊缝中心区(FZ)到YG8侧熔合区(PMA),组织依次呈现为等轴晶、混合树枝晶和胞状晶.
焊缝熔合区显微组织.在熔池凝固过程中,界面附近位置的结晶速度非常小,温度梯度较大;随着凝固界面远离熔合区边界向焊缝中心推进时,结晶速度增大,温度梯度减小,在某一时刻将发生成分过冷,出现较为粗大的胞状树枝晶.硬质合金熔合区侧也会有少量的胞状树枝晶出现,但大部分是以胞状枝晶的形式存在.
2.1.2 焊接接头处元素分布
采用能谱仪(EDAX)对2#(焊接功率3 960 W,速度9 m/min)试样线扫描进行成分分析,焊后背材D6A-焊缝处和焊后齿材YG8-焊缝处线扫描结果分别见图2和图3.共检测了C,Mo,Cr,Mn,Fe,Co,W 7种元素的变化,由图中曲线可以看出,在焊缝界面附近C,Mo,Cr,Mn没有明显变化,因此,将重点分析Fe,Co,W的变化规律.由图可知,一定量的Fe扩散到硬质合金侧并分布于WC周围充当粘结相的作用,同时在靠近界面的焊缝位置有W,Co出现.
由图2可以看出,D6A-焊缝各处元素分布较为均匀,变化不明显.由图3可见在焊缝处,Fe,Co,W元素分布呈明显的分界现象.从焊缝-YG8,Fe元素含量急剧下降,W,Co元素含量明显升高.硬质合金YG8中的W,Co在焊接热输入的条件下部分熔化并进入焊缝位置,且由于Co的熔点较W低,所以在焊缝处Co含量略高于W,且Co的含量和进入硬质合金YG8处的铁含量相似,因而流失的Co量可以由扩散进入的Fe来充当以保证接头的性能.
2.2 激光功率和焊接速度对焊接接头组织的影响
图4为激光焊接功率P=3 960 W时,不同焊接速度焊后接头的SEM图.由图4可知,随着焊接速度的增大,D6A侧的胞状树枝晶具有明显生长,并且随着焊接速度的增加,柱状晶趋于垂直于焊缝中心线.对于硬质合金侧,其热导率明显较钢的小,熔池具有较钢侧大的温度梯度,进而出现较低的成分过冷度,不利于树枝晶的生长,因为在相同条件下,硬质合金侧的树枝晶较钢侧的细小,并且生长方向性并不明显,甚至没有树枝晶出现.由图4可知,树枝晶并不是随着焊接速度的增加而单调变化,而是在多种因素影响下形成的.
图5为焊接速度v=11 m/min时不同焊接功率的焊接接头的SEM图.由图5可知,随着激光焊接功率的增加,焊缝中心区树枝晶数量减少,等轴晶增加,焊缝和母材熔合边界柱状晶范围变宽.
2.3 焊接接头显微组织形成机理
在激光焊接的过程中,激光束和焊接材料作用时间非常短,焊接结束时,焊缝处金属迅速冷却,然后快速凝固.在焊缝两侧,熔合区边缘金属温度梯度较大,结晶速度较熔池中心低,随着凝固界面向焊缝中心区域推进时,温度梯度逐渐减小,结晶速度与熔池的成分过冷度均增大,焊缝中心区域具有最大的成分过冷度,熔池中未融化的悬浮质点为非自发形核的现成凝固表面,可以自由生长,促进焊缝形成等轴晶.整个焊缝区域由熔池边缘到焊缝中心线,晶体的生长规律为:由无成分过冷时的平面晶依次到胞状晶、树枝晶并最终在焊缝中心位置附近形成等轴晶.钢侧组织具有明显的胞状树枝晶生长行为,且随着焊接速度的增大,柱状晶越趋于与焊缝中心线垂直.如图4(c)所示,由于YG8硬质合金的热导率明显小于钢材,与钢侧相比较硬质合金侧的熔池附近拥有更大的温度梯度,从而出现较低的成分过冷度,不利于树枝晶的生长,因而在同等条件下,硬质合金侧的树枝晶比钢侧的更为细小,并且不具备明显的生长方向性,树枝晶生长形态不明显.由图4(a)到图4(c)所示可知,靠近硬质合金侧的焊缝组织由a3的少量树枝晶转变为b3的较多树枝晶,最后树枝晶在c3中消失,树枝晶并不是随着焊接速度的增加而单调的变化,而是在多种因素共同影响下形成的[14].可能的解释是,基于硬质合金与钢焊接的浸润机理[15],率先熔化的钢材会逐渐浸润高熔点的硬质合金,硬质合金中Co的熔化将导致WC粒子的分布变得稀疏,从而促进了热量的传导.一般而言,热输入越大,硬质合金侧的温度梯度越小,越利于树枝晶的生长[13].若不考虑硬质合金中WC粒子稀疏的影响,则热输入越大,温度梯度越大,越不利于形成树枝晶.这二者的相互影响最终导致了此现象的产生.焊接温度场对焊缝区域的微观组织形貌的影响至关重要.此外,热源、焊接工艺、焊接间隙、被焊金属的物理性质以及焊接母材的装夹状态等因素均对焊缝的微观组织结构具有一定的影响[16-19].endprint
2.4 激光焊接接头力学性能
2.4.1 焊接接头的显微硬度分析
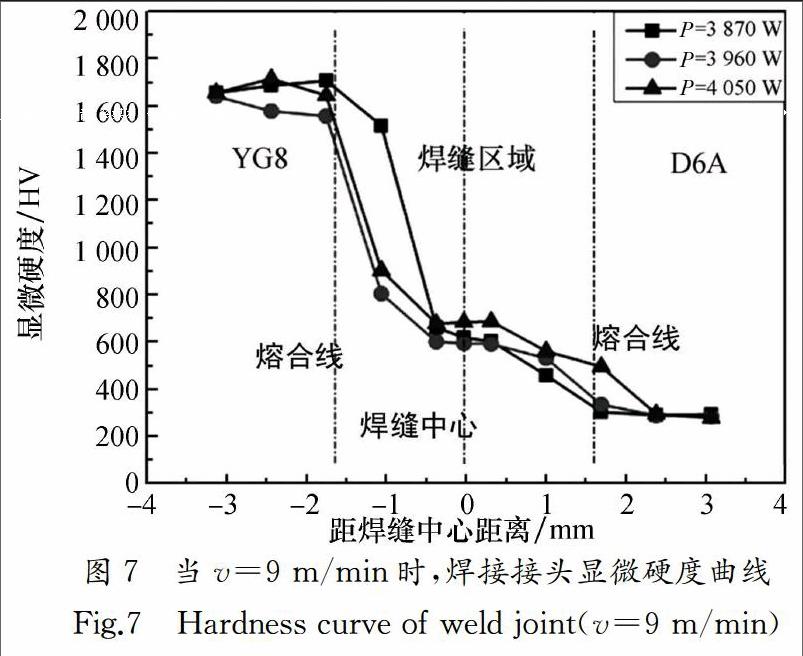
当焊接功率为P=3 960 W时,随着焊接速度的变化,接頭显微硬度变化曲线如图6所示.当焊接速度为9 m/min时,随着焊接功率的变化,焊接接头显微硬度变化曲线如图7所示.
由图6和图7可知,靠近硬质合金YG8侧焊缝硬度要高于靠近背材超高强度钢D6A侧,焊缝和热影响区硬度均较母材高,且在靠近硬质合金YG8侧的熔合区的硬度比焊缝中心区硬度要高.从齿材YG8焊缝到背材D6A,硬度逐渐降低.对比图6和图7,本实验条件下,激光功率和焊接速度对接头各区域的显微硬度的影响不大.
2.4.2 焊接接头的抗弯强度分析
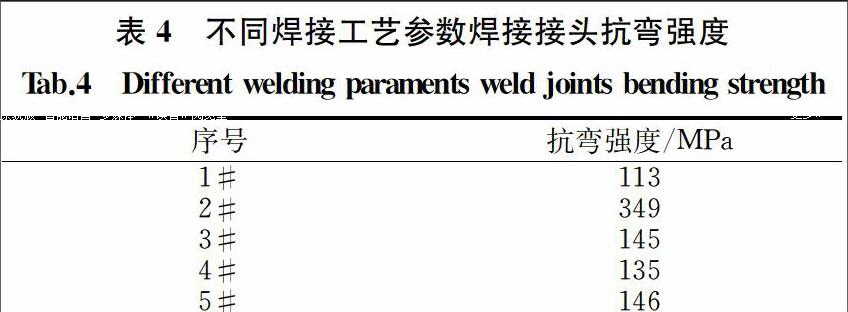
表4为不同激光焊接工艺参数焊接接头抗弯强度.所测试样抗弯断裂均发生在靠近硬质合金D6A侧的熔合线附近,当焊接功率为3 960 W,焊接速度为9 m/min时,焊接接头强度最高,抗弯强度值为349 MPa,达到了双金属带锯条的焊接性能要求[20].
3 结 论
1)硬质合金YG8中的W,Co与超高强度钢D6A中的Fe互相扩散,D6A中的Fe通过扩散进入硬质合金YG8充当粘结相,弥补了Co元素的流失,从而使整个接头达到了很好的冶金结合.
2)从D6A侧到焊缝中心位置,晶体的生长变化为胞状晶→树枝晶→等轴晶的变化过程,且生长方向性较强,同时随着焊接速度的增加,树枝晶逐渐以垂直于焊缝中心线的方式生长,且变得细小;由YG8侧到焊缝中心位置,生长变化为混合的树枝晶与胞状晶甚至只有胞状晶→中心等轴晶,具有不明显的生长方向.
3)当焊接功率为3 960 W,焊接速度为9 m/min时,焊接接头性能优良,抗弯强度值为349 MPa.
参考文献
[1] YANG X F,WU S J,KANG Y,et al.Pitting mechanism of cemented carbide tool in the early stage of rock drilling[J].International Journal of Refractory Metals and Hard Materials,2014,42:103-107.
[2] LIANG B L,AI Y L,LIU C H,et al.Mechanical properties of WC-Co cemented carbide prepared via vacuum sintering[J].Applied Mechanics and Materials,2013,275:1917-1920.
[3] CALISKAN H,KURBANOGLU C,PANJAN P,et al.Wear behavior and cutting performance of nanostructured hard coatings on cemented carbide cutting tools in hard milling[J].Tribology International,2013,62:215-222.
[4] 马绍宏,贺军,薛春阳,等.硬质合金与钢的高性能钎焊接头制备技术[J].硬质合金,2016,33(3):205-210.
MA Shaohong,HE Jun,XUE Chunyang,et al.Preparation technology of high performance brazing joint of cemented carbide and steel[J].Cemented Carbide,2016,33(3):205-210.(In Chinese)
[5] ZHAO X J,LIU P T,CHEN C H,et al.η phase formation mechanism at cemented carbide YG30/steel 1045 joints during tungsten-inert-gas arc welding[J].Materials Science Forum,2011,675:901-904.
[6] GUO Y J,WANG Y Q,GAO B X,et al.Rapid diffusion bonding of WC-Co cemented carbide to 40Cr steel with Ni interlayer:Effect of surface roughness and interlayer thickness[J].Ceramics International,2016,42(15):16729-16737.
[7] SIBILLANO T,RIZZI D,ANCONA A,et al.Spectroscopic monitoring of penetration depth in CO2 Nd:YAG and fiber laser welding processes[J].Journal of Materials Processing Tech,2012,212(4):910-916.
[8] ZOU J L,WU S K,XIAO R S,et al.Comparison of melting efficiency in high power fiber laser and CO2 laser welding[J].Chinese J Lasers,2013,40(8):1-5.
[9] 裴莹蕾,单国际,任家烈.焊接速度对高速激光焊熔池流动行为的影响[J].中国激光,2013,40(5):56-61.endprint
PEI Yinglei,SHAN Guoji,REN Jialie.Effect of welding speed on melt flow behavior in high speed laser welding process[J].Chinese Journal of Lasers,2013,40(5):56-61.(In Chinese)
[10]刘必利,谢颂京,姚建华.激光焊接技术应用及其发展趋势[J].激光与光电子学进展,2005,42(9):43-47.
LIU Bili,XIE Songjing,YAO Jianhua.Application and development trend of laser welding[J].Laser & Optronics Process,2005,42(9):43-47.(In Chinese)
[11]曹晓莲,许培全,曹卓玥,等.YG20/45#钢激光焊焊缝组织和界面元素扩散研究[J].中国激光,2015,42(3):1-6.
CAO Xiaolian,XU Peiquan,CAO Zhuoyue,et al.Research on microstructure and element diffusion in YG20/45# steel laser welds[J].Chinese Journal of Lasers,2015,42(3):1-6.(In Chinese)
[12]YU X Y,ZHOU D R,YAN D J,et al.Fiber laser welding of WC-Co to carbon steel using Fe-Ni Invar as interlayer[J].International Journal of Refractory Metals and Hard Materials,2016,56:76-86.
[13]赵秀娟,杨德新,王浩,等.硬质合金与碳钢电子束对接焊接接头的显微组织[J].机械工程材料,2005,29(5):21-26.
ZHAO Xiujuan,YANG Dexin,WANG Hao,et al.Microstructure of electron beam weld joints between cemented carbide yg30 and carbon steel[J].Materials for Mechanical Engineering,2005,29(5):21-26.(In Chinese)
[14]陳洁,占小红,陈纪城,等.Invar合金激光-MIG复合多层焊接焊缝形貌及显微组织[J].中国有色金属学报,2016,26(5):1010-1018.
CHEN Jie,ZHAN Xiaohong,CHEN Jicheng,et al.Weld appearance and microstructure of Invar alloys hybrid multi-layer welded joints using laser-MIG[J].The Chinese Journal of Nonferrous Metals,2016,26(5):1010-1018.(In Chinese)
[15]田乃良,郑启光.硬质合金与钢的激光焊接机理研究[J].中国激光,1996,23(4):381-384.
TIAN Nailiang,ZHENG Qiguang.On mechanism of laser welding of cemented carbide and steel[J].Chinese Journal of Lasers,1996,23(4):381-384.(In Chinese)
[16]陈鼎,胡山,陈振华,等.低周冲击加载评价硬质合金韧性的研究[J].湖南大学学报:自然科学版,2014,41(2):102-107.
CHEN Din,HU Shan,CHEN Zhenhua,et al.Study of cemented carbides toughness evaluation by low cycle impact loading[J].Journal of Hunan University:Natural Sciences,2014,41(2):102-107.(In Chinese)
[17]WANG X N,SUN Q,ZHENG Z,et al.Microstructure and fracture behavior of laser welded joints of DP steels with different heat inputs[J].Materials Science and Engineering:A,2017,699(24):18-25.
[18]KANO S,OBA A,YANG H L,et al.Microstructure and mechanical property in heat affected zone (HAZ) in F82H jointed with SUS316L by fiber laser welding[J].Nuclear Materials and Energy,2016(9):300-305.
[19]GUO W,LI L,DONG S Y,et al.Comparison of microstructure and mechanical properties of ultra-narrow gap laser and gas-metal-arc welded S960 high strength steel[J].Optics and Lasers in Engineering,2017,91:1-15.
[20]陈刚,杨全毅,周明哲,等.M42/X32异种金属CO2激光焊接接头组织和性能的研究[J].湖南大学学报:自然科学版,2013,40(11):89-95.
CHEN Gang,YANG Quanyi,ZHOU Mingzhe,et al. Study of the microstructure and properties of M42/X32 dissimilar metal CO2 laser welding joints[J].Journal of Hunan University:Natural Sciences,2013,40(11):89-95.(In Chinese)endprint
