氯代土霉素母液回收甲醇工艺在强力霉素生产中应用技术
2018-01-16程晓兵
王 玉,徐 兵,程晓兵
(盐城苏海制药有限公司 研发中心,江苏 盐城 224145)
1 前言
盐酸多西环素又称盐酸脱氧土霉素,强力霉素[1-2],是抗生素药。有广谱抗菌作用,用于革兰氏阳性球菌和阴性杆菌引起的轻症感染,也可用于斑疹伤寒,恙虫病等立克次体的感染,对阿巴疾痢及非典型性肺炎也有效。
目前盐酸多西环素的生产工艺主要以土霉素为主要原料,经氯代、脱水,然后以钯炭为催化剂加氢还原、转碱、成盐6个步骤,反应式如下:
(1)氯代退热冰主反应

(2)氯代土霉素主反应

(3)脱水主反应

(4)加氢主反应

(5)游离碱主反应

(6)成盐反应

1.1 强力霉素生产中的甲醇使用
强力霉素生产中,在氯代土霉素工段使用甲醇作为溶媒[3],土霉素在适当的温度和pH条件下与氯代退热冰进行反应,离心后得到产物氯代土霉素进入脱水工段,离心母液进入回收车间回收甲醇。
目前我国强力霉素生产企业包括开封制药厂、扬州制药厂、贵阳制药厂等。在行业竞争中,更好的做到低成本、高质量,是企业长存的根本。做好甲醇母液的回收套用,可大幅度减少甲醇的耗用,降低生产成本。
本文提出了一套处理氯代土霉素母液中回收甲醇的工艺路线,即通过调节母液的pH值,使甲醇的回收率高达95 %,该方法通过小试验证模拟大生产实际,有效降低大生产风险。通过所设计的技术方案实施,能够很好实现母液中甲醇的回收回用、节省原材料和资源再生循环利用,具有很可观的经济效益,降低了生产成本和运营成本,增强了企业的核心竞争力。
2 实验材料与方法
2.1 实验仪器及药品
实验采用小试方法,在实验室获得相关数据,经过比较再投入大规模生产[3]。
实验相关仪器及药品如下所示:
实验仪器
电动搅拌器、电热器、pH计、电子天平、水分仪、温度计、三口烧瓶、冷凝管,及其他玻璃仪器若干。
实验药品
氯代土霉素母液、30 %碱液及其他常用药品。
2.2 实验步骤
取一份(400mL)母液投入1000 mL烧瓶中(烧瓶加搅拌需要称重并记录),再用30 %液碱调节pH值至中性,记录液碱量,然后进行常压精馏,精馏结束后,称量残液重量并记录pH值测定水份。

表1 甲醇母液回收投料量一览表
3 实验结果与讨论
3.1 氯代土霉素母液中甲醇的回收条件优化:
氯代土霉素的母液中除了含有大量的甲醇外还含有少量反应被还原后的乙酰苯胺及氯代土霉素分解物,pH值在2~3之间。通过用液碱调节pH值,使pH值接近中性,最终选出最优方案。如下图所示。

表2 回收甲醇情况一览表

表3 实验结果明细表
将数据换成pH-甲醇含量折线图,可得到如下折线图。
仅从图表中可以观察到,每次取400 mL甲醇母液,当将甲醇母液pH值调至6.85时,可得到甲醇含量最高值(318.66g),甲醇的回收率达95 %以上。
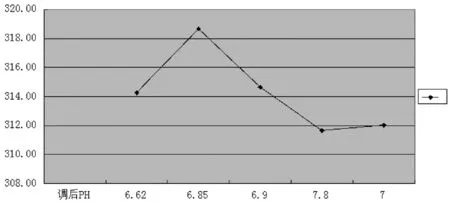
图1 甲醇回收与pH值关系
3.2 强力霉素生产中的溶剂使用情况
强力霉素生产过程中使用的溶媒为甲醇和乙醇。溶媒使用情况如下表。

表5 强力霉素生产中溶媒实际使用情况一览表
从上表可以看出,本公司每年回用的甲醇量为19837.76吨,回用的乙醇量为26471.96吨。
3.3 甲醇价格的市场调研
根据中国化工产品网数据分析[4],国内甲醇现货市场交易氛围向好,港口及内地 均有所改观。安徽、苏北、鲁南、河北等地企业签单顺畅,华东、华南港口虽成交不多,然报盘有明显提升,关注成交情况。现货市场:山东甲醇市场今日略有上扬,涨幅在10~40元/吨不等。其中,南部企业主流出厂在2340~2360元/吨,当地主要商家出货情况不一;临沂地区主流2330~2340元/吨;另中部主要企业承兑出厂价稳2430元/吨,出货尚可。陕西、内蒙古等西北企业多执行合同发货为主。下游需求变化有限,内地窄幅盘整为主。期货大幅走高,业者心态受支撑,华东港口紧跟上扬,涨幅在50~100元/吨,但成交寥寥。虽然本周西北企业出货尚可,库存低位,但据中宇资讯获悉,河北、山东等主销区下游需求一般,暂无明显放量迹象,另外神达化工烯烃装置目前甲醇备用量暂可,而宁煤甲醇外采继续,宁夏甲醇多数自产自用,听闻延长中煤烯烃装置因个别问题目前暂停甲醇外采,浙江烯烃装置检修,国内下游需求疲态未改。虽然今日期货大幅走高,但据悉多为资金拉动,仅港口业者心态受一定支撑,而现货市场依旧缺乏需求面的支撑。多因素影响下,短线看国内市场弱势格局或继续 。
3.4 甲醇回收对公司产品生产的影响
公司年产1000吨强力霉素搬迁项目满负荷开车,每年实际使用甲醇量为20608.24[3],每年实际购置新鲜甲醇(99.9 %)256.86吨,回用甲醇达19837.76吨,节省资金约为2000多万元(甲醇的市场价格以2300元/吨计[4]),我公司的强力霉素生产每吨约节约成本2万多元,为公司资金流动提供了很大的便利。目前市场上强力霉素价格为30~35万元/吨,我公司因为甲醇回收,平均每吨强力霉素的生产成本降低了2万元,在市场上拥有了更强的竞争力。
甲醇回收的后续工艺回收退热冰,从回收甲醇后母液中继续回收得到退热冰(即乙酰苯胺),回用于氯代退热冰的生产,减少了新购退热冰量,进一步降低了企业的生产成本。
大量的甲醇回收,减少了废水、废气中的甲醇量[2],提高了废水、废气的处理效率,减少了甲醇外排量[5-8],降低了强力霉素对环境的影响,符合国家减排的政策。
4 结论
(1)当母液pH值在6.85时,甲醇的回收率最高达95 %。通过甲醇回收,产成品降本2万元/吨。形成处理约21000.0吨氯代土霉素甲醇母液的能力,年降成本2000万元左右,增加企业的市场竞争力。
(2)用实验室小试模拟大规模生产,可降低企业生产风险。降解过程也进行了统筹计划,使得每个污染物的降解反应时间都能够精确。
[1] 中华人民共和国卫生部药典委员会. 药典[M].北京:化学工业出版社,1995:525-527.
[2] 张 凌.强力霉素生产废水处理与资源化研究[D].郑州:河南大学,2006.
[3] 江苏科易达环保科技有限公司.盐城苏海制药有限公司年产1000吨强力霉素和年产800吨果糖、300吨尿囊素、50吨右旋糖酐搬迁项目[OB/OL].[2015-01-09]. http://www.suhai.cc/mtzx1.asp?id=847.
[4] 中国化工产品网 http://futures.cnfol.com/jiachun/20141121/19519294.shtml
[5] 曾丽漩,张秋云,刘佩红,等.抗生素制药废水处理技术进展[J].安全与环境工程,2005,12(4):64-68.
[6] 汪大翠,徐新华.化工环境保护概论[M].北京:化学工业出版社,1999:45-61.
[7] 刘精今,杨麒.抗生素废水组合处理工艺进展[J].国外医药抗生素分册,2005,26(2):70-74.
[8] 国家城市环境污染控制工程技术中心.三废处理工程技术手册(废水卷)[M].北京:化学工业出版社,2003:209-211.
