12000DWT成品油船锚台生产设计及放样
2018-01-11王秋芳
現阶段在船舶建造过程中,锚台的预制精度和安装精度往往存在难于控制的问题,传统的手工放样已不能满足锚台的精度要求。本文以12000DWT成品油船为例,介绍使用东欣船舶产品设计软件(SPD)对锚台进行生产设计和放样,节省人力物力,缩短建造工期,可避免船厂的损失。
概述
12000DWT成品油船为在建的船,入CCS船级社。该船的主尺度为:总长128.1m,型宽20.0m,型深11.3m,设计吃水7.80m。本船艏部设有两台链轮卧式锚机,球鼻艏。由于本船整个建造周期短,因此就船体结构而言,通过对本首制船锚台的优化设计和精确放样,以达到提高施工效率,节省施工成本的目的,为后续船锚台设计和放样提供参考。
锚台的基本要求
本船艏部有球鼻艏,为了防止起抛锚时锚与球鼻艏碰撞,在舷侧锚链筒出口处加装凸台,又称锚台。锚台的高度必须高于最大吃水,以避免航行时锚冠浸入水中增加阻力。同时,锚台面板距离船体外板必须足够远,这样抛起锚时,在船体反方向横倾5°的状态下不碰球鼻艏,最小距离不小于300mm。此外,沿锚台面板需焊接铸钢凸缘,收锚时,锚的两个爪尖和锚冠的中心应该紧紧的贴在锚台面板上。
锚台的设计步骤
α、β、θ的角度获取
根据本船艏楼甲板(图1)的布置,考虑锚台需满足的基本要求,综合考虑:取α=25°。在SPD中做一个α=25°辅助面,可以快速得到A-A剖面(图2);根据锚机和掣链器布置,考虑锚链筒轴线应尽可能垂直与通过舷侧出口处的水线,取β=42°;根据斯贝克锚锚爪与锚杆的角度小于40°±1°,取锚台面板与锚链筒轴线的夹角θ=62°(图3)。根据舾装数计算书,本船使用的斯贝克锚锚重为4 050kg,锚链为φ50 AM3。将锚与锚链在A-A剖面中进行模拟拉锚,检验是否满足以下4个要求:1)检查在收锚和放锚时是否会出现卡锚现象;2)检查收锚和放锚时是否碰到锚台处外板;3)检查锚爪收紧后是否与锚台完全贴合;4)检查收放锚时锚链是否会碰锚链管。请注意如果拉锚结果不理想,则需反复调整α、β、θ的角度。直到满足以上4个要求为止。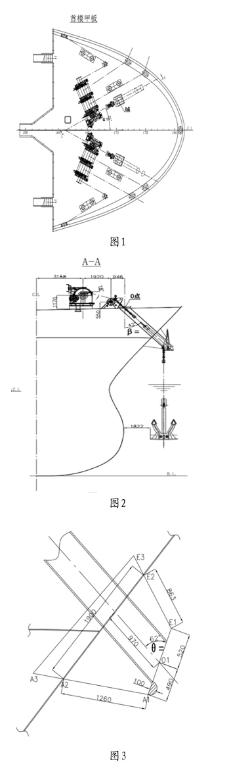
锚台曲面获取
根据图3,锚台面板的直径为φ1 010mm;锚台包板与外板相交的两点A2、E2的距离为1 900mm;通过A1、A2,E1、E2作两条延伸线,在延伸线上外板内取两点A3、E3,A3、E3两点之间的距离为直径作圆;把锚台面板直径圆和A3、E3的直线圆各等分成8份,等分的份数越多,精度越高;上述数据在Auto CAD中画出图4。利用图4中8等分圆上各点的三维数据(Auto CAD中量取),在SPD中用两曲面拉伸的方法获取锚台包板所在的曲面,曲面与外板曲面SHELL取交线,即为锚台包板与外板的交线。经检验,交线长度1 900mm与图3中A2、E2的距离1 900mm相符。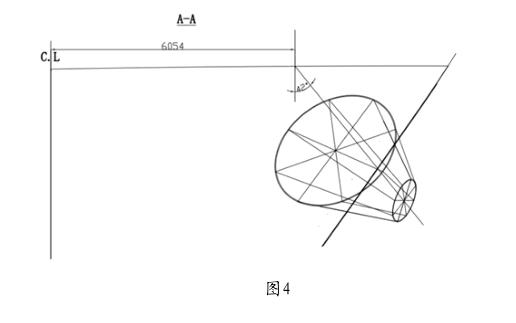
锚链筒、锚台面板、锚台包板、锚台肘板的建模放样(SPD)
锚链筒建模
锚链筒的轴中心线为图2中O点、图3中O1点的连线,根据这两点在SPD中输入两点的定位坐标,输入锚链筒的直径,即生成锚链筒。
锚台面板建模
锚台面板根据图3中O1、A1、E1三点定位坐标,可以确定锚台面板所在的平面,在此平面以O1点定位坐标为圆心作直径为φ1010mm的圆,赋予板厚,即为锚台面板,锚台面板为平面板,无需加工。
锚台包板建模
锚台包板需分成4块板制作,每块板需在前文中所述的曲面上做4根板缝,分别为曲面与外板的交线板缝L1、曲面与锚台面板的交线板缝L2、TA、TC、TE、TG,因此锚台包板1取L1、L2、TA、TC四根板缝生成曲面板,锚台包板2取L1、L2、TC、TE四根板缝生成曲面板,锚台包板3取L1、L2、TE、TG四根板缝生成曲面板,锚台包板4取L1、L2、TG、TA四根板缝生成曲面板。如图5。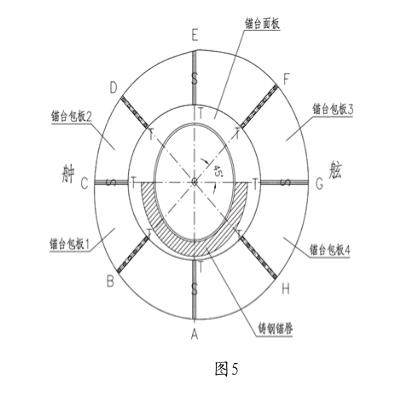
锚台肘板建模
锚台肘板8块,分别在锚台面板及锚台包板曲面与外板的交线的8等分线上。即肘板1在O、T、A三点坐标所在定位平面;肘板2在O、T、B三点坐标所在定位平面;肘板3在O、T、C三点坐标所在定位平面;肘板4在O、T、D三点坐标所在定位平面;肘板5在O、T、E三点坐标所在定位平面;肘板6在O、T、F三点坐标所在定位平面;肘板7在O、T、G三点坐标所在定位平面;肘板8在O、T、H三点坐标所在定位平面;锚台肘板为平面板,无需加工。下图为SPD中完成的锚链筒、锚台面板、锚台包板、锚台肘板整体三维模型。三维模型通过SPD软件自动展开即完成锚台放样过程。
锚台包板加工样板
因锚台包板为曲面板,我司对于曲面板一般采用冷压加工成形,如冷压加工无法一次成形再通过火工加工二次成形。为控制锚台包板的加工精度测量,每块锚台包板需配套制作三块样板分别测量锚台包板上口,下口的精度。如图7所示:锚台包板1的样板分别为A1、B1、A2;锚台包板2的样板分别为A3、D1、A4;锚台包板3的样板分别为A5、F1、A6;锚台包板4的样板分别为A7、H1、A8。每三块样板组成一个立体的框架以控制锚台包板的曲度,样板上标注的各点对应锚台包板上标注的各点,如样板与包板贴合,则表示包板加工成形到位,否则包板还需校正加工尺寸。因此为了控制加工精度,包板还需增加余量,按照我司经验,包板余量一般添加在前文所述的曲面板与外板交线板缝L1,以及板缝TA、TC、TE、TG处。
结论
在数字化技术高速发展的今天,船厂对于生产设计的精度要求也是越来越高。本文通过对12000DWT 成品油船锚台生产设计及放样做介绍,极大地提高了生产设计的精度,利用计算机软件解决了传统手工放样中的难点,积累经验,生产设计的工作将日益完善,大大节省船厂的人力和物力,为后续船设计提供参考。
(作者简介:王秋芳,福建东南造船有限公司技术中心。)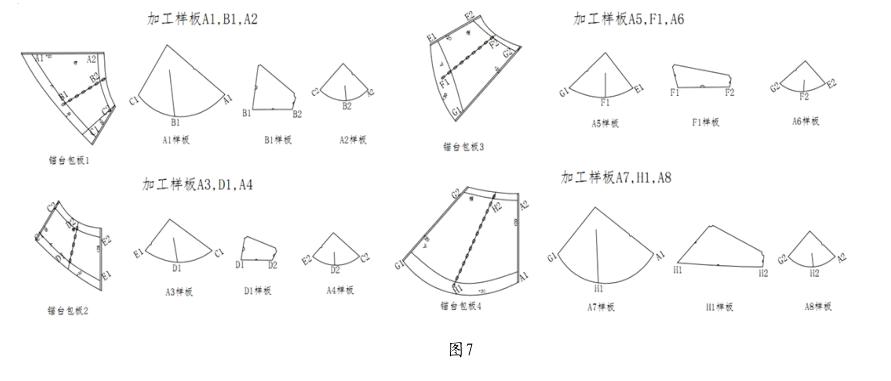 endprint
endprint