基于Excel实现圆柱凸轮的数控编程与加工
2018-01-09赵岐刚
赵岐刚
(辽宁机电职业技术学院,辽宁 丹东 118000)
基于Excel实现圆柱凸轮的数控编程与加工
赵岐刚
(辽宁机电职业技术学院,辽宁 丹东 118000)
采用Excel软件的计算功能对圆柱凸轮的节点坐标进行数值计算,并将计算结果转换为文本格式后根据数控系统进行数控程序编制。再通过传输设备将数控程序输入数控系统中,即可进行圆柱凸轮的数控加工。不需编程人员学习复杂的宏程序,更不需要购买价格昂贵的CAD/CAM软件。为中小企业加工此类零件提供了有效的方法,此方法值得在中小企业进行推广。
Excel软件;圆柱凸轮;数值计算;数控加工
圆柱凸轮是一个在圆柱面上开有曲线凹槽或在圆柱端面上作出曲线轮廓的构件,它可以看做是将移动凸轮卷成圆柱体演化而成的。圆柱凸轮机构有体积小、刚性好、结构紧凑、运转可靠、传动转矩大等优点,在机械中具有广泛的应用[1]。它在实现较大运动升程与间隙分度运动方面有较多的应用。目前,加工圆柱凸轮的较理想的方法是采用四轴数控铣床进行加工[2,3]。本文阐述了借助Excel软件来实现圆柱凸轮数控铣削加工的编程方法,为企业提供简便的编程方法提供参考。
1 圆柱凸轮加工原理
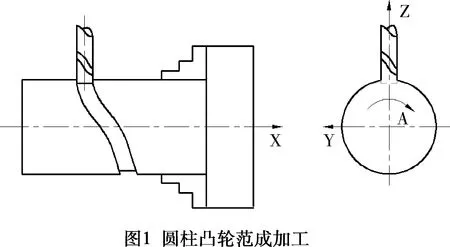
圆柱凸轮采用数控加工时采用范成法[4],安装时,应使凸轮的轴线平行于机床的X轴 ,由绕X轴旋转的转盘上的卡爪与顶尖来夹紧工件;加工时,圆柱凸轮旋转,根据凸轮的轮廓形状 ,铣刀作X轴轴运动,运动轨迹为空间曲线;设计时,圆柱凸轮轮廓曲线通常用其圆柱面展开图表示,凸轮曲线展开后,横坐标为展开图圆周方向位移,纵坐标为铣刀沿机床X轴、Y轴或Z轴的位移,在图上表示为分段圆弧、直线、公式曲线和列表曲线等。如图1所示,粗加工时使用小于从动件滚子直径的铣刀,精加工时使用与滚子相同直径的铣刀进行铣削。
2 编程方法
圆柱凸轮在数控加工中通常需要四轴数控机床才能进行,同时需要相应的数控程序。圆柱凸轮数控程序编制可以使用自动编程和手动编程中的宏编程来实现。但自动编程需要借助CAD/CAM软件才能进行[5],此类软件价格昂贵,在大部分的中小型企业中并不具备此类软件;而手动编程中的宏程序需要编程人员掌握设备的宏程序编制方法,此种编程相对复杂,并没有很好的在广大编程人员中普及[6,7]。这就需要一种既经济又简单的方法来实现此类零件的程序编制。
编制数控程序时需根据零件的几何形状进行数学处理,因数控设备只具备直线插补和圆弧插补功能,这就需要用多个直线段来近似拟合凸轮槽的曲线。直线段的数量决定了凸轮加工时的拟合精度。而拟合线段的交点或切点称为节点。而圆柱凸轮编程时节点坐标的计算难度和工作量较大,这就需要一种简单快捷的方法来求出节点坐标,并能将节点坐标直接编写到数控程序中。
Excel软件是微软公司办公软件Microsoft office的组件之一,具有强大的计算功能,并可以将数据转换为文本格式,这就为我们对圆柱凸轮的数控编程提供了便利条件。
3 编程示例
现以加工图2所示凸轮为例,在加工该凸轮时将加工坐标系建立在图示位置。根据几何关系得到各段曲线中X坐标与A坐标(旋转坐标)之间的关系,见表1。对此凸轮各段分别计算,最后确定加工所需的各节点坐标数据。再将各点坐标编入数控程序即可。
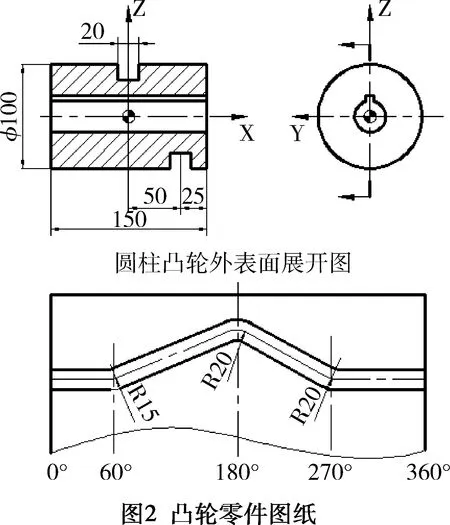
表1 X坐标与A坐标关系
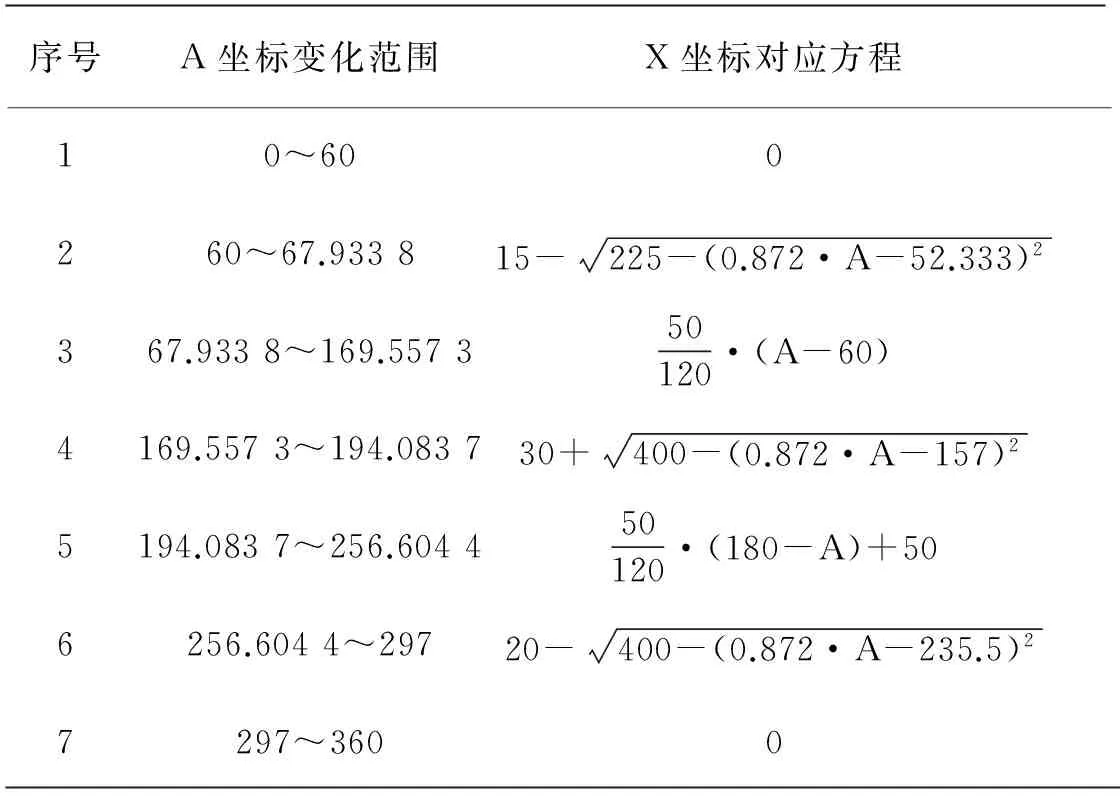
序号A坐标变化范围X坐标对应方程10~600260~67.933815-225-(0.872·A-52.333)2367.9338~169.557350120·(A-60)4169.5573~194.083730+400-(0.872·A-157)25194.0837~256.604450120·(180-A)+506256.6044~29720-400-(0.872·A-235.5)27297~3600
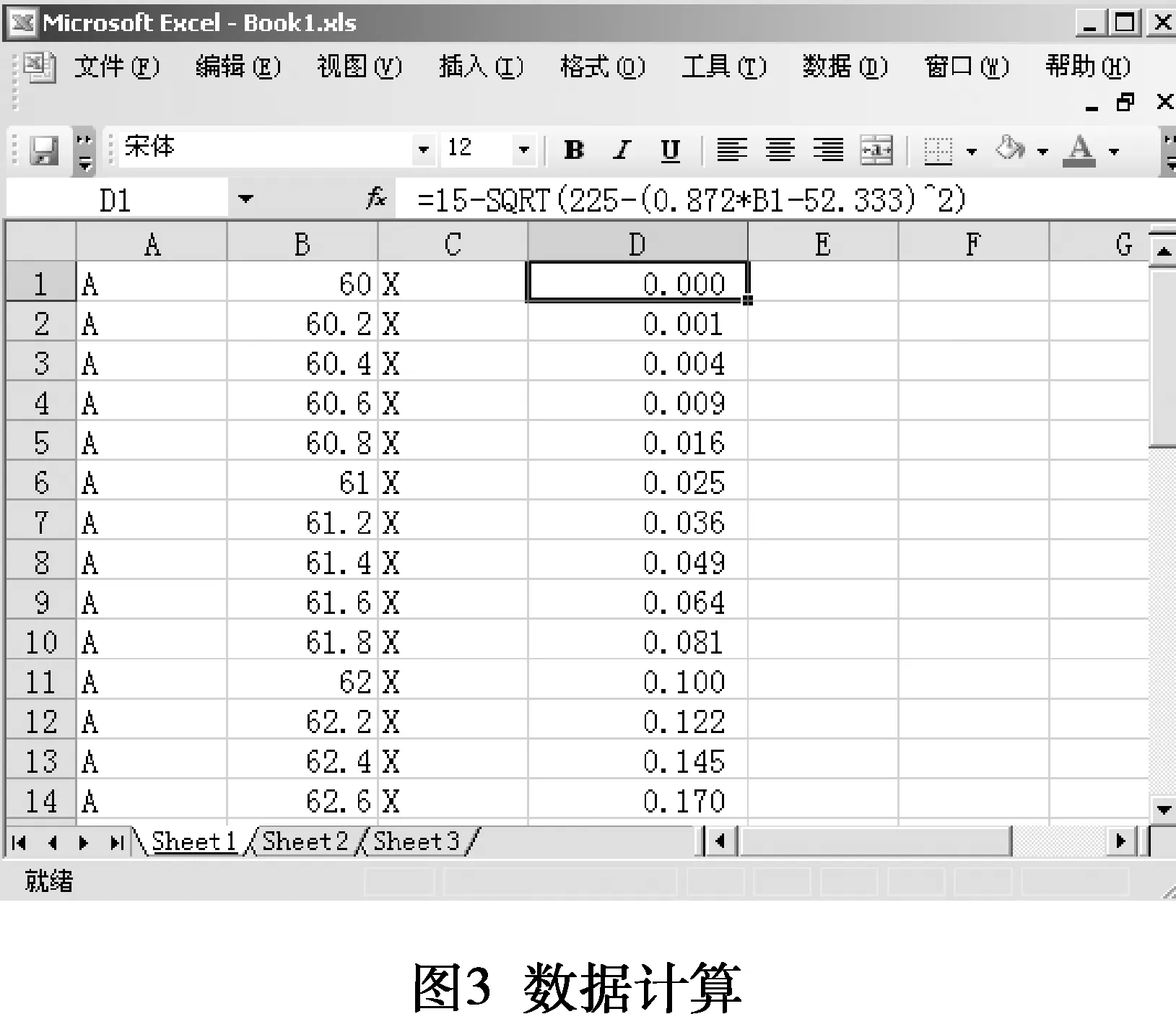
现以第2段曲线为例以Excel为工具计算各节点坐标,并将各节点坐标转换为数控程序。打开Excel表格,将A列录入字母“A”,B列设为A坐标数据,变化规律为每次增大0.2度,变化范围自60度至67.933 8度。将C列录入字母“X”,D列设为X坐标数据,如图3所示,利用Excel强大的计算功能,在D列单元格的编辑栏中录入函数公式“=15-SQRT(225-(0.872*B1-52.333)2)”即可得到X随A轴变化坐标。
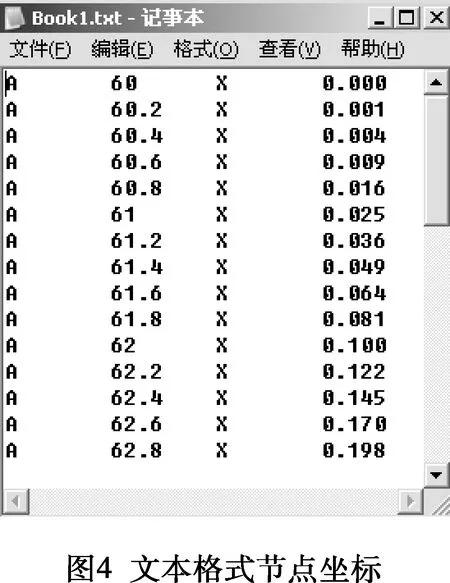
将得到的数据输出为文本格式(.txt),如图4所示。然后在这个生成文本格式文件中消去空格,并在最前端加入机床刀具选择、坐标系选择、主轴转速及进给速度等基本指令即生成此段数控程序如下:
O0001;
T01 M06;
G90 G54;
M03 S1000;
G43 Z100 H01;
G00 X0 Y0 Z55;
G01 Z35 F150;
A60 X0;(完成0~60°槽的加工)
A60.2 X0.001;
A60.4 X0.04;
……(完成60°至67.933 8°之间槽的加工)
……(按相同方法生成的其余部分程序)
M30;
再通过计算机通讯串口,使用数控机床专用数据传输软件把编写好的数控加工程序传入数控机床中,即可进行零件加工。
4 结论
利用Excel软件的强大计算功能进行数控加工中节点数据计算,简单方便,而且效率高,生成的数据可直接转换为文本格式方便数控编程。利用Excel软件计算圆柱凸轮的数控程序不需编程人员学习复杂的宏程序,更不需要购买价格昂贵的CAD/CAM软件,为中小企业加工此类零件提供了有效的方法,值得在中小企业进行推广。
[1] 华大年.机械原理[M].北京:高等教育出版社,1997.
[2] 何玉山.数控宏程序在铣削凹槽中的应用[J].组合机床与自动化技术,2013(5):104-107.
[3] 郑小光,尹佑盛,梁锡昌.凸轮的计算机辅助设计与数控加工[J]. 机械设计与制造,1999(6):7-8.
[4] 刘德福,潘晋平,周贤良.圆柱凸轮数控加工的几个关键问题[J].机械传动,2003(3):53-56.
[5] 俞扬信,王崇辉.文本文件和EXCEL与数据库交换数据[J]. 淮阴工学院学报,2001(3): 51-53.
[6] 郑鹤松.数控宏程序与软件自动编程的对比分析[J], 职业,2008(8):27-28.
[7] 赵岐刚,于世忠.基于宏程序的圆柱凸轮数控加工[J],煤矿机械,2011(2):117-118.
CNCMachiningofCylindricalCamBasedonExcelSoftware
ZHAO Qi-gang
(Liaoning Mechatronics College, Dandong118000, Liaoning, China)
Node coordinates of cylindrical cam was calculated by Excel software, and the NC program was edited based on CNC programming system after the result was converted to text format. The NC program would be entered into the CNC system by transmission equipment, and the cylindrical cam can be machined by CNC machine tools. The programmers do not need to learn complex macro, nor need to buy expensive CAD/CAM software. An effective method of machining such parts was provided for SME. This method was valuable to spread in SMEs.
Excel software; cylindrical cam; data calculation; NC machining
辽宁机电职业技术学院院级科研项目(刀库凸轮反求设计与四轴程序编制):2013007
2017-04-06
赵岐刚(1978-),男,辽宁丹东人,硕士,副教授,研究方向为机械设计与制造,E-mail:zhao_qigang@163.com。
TG659
B
1008-9446(2017)06-0044-03
