臂架型斗轮堆取料机四支腿门座架组装及焊接工艺分析
2018-01-09王晶
王 晶
(承德石油高等专科学校 工业技术中心,河北 承德 067000)
臂架型斗轮堆取料机四支腿门座架组装及焊接工艺分析
王 晶
(承德石油高等专科学校 工业技术中心,河北 承德 067000)
门座架是由不等厚钢板焊接而成的大型构件,且处于斗轮堆取料机体下部,起到行走机构与上面部件的连接作用,同时还起到承受上面部件重力的作用。因此,门座架组装及焊接质量的好坏直接关系整机的安全性。通过分析某臂架型斗轮堆取料机四支腿门座架结构及使用特点,重点分析讨论了该结构在制造过程中的组装、焊接工艺及关键部位的质量控制。分析表明,该工艺可有效地控制结构的焊接变形,保证焊接质量,为门座架的生产制造提供借鉴与参考。
四支腿门座架;组装工艺;焊接工艺;质量控制
臂架型斗轮堆取料机是矿山、港口、火电厂、焦化厂、水泥厂及冶金行业等不可缺少的大型关键设备[1],其中门座架是一种大型焊接箱型结构件,主要由环形箱型梁、支腿组成,呈龙门形状布置在料场胶带机的上方,顶部放置一个经过机加工的座圈,与转盘轴承连接,支撑斗轮机回转机构以上部分,下部通过支腿与行走机构鞍座连接。
门座架处于设备下部,在设备运行过程中不仅承受上方约几百吨自重及所运送物料的重量,且门座架随着行走机构车轮在轨道上行走时,焊缝部位不断承受交变载荷,其主要的失效形式为疲劳破坏(损伤)[2],进而造成金属结构裂纹现象,酿成事故,这就要求门座架焊缝具有足够强度、刚度、韧性,使得该结构在使用寿命期内无变形、开焊、开裂、移位等现象。因此,门座架作为重要的连接及承载钢结构,确定可行的组装及焊接工艺及加强质量控制对于臂架型斗轮堆取料机的整机的制造具有重要的工程意义和经济价值。
1 四支腿门座架结构、主关键尺寸确定
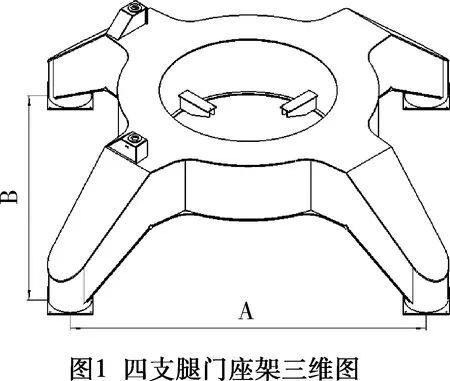
四支腿门座架是箱型的大型整体式钢结构件,主体部分为全封闭型环形箱型梁,在主体箱型梁四周均布四条箱型支腿,三维图如图1所示。环形箱型梁上、下盖板由内而外焊有两件长方形筒体围板,由于该门座架尺寸较大,为了方便内部施焊和提高其刚度和强度,控制焊接变形,在两件筒体围板之间焊有20块人孔隔板,按照一定角度分布。四条箱型支腿通过上下盖板、腹板、4根圆钢及4块隔板与环形箱型梁连接,内部同样焊有隔板起加强作用,其中最外侧隔板可开人孔,方便内部施焊。

2 焊接方法及焊接坡口的选定
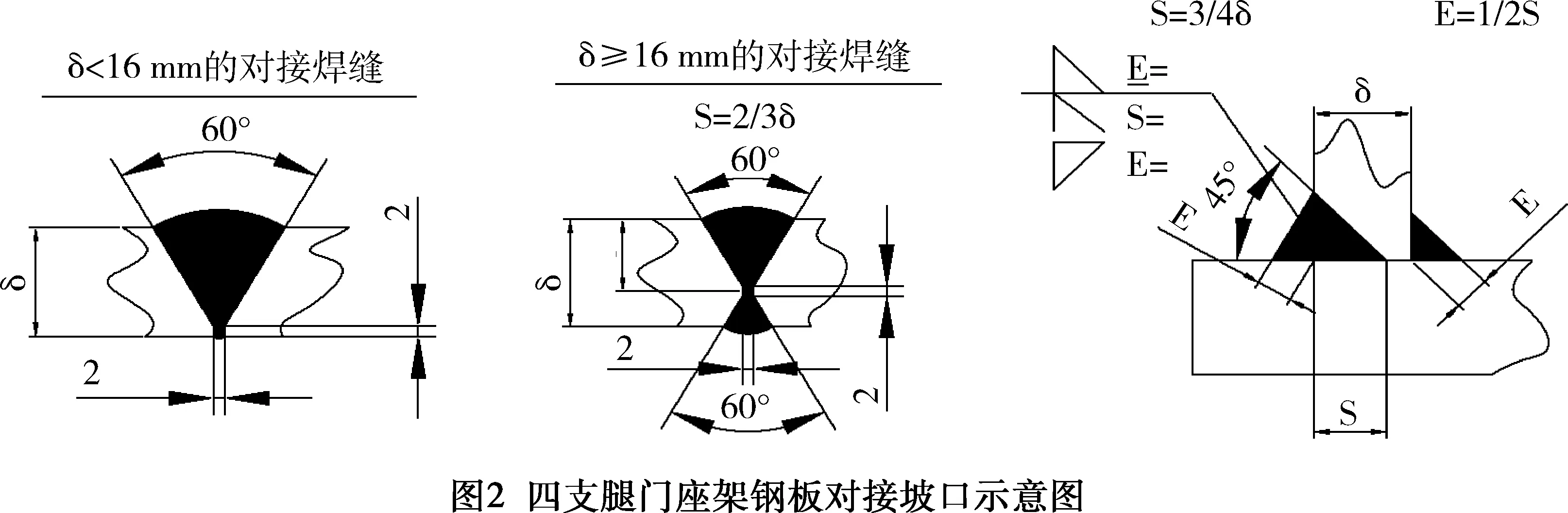
四支腿门座架主体材质为Q345D且焊接接头形式主要以I型及T型两种形式为主。I型对接焊缝采用CO2气体保护焊打底,埋弧自动焊填充和盖面,T形对接焊缝及角焊缝呈直线形,由于内部空间限制,可多人采用CO2气体保护焊多层多道焊完成,焊接参数根据-20 ℃下合格的焊接工艺评定结果确定。由于门座架上下盖板、筒体围板I型对接焊缝及箱体内部部分T型接头对接焊缝及角焊缝在设备转动过程中不断承受交变载荷地作用,焊缝必须开坡口,全部焊透且无缺陷,以保证其能承受箱体本身的自重载荷及外界的应力载荷。
坡口制作时要求坡口表面及两侧30 mm范围内进行打磨清理,不得有氧化皮、熔渣、油污及水锈,坡口表面用5倍(含5倍)以上放大镜进行宏观检查,不许有裂纹、分层等缺陷[3],坡口形式及尺寸如图2 所示。
3 四支腿门座架组装与焊接
四支腿门座架组装时,先将上盖板放置水平胎架上,激光经纬仪找平盖板平面。采用倒装法,以上盖板内孔为基准分别划出内、外筒围板、隔板装配位置线,注意隔板装配位置线尽量与胎架横档对应。先点焊固定内筒围板,以内筒体水平中心线为基准,两侧依次返15°点焊固定16块隔板,并在此基础上依次返20°,将另4块隔板按照此线进行固定。按照装配位置线组对外围筒体围板,保证内外筒体中心一致,同时在上盖板的四个突出端点焊固定4块隔板,所有隔板外侧加焊可调节的斜支撑进行固定,保持其垂直度。内、外筒体围板、内部隔板固定完成后,调整结构整体位置度、垂直度及整体尺寸报检合格后进行连续焊接。
门座架组焊难点在于如何控制焊接变形,通过不断工艺改进及对比,可采取以下方案进行:
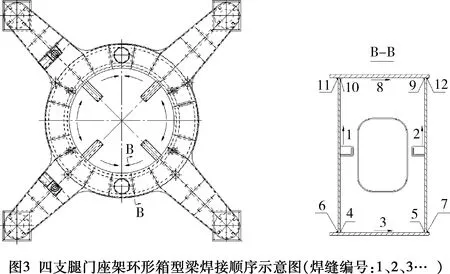
1)焊接时总体遵循由内而外、先立后平、从中间向两侧依次对称焊接、长焊缝分段退步焊的焊接原则,待焊满1/2后,再清理外侧焊根,内外交替焊接,这样可以防止出现因产生较大变形而无法修复的局面[4],焊接顺序具体参照图3完成。
2)焊接过程中应采取小电流,多层多道焊完成。对于对称焊缝,施焊时采用交叉对称焊接,焊接方向从中间顺次向两端延伸,每段长度约100 mm,满足焊缝的自由收缩,如果焊缝不对称,先焊一侧,后焊另一侧,并采用同样的工艺参数,建议把先焊侧改为多层多道焊,并降低每层(道)焊接热输入,再采用两面交替施焊顺序,以使每侧引起的变形最后都得以抵消[5],这样有利于环形箱型梁整体的焊接质量控制,防止或减少构件的扭曲、旁弯等变形。

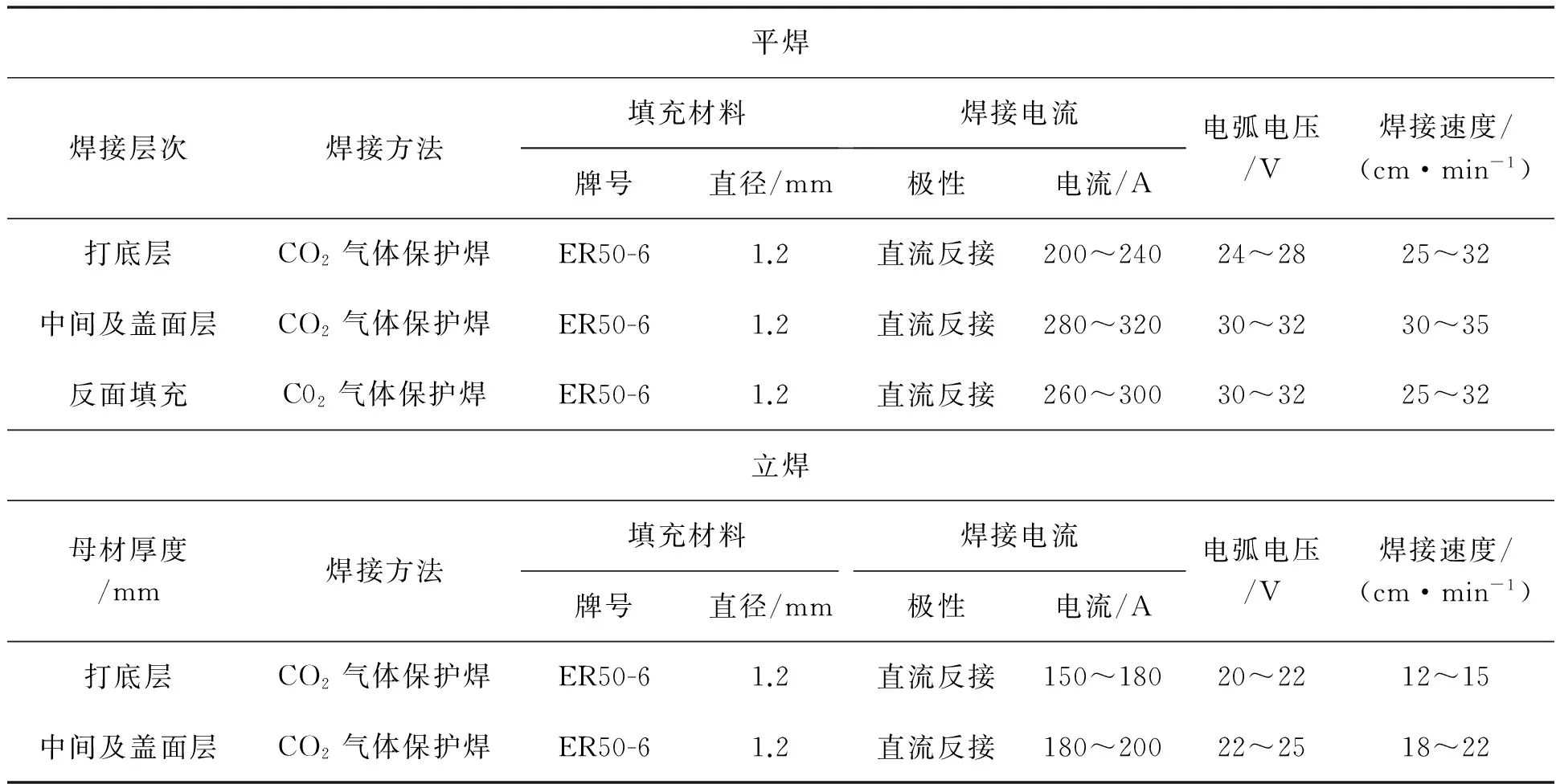
表1 CO2气体保护焊焊接参数
4 质量控制要点
1)环形箱型梁上、下盖板为异形件,拼接焊缝不允许在转角处,且要相互错开300 mm以上,距弯折处200 mm以上,距隔板100 mm以上。盖板拼接焊缝需做100%UT探伤检查达I级要求,加10%RT探伤检查达Ⅱ级要求。由于盖板焊接成整圆后无法采用设备整平,故采用不断翻身的方法控制变形,如果超差,采用火焰加热并用重物的方法矫正,确保焊后平面度≤2 mm。
2)组焊筒体与上盖板时,为避免后续连续焊产生焊接变形,筒体与上盖板点焊固定前要在内部加焊十字撑,待整体焊接完成并机械振动去除应力后拆除。
3)支腿腹板与上、下盖板,环形箱型梁筒体围板与上、下盖板T型接头对接焊缝及角焊缝要求焊后必须进行100%超声波探伤,达到I级要求,保证焊缝无开裂现象。
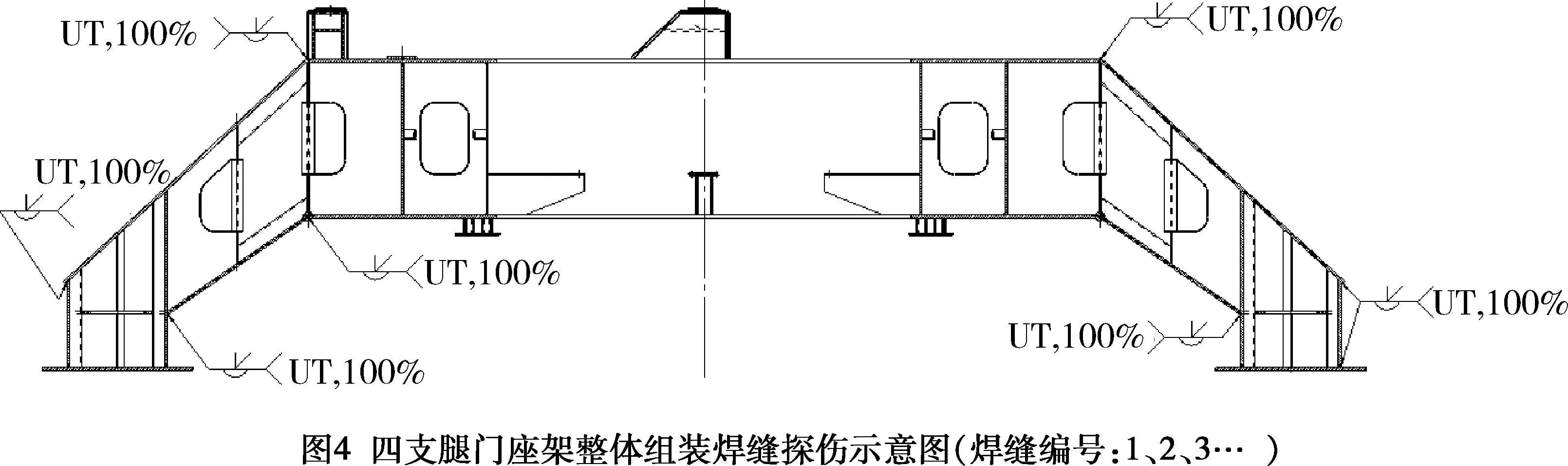
4)四支腿门座架整体组装后,支腿上盖板与环形箱型梁上盖板焊缝,支腿下盖板与环形箱型梁下盖板及内部隔板、圆钢对接焊缝,支腿自身转角处焊缝(见图4)在设备运行过程中不断承受交变载荷作用,容易引起应力集中,焊缝很有可能产生疲劳导致开裂,要求整体焊接完成后要对以上焊缝进行100%UT探伤达I级要求,确保焊缝内外无裂纹、锈蚀等现象。
5)环形箱型梁内部隔板与上、下盖板、筒体围板T型对接处角焊缝均要求焊接以增加强度,为方便施焊及排烟,可在上盖板切割中心对称人孔。人孔处在两隔板中间。箱体内部焊接完成后封人孔,可采用在人孔位置内部加衬垫,外部用与人孔尺寸对应的圆板将人孔封闭,上盖板与圆板焊接处必须开坡口,焊后将焊缝磨平,保证外观。
5 结论
以臂架型斗轮堆取料机四支腿门座架从构件组装、焊接工艺过程及制造质量控制要点进行详细的阐述。通过采用上述工艺,结构整体焊接变形量及焊缝质量较以前得到很大的改善。支腿的中心距既轨距A、B控制在相应尺寸公差范围内。支腿四块底板到上盖板的距离通过检验,相互误差最大为2 mm,特别是上盖板平面度达到1 mm左右,保证了门座架上部与座圈连接的稳定性。
[1] 赵继俊,张锡清,关吉尧. 斗轮堆取料机门座架有限元分析[J] .哈尔滨电工学院学报,1994,17(4):375-381.
[2] 廉书生,张锋锋,董达善,等.岸桥大车平衡梁疲劳寿命预测[J].计算机辅助工程,2011,20(3):81-84.
[3] 韩曙光,董战虎. 13MnNiMoNbR钢焊接[J].承德石油高等专科学校学报,2001,3(2):12-15.
[4] 李英.C 型转子式翻车机端环制造技术分析与探讨[J].有色设备,2011(4):44-47.
[5] 逯宏伟. 挖掘机回转平台焊接工艺改进[J].金属加工(热加工),2012(18):25-26.
AssemblingandWeldingTechnologyofFourLegPortalFrametoWallFrameTypeBucket-WheelStackerReclaimer
WANG Jing
(Industrial Technology Center, Chengde Petroleum College, Chengde067000, Hebei, China)
Portal frame, which is under bucket-wheel stacker reclaimer, is a large frame structure welded in different thickness steels. It can connect walking mechanism with upper units and sustain weight from upper units. So the assembling and welding quality of it will influence the safety of device. In this paper,reasonable assembling, welding technology and method of quality control for main unit in manufacture process to four leg portal frame were summed up according to the features of using and the structure of portal frame in a wall frame type bucket-wheel stacker reclaimer. Analysis has proved that the reasonable welding technology may control effectively the deformation of welding, ensure the quality of welding and can provide experience for the production of other device.
four leg portal frame; assembling technology; welding technology; quality control
2017-05-02
王晶(1978-),男,内蒙古呼和浩特人,讲师,硕士,主要从事焊接结构强度与焊接工艺评定方面的研究,E-mail:wangjing1953@qq.com。
TH237
A
1008-9446(2017)06-0039-05
