TNW700钛合金薄板TIG焊接头组织及性能
2018-01-04
(1.沈阳飞机工业(集团)有限公司, 沈阳 110034; 2.北京航空制造工程研究所,北京 100024; 3.塑性成形技术航空科技重点试验室, 北京 100024; 4.数字化塑性成形技术及装备北京重点试验室,北京 100024)
TNW700钛合金薄板TIG焊接头组织及性能
王畅1张涛2,3,4付明杰2,3,4蔡恒鑫1
(1.沈阳飞机工业(集团)有限公司, 沈阳 110034; 2.北京航空制造工程研究所,北京 100024; 3.塑性成形技术航空科技重点试验室, 北京 100024; 4.数字化塑性成形技术及装备北京重点试验室,北京 100024)
通过对0.8 mm厚的TNW700钛合金薄板进行对接氩弧焊(TIG),研究了焊缝接头的焊缝和热影响区组织及接头力学性能及硬度分布。结果表明,采用TIG焊的TNW700薄板可获得性能良好的焊接接头,焊缝组织主要由针状马氏体α′相组成,热影响区主要由α相及少量β相组成,组织存在不均匀性;焊缝的强度高于母材约15%、断后伸长率约为母材的54%;焊缝的硬度分布规律为:热影响区>焊缝中心>母材,热影响区存在较明显的硬化倾向。
TNW700氩弧焊显微组织力学性能硬度分布
0 序 言
高温钛合金以其高温力学性能优良而成为业内学者研究的一个重要方向,近年来国内外先后研制出IM834,Ti1100,BT36及Ti60,TNW700等多种牌号的高温钛合金[1-5]。其中,英国研制的IM834高温钛合金已应用于航空发动机Trent700 和EJ200的压力机转子[6-9],美国的Ti-1100 合金用于制造某型号飞机发动机的高压压气机轮盘和低压涡轮叶片。文献[10-12]也提及了Ti6242S,Ti1100在航空发动机高压压气机盘、高压叶片的少量应用记载。而国内研制的Ti55,Ti60等高温钛合金目前仅在压气机整体叶盘进行过试验摸索,尚未批量应用。高温钛合金较传统中低温使用的钛合金应用较少的重要原因是由于某些高温钛合金的高温塑性、焊接、界面扩散性能较差,其成形、焊接工艺窗口窄。通过常规的成形、焊接的工艺无法或不易将某些本身具有优良性能的高温钛合金制造成工程中实际应用的的零部件。因此,成形、焊接等工艺性能是考量材料实际可应用方面的重要因素。TNW700系近年由中科院金属研究所与宝钛集团有限公司联合研制出的一种近α态Ti-Al-Zr-Sn-Nb-W系多元强化型高温钛合金,其高温抗蠕变强度及高温抗氧化性能优良,成形性能较其他高温钛合金优异[13-15]。但其焊接性能尚不可知,目前未见关于该合金焊接组织及性能方面的相关报道。
文中采用惰性气体氩弧焊(Tungsten Inert Gas Arc Welding) 对TNW700薄板进行焊接,通过对焊接式样的拉伸性能测试及微观组织分析,研究了该合金的接头成形、焊缝组织、接头力学性能、断口形貌及显微硬度。分析了TNW700薄板的焊接工艺性能,为其工程应用提供参考及借鉴。
1 试验材料与方法
1.1 试验材料
试验用TNW700钛合金薄板为中国科学院金属研究所提供,厚度0.8 mm,显微组织如图1所示。采用3次真空自耗电炉熔炼,经过固溶及时效处理。该合金的显微组织以α态为主,在Al等α稳定元素的基础上加入少量的Nb及W,通过这两种同晶型高熔点β稳定元素的作用,形成高熔点化合物,以此提高合金的高温抗氧化性能和蠕变性能。同时利用中性元素Zr和Sn,在不影响合金热稳定性和热强性的基础上,使其保持一定的工艺性能,以利于工程应用。TNW700钛合金的化学成分见表1。

图1 TNW700薄板显微组织

AlSnZrWNbSiFeCNHOTi5.863.405.561.601.150.190.0360.100.040.0060.091余量
1.2 试验方法
试验前将厚度为0.8 mm的TNW700板材加工成150 mm×200 mm的矩形,端面打磨光滑后用体积分数为10∶1的HNO3(浓度65%)+HF(浓度40%)的混合溶液进行酸洗。采用HL1500型自动氩弧焊机对试片进行对接氩弧焊。焊接电压5.0~6.0 V,焊接电流32 A,焊接速度200 mm/min。对焊试片背面施以氩气保护,氩气流量5 L/min。焊接后对试样进行拉伸强度检验,拉伸检测标准为GB/T 2651—2008《焊接接头拉伸试验方法》。
由于焊接试件的焊缝强度未知,无法判断拉伸试样的断裂位置,因此,将焊后试样切割成图2中a,b两种形状,a的形状为常规的拉伸试样,如果焊缝强度低于母材,试样将断裂在焊缝位置,可以得出焊缝强度;但焊缝强度高于母材,则会断裂在母材一侧,得出母材强度。b试样的焊缝宽度小于母材宽度,因此试件最后易断裂在焊缝位置,得到焊缝的强度值。拉伸试样每种各3件。将焊缝余高打磨,使焊缝厚度与基体相同。采用Z100电子拉伸试验机进行拉伸试验;4XA型台式光学显微镜观测焊缝剖面显微组织,HXD-1000TMC/LCD数字式显微硬度计测试焊缝硬度。

图2 两种形状的焊接接头试样
2 试验结果与分析
2.1 接头显微组织
TNW700试样的焊缝剖面低倍形貌如图3所示,焊缝整体呈现现明显的晶粒粗大的现象。从剖光后的接头端面可以看出:焊后的板材连接良好,经X光检验也未见夹渣、气孔等内部缺陷。从试样剖面观察:其变化过程从母材→热影响区→焊缝中心,材料由原始细小晶粒的α态组织逐渐转变为粗大的针状马氏体组织。而且越到焊缝中心,粗大的马氏体组织越加明显。焊缝中心及热影响区的高倍显微组织如图4a,焊缝中心为针状马氏体组成的网篮组织,可以看到β柱状晶边界,在焊后自β相区在快冷过程中来不及转变成α相,而是通过β相中原子集体有规律的迁移实现切向相变,形成针状马氏体α′相。热影响区主要由α相及少量β相组成,这是因为热影响区的加热温度低,大都在β转变温度之下,β相并未发生转变。受焊缝熔合区及母材传热的影响,焊接过程中热影响区两侧存在明显的温度梯度,这使得合金中各元素的扩散速率不同,因此热影响区组织分布不均匀(图4b)。

图3 焊缝剖面低倍形貌

图4 焊接接头的显微组织
2.2 接头力学性能
焊后a、b试样的室温拉伸性能见表2,从断裂位置来看,a两种试样3件中有2件在母材处断裂,有1件在焊缝处断裂,b试样有1件在母材处断裂,2件在焊缝处断裂;从抗拉强度及屈服强度的结果上看,焊缝的抗拉强度比母材平均高出约136 MPa,高出母材12.7%;屈服强度较母材提高了约6%。焊缝的断后伸长率低于母材,约为母材的54%。这主要归因于熔池在快速冷却过程中生成了大量的针状马氏体,密集的界面组织对焊缝起到了强化效果。但强度提高的同时却损失了一部分塑性。这与铝合金及其它牌号的钛合金焊接后力学性能规律相似,即焊后的焊缝部位强度提高、塑性降低[16-17]。断裂部位的不同是因为a试样在静态拉伸载荷的作用下,强度较高的焊缝不易变形,而强度低的母材发生塑性形变,随着载荷的增加,母材产生缩颈直至断裂。b试样由于焊缝截面最小,总的抗拉强度小于两侧的母材,因而最终在焊缝处断裂。

表2 焊接试样的室温拉伸性能
2.3 焊缝断口形貌
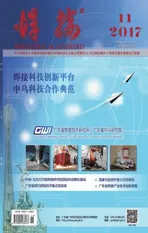
试样1,2,4号在焊缝处的断口形貌如图5所示,其断口呈现解理脆性断裂特征(图5a),可以初步判断其断裂形式倾向于脆性断裂;从更大的倍率观察断口,断口分布有细小的韧窝,但韧窝并无明显的拉长特征(图5b),同时鉴于试样断后伸长率均小于5%,可以判断焊接接头的断裂形式为解理非延性断裂,接头呈现强度高但塑性差的特点。
2.4 接头显微硬度分布
TNW700板材试样焊接接头的显微硬度分布如图5所示,焊缝硬度曲线从母材→热影响区→焊缝→热影响区→母材呈低→高→低→高→低双峰形态分布。焊缝的中心硬度高于母材,低于两侧的热影响区。母材的硬度均值为383 HV,焊缝硬度的均值为396 HV,而热影响区的均值为409 HV。由于在焊接过程中,熔融的液态组织经过保护气体的作用,冷却速度较快,熔池中心及熔池边界存在较大的温度梯度;熔池中心液态金属结晶成硬度较高的马氏体。热影响区虽然加热温度低于熔池中心,却明显高于母材。在焊接过程中由于快速过冷组织呈现淬化现象。焊缝硬度小于热影响区的原因可能是母材中的各个组元并未很好的融和,存在均匀未混合区。根据文献[18-19],高铝含量的钛合金快冷过程中易析出Ti-Al相组织;另外,由于合金中的W元素在迅速降低的温度梯度下扩散速率急剧降低,在靠近母材的热影响区形成富集。这两种情况均能引起组织显微硬度的明显提高。
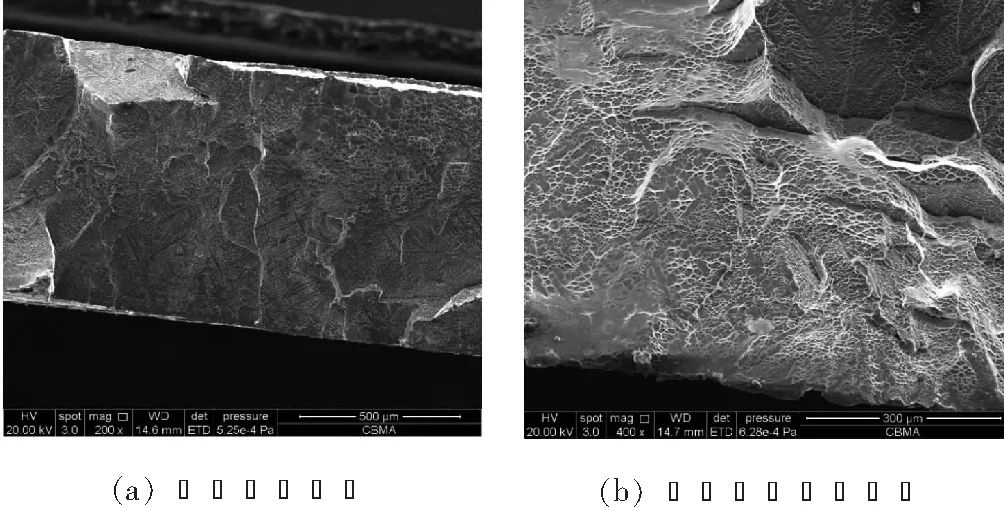
图5 焊缝断口形貌

图6 焊接接头的显微硬度分布
3 结 论
(1)TNW700钛合金薄板的TIG焊接工艺性较好,焊接试样呈现良好的力学性能。焊缝的抗拉强度高出母材12.7%,屈服强度高出母材6%。断后伸长率约为母材的54%。焊缝的断口形貌呈现解理性非延性断裂形式。
(2)TNW700的焊缝组织呈现晶粒粗大的特征,焊缝中心为针状马氏体α′相组成的网篮组织,热影响区主要由α相及少量β相组成,这是因为热影响区的加热温度低。同时,温度较低也造成了在不同位置合金中的多种元素扩散速率存在差异,因此热影响区的组织不均匀。
(3)氩弧焊焊缝硬度分步规律为:热影响区>焊缝>母材,硬度分布的结果表明:在快速冷却的情况下,焊缝及其周围组织呈现淬化现象,硬度均在母材的基础上明显升高,并且,热影响区的硬化倾向高于焊缝中心。
[1] 王清江,刘建荣,杨 锐. 高温钛合金的现状与前景[J]. 航空材料学报,2014,34(4):1-26.
[2] 侯金健,高强强,安晓婷. 国内外高温钛合金研究及应用的最新发展[J]. 热加工工艺,2014,43(10):11-15.
[3] 黄 旭,李臻熙,黄 浩. 高推重比航空发动机用新型高温钛合金研究进展[J]. 中国材料进展,2011,30(6):21-27,62-63.
[4] 左从进,李晋炜,余 伟,等. 高温钛合金Ti-55与Ti-60电子束焊接头力学性能[J]. 焊接学报,2011,32(4):103-106,118.
[5] 许国栋,王凤娥. 高温钛合金的发展和应用[J]. 稀有金属,2008,32(6):774-780.
[6] 付艳艳,宋月清,惠松骁,等. 航空用钛合金的研究与应用进展[J]. 稀有金属,2006,30(6):850-851.
[7] 许国栋,王凤娥. 高温钛合金的发展及应用[J]. 稀有金属,2008,32(6):774-777.
[8] 蔡建明,李臻熙,马济民,等. 航空发动机用600 ℃高温钛合金的研究与发展[J]. 材料导报,2005,19(1):50-51.
[9] 魏寿庸,石卫民,王鼎春,等. 600 ℃时高温钛合金(Ti60)的组织与力学性能[J]. 中国有色金属学报,2010,20(1):s801-s802.
[10] 陈 光. “遄达”1000发动机设计特点[J]. 航空发动机航空,2009,35(4): 1-4.
[11] 彭艳萍,曾凡昌,王俊杰,等. 国外航空钦合金的发展应用及其特点分析[J].材料工程,1997,25(10): 1-6.
[12] 张 涛,付明杰,韩秀全,等. TNW700高温钛合金薄板热弯曲性能[J].材料工程,2015,43(7):68-71.
[13] 刘宝胜,吴 为. TNW700钛合金热成形极限研究[J].锻压技术,2015,40(10):20-23.
[14] 付明杰,张 涛,韩秀全,等.TNW700高温钛合金板材超塑性研究[J].稀有金属,2016,40(1):1-7.
[15] 吴 巍,高洪明,程广福,等.细晶粒钛合金焊接接头粗晶区的精细结构[J].中国有色金属学报,2009,19(2):253-254.
[16] 李巧艳,罗 宇,王亚军,等. 5052 铝合金双光点激光焊接组织与性能[J].焊接学报,2007,28(12):106-107.
[17] 蔡建明, 郝孟一, 李学明,等. BT36 高温钛合金的成分特点及组织研究[J].材料工程,2000,28(2):10-12.
[18] 贾蔚菊, 曾卫东, 张尧武,等. 热处理对 Ti60 合金组织及性能的影响[J].中国有色金属学报,2010,20(11):2137-2138.
[19] 张会亮. 700 ℃短时用高温钛合金的组织性能研究[D].哈尔滨:哈尔滨工业大学硕士学位论文,2012.
TG444.74
2017-05-31
王 畅,1975年出生,大学本科,工程师。主要从事航电专业工作。