无磁钻具防磨处理技术
2018-01-04
(中石化胜利石油工程公司黄河钻井总公司管具公司,山东 东营 257000)
无磁钻具防磨处理技术
徐建飞张晓光
(中石化胜利石油工程公司黄河钻井总公司管具公司,山东 东营 257000)
通过对无磁钻具的性能特点、磨损机理及材质焊接性分析,选择了粉末等离子弧堆焊技术对无磁钻具进行表面防磨处理;并介绍了无磁钻具等离子堆焊工艺、操作技术及防磨层的探伤工艺。经武汉材料保护研究所的权威检验,堆焊耐磨层的相对磁导率为1.008 2,堆焊层硬度为HRC50至HRC55,堆焊层无晶间腐蚀。采用此技术对一根φ178 mm无磁钻铤和一根φ127 mm无磁承压钻杆进行等离子堆焊防磨处理,由中石油渤海钻探公司先后在苏里格油田进行了三口井钻井作业,完成了直井段、造斜段及水平段施工,累计井下作业时间568 h。
无磁钻具等离子弧堆焊防磨钻井石油
0 序 言
定向钻井常采用磁性测量井眼方向。无磁钻具(文中无磁钻具包括无磁钻铤及无磁承压钻杆)可以提供无磁环境,是定向井钻进不可缺少的钻具。随着钻探技术的发展,定向钻井的数量不断增加,无磁钻具的使用不断增加。由于无磁钻具材质相对常规钻具较软一些,耐磨性相对较差,因此无磁钻具的磨损较为严重。当其外径达不到标准所需的尺寸时,该无磁钻具就得进行报废处理,另外无磁钻具外径的缩小,导致连接螺纹的强度降低,从而出现螺纹断裂的现象;无磁钻具价格昂贵,为普通钻具价格的几倍至十几倍。因此对无磁钻具进行防磨处理,增加其耐磨性,可以延长无磁钻具的使用寿命,节约钻井成本。
1 无磁钻具的材质及磨损分析
由于磁性测量仪器在测量井眼的方向时,感应的是井眼的大地磁场,因此测量仪器必须位于一个无磁环境。然而在钻井过程中,常规钻具往往具有磁性,影响磁性测量仪器,不能得到正确的井眼轨迹测量信息数据。而无磁钻具由于其材质的特殊性,可以提供测量所需的无磁环境,图1是无磁钻铤的工作原理图,其上下的干扰磁场对测量仪器部位没有影响,保证了磁性测量仪器采集到的数据为真实大地的磁场信息。

图1 无磁钻具工作原理图
1.1 无磁钻具材质的化学成分
无磁钻具是采用磁导率很低的不锈合金钢制成的,常见的无磁钻具用材料带可以分为表1所示的几类。
1.2 无磁钻具材质的特殊性
根据国内石油天然气行业标准SY/T 5144—2013《钻铤》,无磁钻具材质必须满足以下性能要求:
(1)当磁场强度为(1×105/4π)A/m时,相对磁导率应小于1.010。
(2)沿内孔任意相距100 mm的磁感应强度梯度ΔB不应大于0.05 μT。
(3) 腐蚀性能要求:无磁钻铤材料不应存在晶间腐蚀开裂。
(4)力学性能较高,具体见表2。
1.3 无磁钻具的磨损分析
由于无磁钻具的衬质为不锈合金钢,组织为奥氏体,耐磨性要低于铁素体组织;同时无磁钻具的整体硬度相对较低(HRC 28~34),在与井壁的接触过程中磨损较大。另外,无磁钻具的使用频率较普通钻具要高,而且无磁钻具大多用于裸眼井段,因此无磁钻具的磨损速度要远高于普通钻具的磨损速度。

表1 无磁钻具使用材料

表2 无磁钻具力学性能
2 无磁钻具的焊接性分析
无磁钻具为无磁钢,焊接过程中易出现以下问题:焊接中氮的损失、焊接热裂纹、焊接气孔;焊接热影响区组织为奥氏体和少量分布在晶界上的δ-铁素体;随着焊接冷却速度的增大,HAZ中δ-铁素体的数量增加;随着焊接峰值温度停留时间增加,δ-铁素体的数量增加。
无磁钻具的性能特点要求奥氏体组织稳定,不发生马氏体相变。焊接时,焊缝组织需形成稳定的奥氏体,不得有马氏体组织,尤其是进行表面堆焊时,不得产生形变马氏体,因此焊接时要严格控制热输入和道(层)间温度;同时选择材质和焊接工艺时,要防止热裂纹的产生和碳化物的析出。最终得到的焊缝及热影响区不得产生晶间腐蚀,磁性满足无磁钻具行业标准要求。
3 无磁钻具防磨处理技术种类
常规钻具的防磨是采用焊接耐磨带技术,主要有粉末等离子喷焊和焊丝气体保护焊两种焊接方法。一般应用场合选取的焊接材料具有较大的磁性,且在焊接过程中也会有磁性的产生,因此采用常规的材质及焊接方法是无法满足使用要求。无磁钻具标准(SY/T 5144—2013)规定磁性很低,而且要求无晶间腐蚀。这样对防磨材质、焊接方法及焊接工艺的制定提出了更苛刻的要求。
目前,国外无磁钻具表面防磨处理技术多采用焊丝气体保护焊及粉末激光熔焊。其中焊丝气体保护焊多用于无磁钻具测量仪器的表面防磨处理上,表面处理层的硬度较低;粉末激光熔焊用于钻探用无磁钻具表面防磨处理上,表面防磨层硬度较高,但成本高。国内京东方通快公司进行了石油钻铤激光熔覆修复,其修复样品如图2所示;铁岭市奥通石油钻采公司可以进行无磁钻铤敷焊硬质合金(可能是激光修复);北京工业大学申请了用于激光熔覆的WC-FeNiCr无磁涂层发明专利。由于焊丝气体保护焊硬度低,难以满足钻探用无磁钻具使用需要,而粉末激光熔焊成本太高,难以进行推广使用,因此文中采用粉末等离子堆焊技术进行无磁钻具进行表面防磨处理。
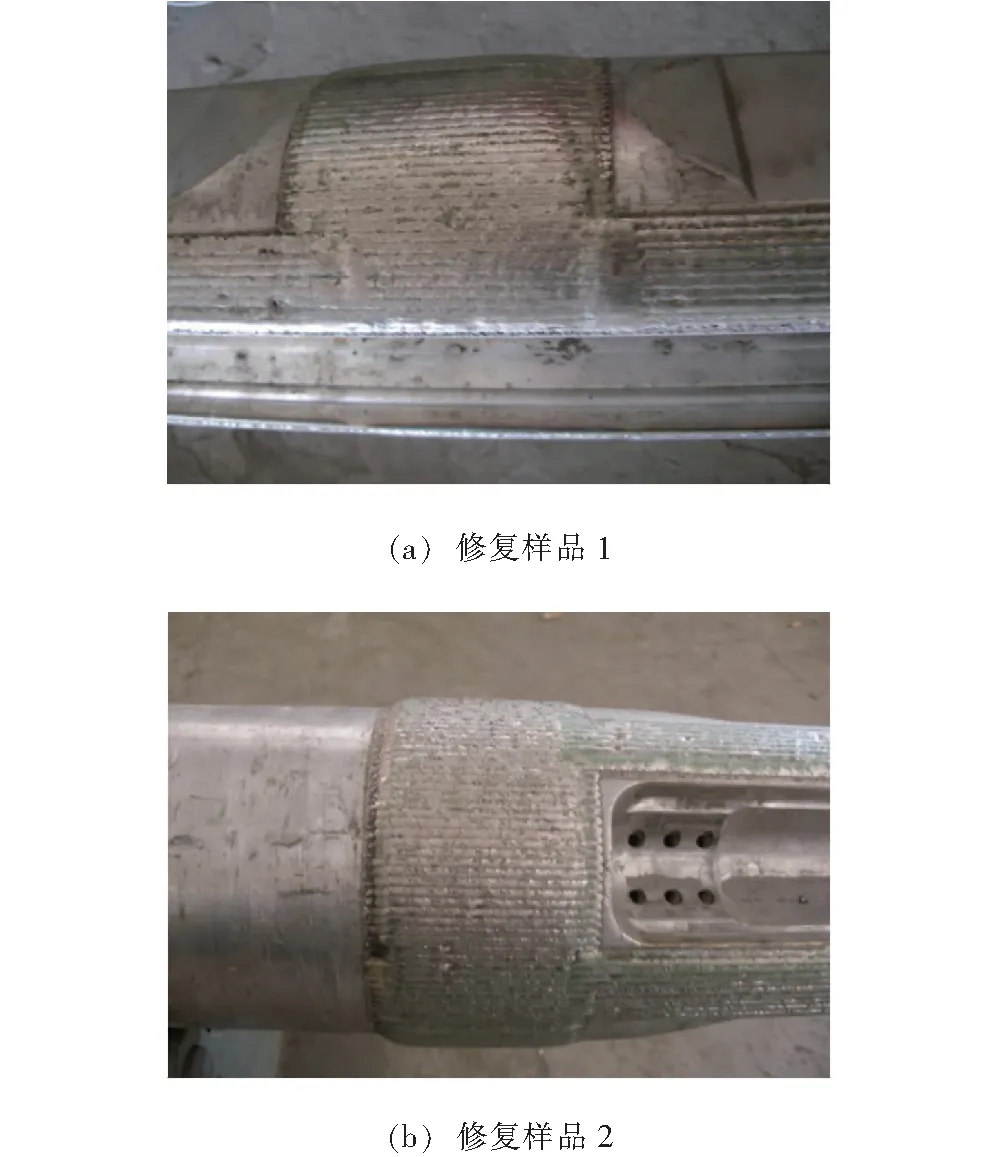
图2 无磁钻铤激光修复
4 无磁钻具等离子弧堆焊技术
4.1 粉末等离子弧堆焊技术
粉末等离子弧堆焊技术[1]是利用联合型等离子弧或转移型等离子弧为热源,以合金粉末作填充金属的一种堆焊工艺,等离子弧温度高、能量集中、燃烧稳定,能迅速而顺利地堆焊难熔材料;熔敷率高,稀释率低,堆焊层质量好;工艺过程稳定,易于实现机械化、自动化。粉末等离子堆焊一般采用直流正极性接法,焊接电源的负极接于钨极,正极接在工件上,堆焊层和母材金属之间可以形成很好的冶金结合。
4.2 无磁钻具堆焊粉末
无磁钻具堆焊粉末采用以钴基为主的自熔性合金粉末,成分主要有Co,Ni,C,Cu,B,Si,Fe等元素。它的机理是与母材高温熔化后形成碳化物硬质相、高硬质的硼化物相(CrB,Cr2B)和鱼骨状的共晶化合物相,晶相组织为奥氏体组织,因此堆焊层抗氧化、耐磨损、防腐蚀,而且磁性很低。该合金粉末的适用粒度为74~250 μm、硬度为HRC55以上、松装比≥4 g/cm3、流动性≤20 s/50 g,流动性能强,焊接性好。
4.3 无磁钻具等离子堆焊工艺
4.3.1焊前准备
(1)水路、电路、气路保持通畅,水位达到水箱的2/3,氩气输出压力为0.3 MPa左右,粉末输送正常。
(2)待焊无磁钻具夹持部位要求干净,并有金属光泽,焊接部位不得有泥土、油污和铁锈,尤其是起焊点必须有金属光泽。
(3)升降机构、夹持机构、移动机构运转正常。
(4)按照设备说明书的要求,将钨极打磨好,并安装在喷枪内,调整集中,按要求进行高频点火试验,及时对钨极进行调整。
4.3.2焊接
(1)将无磁钻具吊装、无磁钻具接头传输至卡盘,并将其卡紧。
(2)将焊枪移至待焊位置,调整焊枪的高度、前后位置。
(3)将各焊接工艺参数设置好。
(4)启动焊接按钮,进行焊接操作。焊接时观察焊接熔池和焊缝成型,并及时对焊接工艺参数进行调整。
(5)堆焊工艺参数见表3,其中等离子气和送粉气均为氩气。
4.3.3焊后保温
焊接完毕,及时对焊接区域进行保温,保温时间夏天不少于8 h,冬天不少于12 h。

表3 无磁钻具粉末等离子堆焊工艺参数
4.4 无磁钻具防磨层探伤检验工艺
4.4.1着色渗透探伤
对无磁钻具防磨层,首先采用着色渗透探伤,探伤范围为整体无磁钻具喷焊层及两边热影响区30 mm范围。裂纹宽度采用塞尺检验。裂纹判定标准如下:
(1)周向裂纹超过50 mm或裂纹宽度大于0.3 mm时,该无磁钻具堆焊层必须全部车削。
(2)与无磁钻具轴线角度超过45°的斜向裂纹,当裂纹宽度大于0.3 mm 或裂纹长度超过75 mm时,该无磁钻具喷焊层必须全部车削。
(3)面积大于25 mm2封闭裂纹必须车削,重新焊接。
4.4.2超声探伤
磁粉探伤时,发现有周向或超过45°的斜向裂纹,但长度小于上述要求时,必须采用超声再次进行探伤。标准试块为CSK-ⅢA试块,对比试块如图3所示。
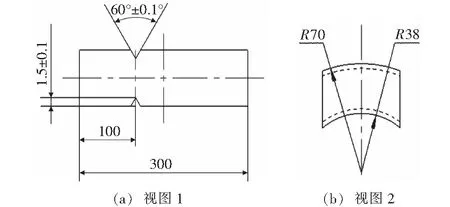
图3 对比试块
(1)采用对比试块制作出定量线,在定量线的基础上增加3 dB 和减少5 dB分别制作出判定线及评定线。
(2)当超声探伤发现有超出判定线的缺陷,并且长度超过10 mm时,该处无磁钻具喷焊层必须进行车削。其余情况则视为合格。
5 无磁钻具防磨层检验
采用粉末等离子堆焊技术,将研制的新型无磁防磨粉未堆焊到无磁钻具表面形成耐磨层,首先对现堆焊层进行无损探伤检测,未发现裂纹、气孔等焊接缺陷。再经中国机械研究院武汉材料保护研究所按照SY/T 5144—2013《钻铤》标准对堆焊部位进行检测,堆焊部位相对磁导率为1.008 2,堆焊层硬度为HRC50~55,堆焊层无晶间腐蚀。
6 现场应用
采用粉末等离子堆焊技术对多根无磁钻具进行了表面防磨处理,在胜利油区和长庆苏里格油区进行了现场应用(图4),其中对中石油渤海钻探公司的一根φ178 mm无磁钻铤和一根φ127 mm无磁承压钻杆进行等离子堆焊防磨处理,先后苏里格油田进行了三口井钻井作业,完成了直井段、造斜段及水平段施工,累计井下作业时间568 h。

图4 现场使用情况
7 结 论
(1)对无磁钻具进行局部加厚防磨处理,可减少无磁钻具的磨损,提高其使用寿命。
(2)粉末等离子堆焊技术可应用于无磁钻具防磨领域,通过选择合理的粉末,匹配相应的焊接工艺,耐磨层可满足无磁钻具各项性能要求。
(3)目前国内各大小油田均有大量的无磁钻具先期磨损严重,因此该项技术具有广阔的推广前景。
[1] 中国工程学会焊接学会.焊接手册.焊接方法及设备:第1卷 [M].北京:机械工业出版社,2001.
TG455
2017-05-31
徐建飞,1975年出生,高级工程师。主要从事钻具防磨处理及新型钻井工具研究工作。