镁/钛异种合金焊接的研究现状与展望
2018-01-04珍珍
,2 ,2 珍珍
(1.哈尔滨工业大学(威海) 山东省特种焊接技术重点实验室,山东 威海 264209;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;3.机械科学研究院 哈尔滨焊接研究院有限公司,哈尔滨 150028)
镁/钛异种合金焊接的研究现状与展望
张泽群1张凯平1檀财旺1,2周利1,2周珍珍3
(1.哈尔滨工业大学(威海) 山东省特种焊接技术重点实验室,山东 威海 264209;2.哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;3.机械科学研究院 哈尔滨焊接研究院有限公司,哈尔滨 150028)
对近年来镁/钛异种合金焊接的研究发展现状进行了综述,针对熔点差别大、非互溶不反应的镁/钛焊接,采用非传统的特种焊接方法辅以合金元素的界面改善是实现二者可靠连接的关键。界面冶金结合的调控是提高接头力学性能的核心之处。以激光焊、瞬时液相扩散焊等焊接方法分类阐述了镁/钛焊接研究的最新进展,并对镁/钛焊接的后续研究进行展望。
镁/钛异种合金焊接方法合金元素界面反应
0 序 言
轻量化复合结构件的使用使得多种材料实现优势互补,满足特定使用要求,目前该方面的研究受到广泛关注。其中,镁合金具有低密度、高比强度、可铸性好以及循环利用率高等优点,被广泛应用于汽车、船舶、航空航天等领域[1];钛合金具有比强度高、比刚度高、抗氧化、耐腐蚀性能优越等优点,被誉为“空间金属”及“深海金属”[2]。随着众多工业分支朝着轻量化方向发展,利用焊接手段实现镁合金与钛合金可靠连接使其实现优势互补具有重要的研究意义和应用前景。
镁合金与钛合金的连接受到二者之间性质差异的制约。镁/钛之间熔点差别较大(镁:649 ℃,钛:1 668 ℃),同时镁的低沸点(1 090 ℃)导致二者很难同时处于熔融态,镁和钛在液态下基本不互溶且不发生冶金反应。因此,利用传统的熔焊工艺实现镁/钛合金之间的可靠焊接具有一定的难度。
解决镁合金与钛合金焊接问题的关键主要在于两点:第一,采用特种焊接手段,如瞬时液相扩散焊(TLP)、激光焊、搅拌摩擦焊等,即便是弧焊也采用冷金属过渡技术(CMT)或者超声辅助等优化手段;第二,利用添加其他合金元素对镁/钛异种合金焊接时冶金反应进行调控。更多时候研究者将特种焊接手段与添加其他元素相结合来解决镁/钛异种合金焊接问题。因此,文中从焊接方法分类介绍镁/钛异种合金焊接技术在国内外的发展现状,并进一步分析了镁/钛焊接的发展方向。
1 镁/钛的电弧焊
1.1 冷金属过渡技术
镁合金与钛合金焊接时引起镁合金烧损蒸发而导致接头性能下降的重要原因是焊接方法控制热输入量的局限性。Fronius公司在2004年展出的冷金属过渡技术(CMT)通过反馈的控制系统将送丝运动与熔滴过渡结合起来,实现了无飞溅的焊接过程,是一种控制焊接热输入的新型弧焊方法,特别对于薄板的焊接具有一定优势[3-4]。因此,利用CMT焊接方法较为可行。兰州理工大学R.Cao等人[5]利用CMT技术实现了TA2钛与AZ31B镁合金的熔钎焊连接。研究发现,搭配AZ61镁合金焊丝条件下,镁上钛下的搭接形式具有更高的接头强度,两种接头截面形貌如图1所示。微观分析认为,在钎接面处形成包括Ti3Al,Mg17Al12,Mg0.97Zn0.03在内的多组元化合物层;同时发现存在于镁合金母材及焊丝中的Al,Zn元素在界面产生扩散行为,认为其是促成接头可靠连接的重要因素。
兰州理工大学的王涛[6]做了基于CMT技术下镁/钛焊接性的研究。分别利用AZ61和AZ92镁合金焊丝实现了镁/钛间的CMT熔钎焊连接,研究了不同搭接形式、焊丝及CMT程序下焊接的工艺特性,可发现镁上钛下形式及AZ61焊丝,并采用非一元线性CMT程序形成的接头强度较高。接头也分为镁合金一侧熔合区及钛合金一侧钎焊界面,微观分析发现:熔合区主要由α-Mg,Mg17Al12、弥散颗粒状分布Mg17Al(Zn)12及Mg0.97Zn0.03组成。而在钛合金侧钎接面主要存在Ti3Al,Mg17Al12化合物。

图1 不同搭接形式的镁/钛CMT接头截面
此外,王岑等人[7]利用有限元模型模拟了镁/钛异种金属CMT焊接的温度场,研究发现CMT条件下镁/钛两侧温度场分布不对称,镁侧升温快,降温也快;送丝速度对接头成形有重要影响,作者认为随着送丝速度提高,焊接热输入增加,界面处钛的反应量增加。
1.2 超声波辅助TIG
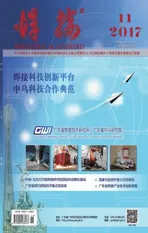
C.Xu等人[8]在未使用超声波对TIG焊进行辅助时,发现镁/钛连接存在熔合区晶粒粗大现象,作者的研究中有的接头断裂路径沿熔合区内部,说明镁侧熔合区晶粒粗大制约着镁/钛接头的强度。对此,C.Xu等人[9]又进行了有超声辅助TIG(U-TIG)镁/钛熔钎焊研究,微观分析发现:当超声波功率为1.2 kW时,界面附近镁合金一侧熔合区的α-Mg柱状晶晶粒尺寸由未加超声时的200 μm降低至50 μm(如图2所示)此时的接头强度也达到最高且接头断裂在镁母材处。说明超声作为一种外加能量的引入可以改变焊接熔池结晶的固有模式,达到细化晶粒的效果。此外,作者又研究了U-TIG镁/钛熔钎焊接头的抗腐蚀性能[10],认为U-TIG下的接头抗腐蚀性良好归因于两点:Mg(OH)2保护层形成趋势的促进以及Mg(OH)2保护层与原始镁合金表面协调性的促进。
为进一步改善焊接效果,Chuan Xu等人[11]对TIG熔钎焊后的镁/钛接头进行高能喷丸(HESP)处理,采用不锈钢喷丸并配以合适的工艺参数时,优化的表面成形、残余压应力、细晶强化及形变强化使得接头强度较未喷丸时提高了24.5%,但通过EDS线扫描及微观分析发现,虽然界面处存在Mg/Ti扩散层,但喷丸处理对于界面处的组织改善及反应层的影响不明显。
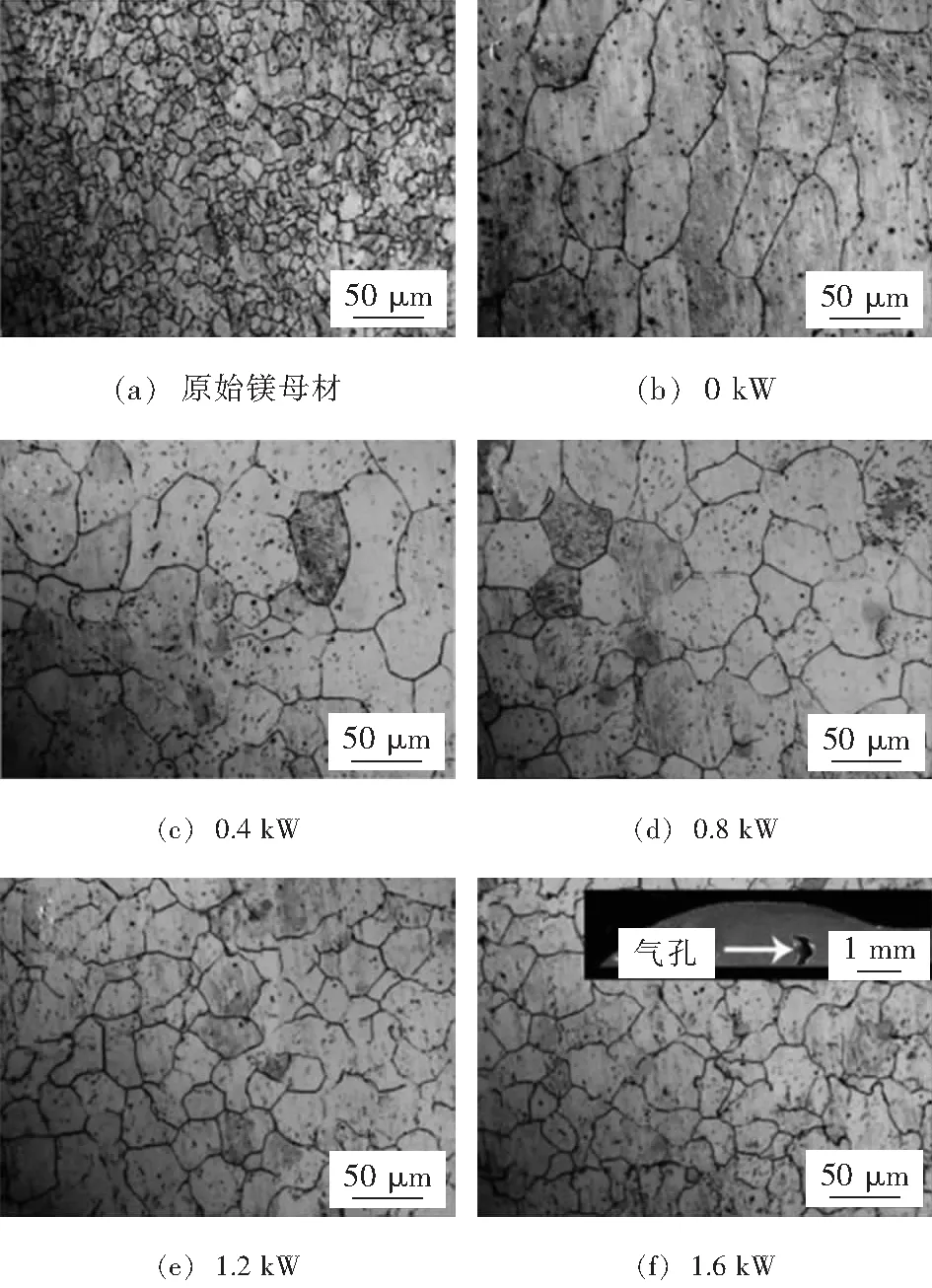
图2 镁/钛超声辅助TIG不同声波功率镁合金一侧晶粒形貌
2 镁/钛的瞬时液相扩散焊
瞬时液相扩散焊(TLP)可以以压力和较低温度作为金属间连接的主要动力,并添加其他较低熔点的中间层促进扩散,因此在焊接镁/钛异种合金时,可以在有效防止镁合金烧损蒸发严重的同时添加其他合金元素调整界面反应。西北工业大学的熊江涛等人[12]于2006年做了关于镁/钛合金TLP连接的相关研究,利用纯Al中间层在适宜工艺参数下实现了AZ31B与Ti-6Al-4V的可靠连接,研究发现保温温度影响到界面处Al元素含量峰值出现位置,认为保温时间对于界面反应有很大的影响。
Anas M. Atieh等人[13]在Ti-6Al-4V钛合金电镀Ni以作为中间层实现了AZ31镁合金与Ti-6Al-4V钛合金的TLP连接,在焊接温度520 ℃、保温时间20 min和压力0.2 MPa条件下可以得到最大抗拉强度接头(61 MPa),达到镁合金母材强度的50%。分析发现,在不同的界面处接头的连接机制不同:Ni-Ti界面一侧发生固态扩散;而Ni-Mg界面一侧发生熔融态的相互扩散。为了进一步研究Ni及Cu元素在镁钛合金焊接中的调控作用,Anas M. Atieh等人[14]又在钛合金上电镀的Ni层的基础上,弥散分布Cu及Ni纳米颗粒进行镁/钛间的TLP连接,发现在单独使用铜纳米粒子时效果最好,接头强度达到69 MPa,比仅使用Ni镀层时提高了15%。三种不同粒子模式下的接头界面微观形貌如图3所示。分析认为,不同弥散纳米粒子的介入在TLP连接镁/钛合金时会影响到界面层厚度以及界面化合物的种类,在单独添加Ni粒子时形成Mg2Ni及Mg3AlNi2,而单独添加Cu粒子可以使得接头区宽度显著减小,同时在界面形成金属间化合物变为CuMg2及Mg2Cu6Al5。

图3 不同粒子模式下镁/钛TLP接头界面形貌
西安科技大学的秦倩[15]研究了利用纯Ni箔、Cu箔、Al箔作为中间层的镁/钛TLP连接。采用不同金属箔时镁/钛界面的显微结构均表现出层状分布,使用Al箔时在540 ℃,20 min参数下接头强度最高达到71 MPa,此时断口分析表明断裂方式为韧性断裂,界面处从钛侧至镁侧形成α-Ti 固溶体、Ti3Al 化合物、(α-Mg+Mg2Al)共晶组织及少量 Mg17Al12化合物。而采用Ni箔、Cu箔时接头断裂均有脆断倾向。
陈建萍等人[16]主要针对添加Ni箔中间层的形式研究了镁/钛合金TLP连接接头微观组织及力学性能,焊接温度为525 ℃、保温时间为20 min、焊接压力为0.2 MPa时,镁/钛接头达到最大剪切强度 57 MPa,在接头界面处发现有Mg2Ni及Mg3AlNi2化合物生成。
3 镁/钛的摩擦焊
TWI于1991年开发的搅拌摩擦焊技术(FSW)主要依靠搅拌头与工件间的摩擦热以及对热塑化金属材料的搅拌作用实现原子扩散形成焊接接头,此种固相连接方式能够在一定程度上克服镁/钛间物理性质差异的同时实现界面元素扩散,因此对于镁/钛的焊接具有一定优势[17]。近些年,日本学者Masayuki Aonuma等针对镁/钛合金搅拌摩擦焊(FSW)开展了一系列的研究。首先作者研究了纯钛和AZ31镁合金搅拌摩擦焊的焊接性[18],通过改变搅拌头转速及位置实现了镁/钛的对接焊。微观分析显示在钛侧界面处生成了富Al的超薄层(2 μm),靠近界面处的钛母材组织产生加工硬化,接头抗拉强度可达156 MPa,接头断裂于搅拌区镁合金一侧。Masayuki Aonuma等人[19]又利用AZ31B,AZ61A,AZ91D三种含Al量不同的镁合金板分别与纯钛进行FSW焊接,以进一步探究Al元素对镁/钛FSW焊接接头界面组织的影响。三种接头界面元素分布如图4所示。Al元素向界面产生了不同程度的扩散,界面处富Al的Ti-Al化合物层厚度将随着镁母材中含Al量的增加而增加,而接头抗拉强度随着镁母材中含Al量的增加而下降。此外,Masayuki Aonuma等人[20]为抑制界面化合物的生成,利用AMCa602,AM60两种镁合金与纯钛进行FSW焊接,研究Ca元素的影响。研究发现:使用AM60母材时,界面生成TiAl3化合物层,而使用AMCa602母材时界面由含Ca化合物层及极薄的富Al,Ti化合物层组成。作者认为Ca在母材中的添加将导致Al2Ca化合物在镁母材一侧中生成,从而抑制了Al元素向界面扩散生成TiAl3的倾向,最终使得采用AMCa602母材与钛FSW焊接时在界面形成一层极薄的Al-Ti化合物层并使接头具有较好的力学性能。
此外,Li Ruidi等人[21]研究了镁合金管与钛合金管之间旋转摩擦焊过程中的生成热和原子扩散程度,作者认为,焊接过程中摩擦因数经过库伦摩擦与粘着摩擦两个阶段的变化,同时发现焊接过程中原子快速扩散行为,摩擦变形激活扩散系数大约是热激活扩散系数的1×105倍。

图4 不同镁合金时镁/钛FSW界面及线扫描
4 镁/钛的激光焊
镁/钛异种合金性质差异大,因此焊接接头的界面控制精度决定着焊接质量的高低。激光焊具有功率密度高度集中(一般可达1×105~1×107W/cm2或更高)、加热冷却迅速的特点,可以实现焊接过程的精确可控,通过改变工艺参数显著调整界面反应特性,在一定程度上制约镁合金的烧损蒸发,往往配合其他元素的调控,对于镁/钛异种合金焊接有特殊的效果。华中科技大学的M.Gao等人[22]利用添加镁合金焊丝以补充焊接过程中镁母材的烧损,从而实现了Ti-6Al-4V钛合金与AZ31B镁合金的激光对接焊,当激光束中心由对接缝偏向镁合金一侧0.2 mm时强度最高达到200.3 MPa。微观分析发现,熔合区内存在的富Al及Ti的结构归因于熔融钛与液态镁的混合,较高强度接头的界面反应层由α-Mg固溶体及Mg-Al相组成,EDS线扫描显示Al元素向界面处扩散并在镁/钛界面反应中扮演重要调控角色。此外,M.Gao等人[23]又采用激光深熔焊方式利用母材中自身的合金元素实现了不等厚板镁/钛异种合金的连接。其获得镁/钛激光焊接头截面宏观形貌如图5所示,试验重点研究了激光偏移量对于接头强度的影响。研究发现,当激光功率、焊接速度、离焦量分别固定在2.5 kW,2.5 m/min,-1 mm时,激光束中心由对接缝偏向镁合金一侧0.3 mm时接头具有最高强度达到277 MPa。微观分析发现:在熔合区有条状及颗粒状的富Ti相化合物,其形成归因于熔融态钛合金与镁合金的混合;当激光偏移至镁侧小于0.4 mm时,热输入量足以熔化钛合金,在反应层中可以发现Mg17Al12相,证明钛合金中的Al元素向镁合金一侧发生了扩散并与Mg反应。
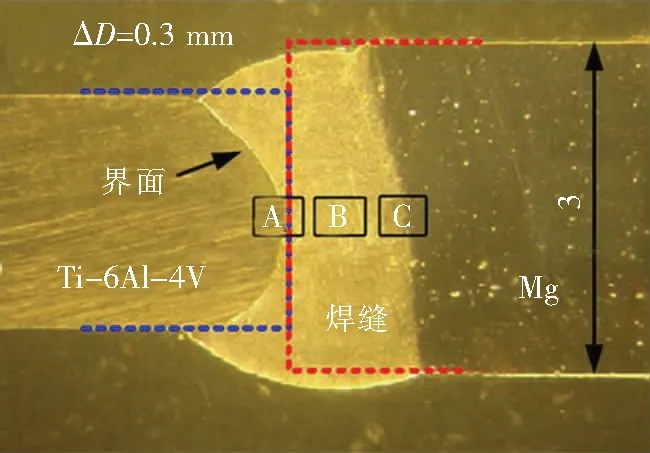
图5 镁/钛不等厚板激光深熔焊接头截面形貌
通过相图及结合前期研究可知[24-25],Al元素在镁/钛合金的焊接过程中扮演重要的调控角色,Al元素可以和镁侧形成较大比分的互溶,也可以和钛侧形成扩散反应层。近年来,有研究者通过添加Al元素实现镁/钛激光焊。Xinbin Hu等人[26]利用纯Al焊丝做了镁/钛激光熔钎焊的研究,微观分析发现整个接头区域分为镁合金侧、反应区、钛合金侧三区域。在反应区与钛合金界面出现了网状组织以及孔洞状组织并形成厚度仅为1~2 μm的化合物层,EDS显示其主要含有元素为Mg,Al,Zn。檀财旺等人[27-29]利用Al元素含量高于AZ31B镁合金母材的AZ91镁合金焊丝进行了镁/钛合金激光熔钎焊的研究。在多次试验改变不同参数条件下,搭接接头的强度相比较于使用与镁合金母材成分相同的AZ31焊丝时有了很大提高,最高达到2 057 N,而使用含Al量较低的镁AZ31焊丝时接头平均强度仅为1 049±227 N。微观分析显示,使用AZ91焊丝时在接头熔合区与钛合金的钎焊界面处形成明显的连续反应层,如图6所示。图7所示的EDS线扫描说明Al元素在焊接过程中明显地向界面处产生了扩散,利用选区电子衍射(SAED)分析手段对反应层进行物相鉴定,其结果如图8所示为Ti3Al相,这与CMT焊接的界面反应产物一致。分析认为较薄的反应层有助于提高镁/钛异种合金接头的连接强度。檀财旺等人[30]还利用预置Al夹层的方式在镁/钛合金激光焊接过程中添加Al元素,同样发现在激光直接辐照区域形成了Ti3Al相。
檀财旺等人[31]针对镁/钛激光熔钎焊中Al元素的行为做了热力学分析,依托Miedema二元热力学模型及Toop三元热力学模型发现,在界面处Al-Ti化合物具有更高的析出驱动力,Al在Ti侧化学势较低,在界面处可实现上坡扩散。
图6 镁/钛激光熔钎焊接头界面形貌

图7 镁/钛激光熔钎焊界面线扫描

图8 镁/钛激光熔钎焊反应层SAED分析
此外,檀财旺等人[32]还在钛合金板材上预先电镀Ni,以AZ92镁合金为焊丝进行镁/钛激光熔钎焊研究同时添加Ni及Al元素时对镁/钛激光焊接的影响。试验发现,镀Ni层极大提高了熔融焊丝在钛板上的铺展润湿性,使搭接接头强度大幅提高,最大达2 387 N,为AZ31B镁合金母材的88.5%。搭接接头截面被分为激光直接辐照区、中间过渡区以及焊缝头部区,在不同激光功率下各区内的Al,Ni元素发生不同程度的扩散并形成不同的微观组织结构。EDS线扫描显示在界面处有Al,Ni元素的扩散区,作者认为,激光加热及冷却过程中在直接辐照区形成了Ti3Al,而在中间过渡区形成了Ni-Al相。
5 镁/钛的其他焊接方法
太原理工大学的武佳琪[33]研究了镁/钛的爆炸焊,作者利用爆炸焊制备了镁/钛复合板及镁/铝/钛复合板,对镁/钛复合板界面分析显示:镁合金侧及钛合金侧都产生剧烈塑性变形,并在镁合金一侧发现绝热剪切带。对镁/铝/钛复合板界面分析显示:镁/铝及钛/铝界面均发生元素扩散,认为Al元素在界面具有一定调整作用。
Patchara Pripanapong等人[34]利用一种新焊接手段——放电等离子体烧结(SPS)实现了镁/钛间的可靠连接,同样发现Al元素在界面处扩散并形成纳米级别的Ti3Al 反应层,同时发现Ti3Al 反应层的存在将减缓镁/钛界面的表面电势的突变程度,从而提高了接头抗电化学腐蚀能力。
大连理工大学的Daxin Ren等人[35]实现了镁/钛异种合金超声波点焊(USW)连接,在一定工艺范围内(焊接时间<800 ms),随着超声能量增加(即焊接时间延长),接头强度整体表现上升趋势。显微观察及界面EDS线扫描、EBSD测试(图9)均未发现界面生成明显反应层,分析认为这归因于USW的极低热输入。同样地,由于超声波能量在液相金属凝固过程中的特殊作用,在界面处镁合金一侧发现显著的晶粒细化。作者认为,焊接过程中液相镁合金中的Al元素在USW焊接镁/钛异种合金时起到重要调控作用。
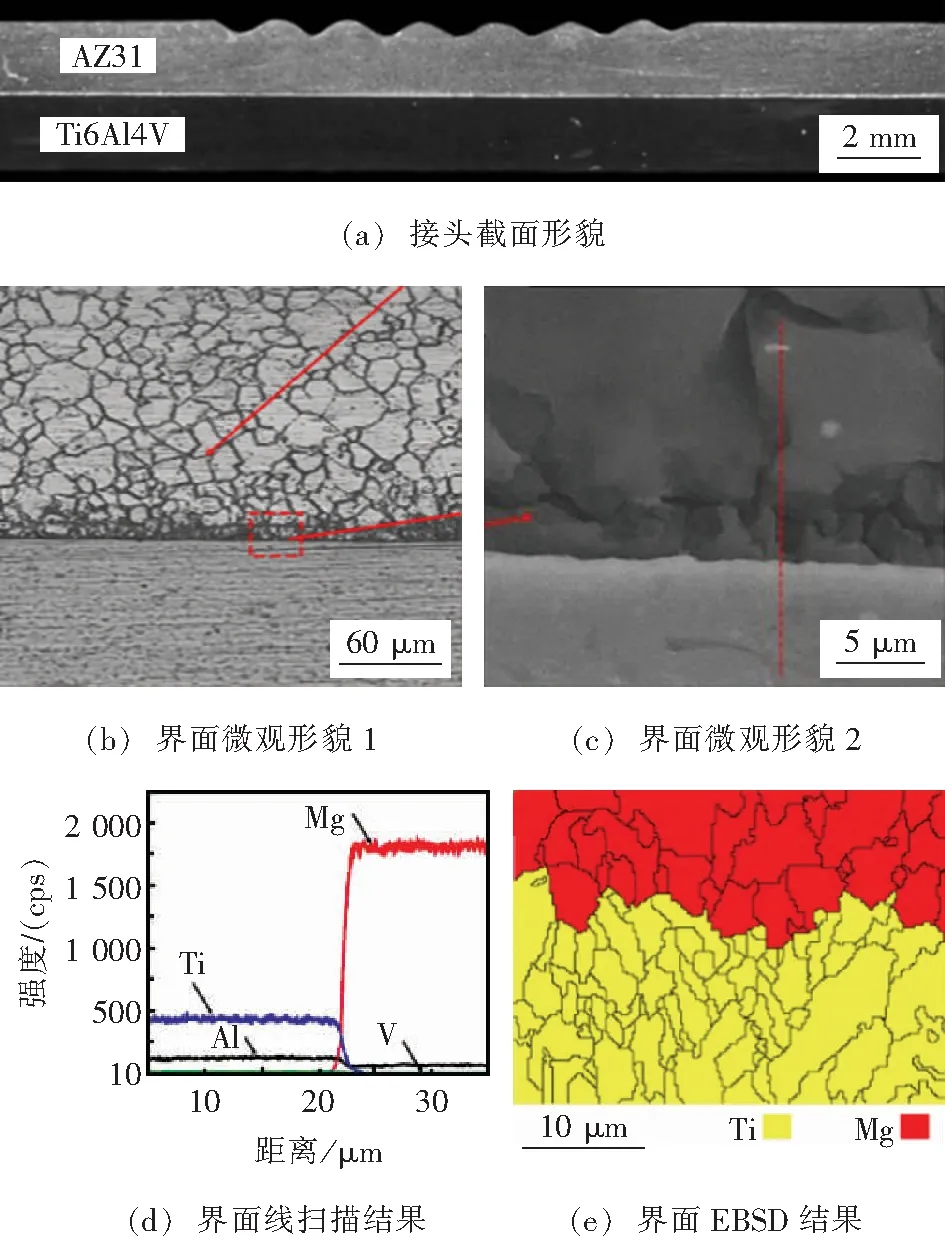
图9 镁/钛超声波点焊接头界面分析
6 镁/钛异种合金焊接技术的展望
镁合金及钛合金都是具有广阔发展前景的新时代合金材料,镁/钛异种合金焊接的研究尚处于初期阶段,但对于该方向的研究已取得了一定的进展,特别是针对镁/钛合金间特殊的性质差异,应用多类特种焊接手段配合其他元素调整界面反应使镁/钛实现了可靠连接。
但是,镁/钛异种合金的焊接仍然存在许多问题亟待解决:第一,对镁/钛焊接界面反应以及界面金属间化合物层成核及生长的控制研究不足,当前的研究大多以添加镀层等简单方式改善界面反应,虽可经过探索试验得到较为合适的界面产物及厚度,但未对界面层的厚度、成分等进行预先的精确的控制,难以进一步优化接头性能,需寻找更加精确定量的控制方法调整界面反应。第二,对镁/钛界面反应、填充金属在母材上的润湿铺展以及化合物形成机制的热力学与动力学研究较少,未形成系统理论,加强对这些方面的研究将有助于对镁/钛连接机理的深入解释,从而得到更佳焊接方案。第三,工艺及设备方面,对于热输入及热源特性的控制研究较少,更加精确可控的焊接热输入对于镁/钛这类性质差异大的异种金属焊接具有重要意义,但是当前仅限于利用已有的各类焊接热源进行焊接,而鲜有对热源进一步施加控制的研究。第四,虽然镁/钛异种金属连接具有广阔应用前景,但是当前其到达较大规模的实际工程应用仍有较长距离,其归因于中间元素的添加或TLP等方法往往带来生产效率低的问题,而如激光焊等焊接方法生产成本也较高。因此,对上述问题的解决将有助于镁/钛焊接研究及应用的进一步发展。
[1] Kulekci M K. Magnesium and its alloys applications in automotive industry[J]. International Journal of Advanced Manufacturing Technology,2008,39(9-10):851-865.
[2] Leyens C,Peters M. Titanium alloys for aerospace applications[M]. Titanium and Titanium Alloys: Fundamentals and Applications, Wiley,2005.
[3] Schierl A. The CMT-process-a revolution in welding thchnology[J]. Welding in the World,2005,49(9):38
[4] 贾剑平,毕凯强,刘 丹,等. 冷金属过渡技术的研究现状与展望[J]. 热加工工艺,2015(1):6-8.
[5] Cao R,Wang T,Wang C,et al. Cold metal transfer welding-brazing of pure titanium TA2 to magnesium alloy AZ31B[J]. Journal of Alloys and Compounds,2014,605(14):12-20.
[6] 王 涛. 镁/钛异种金属冷金属过渡技术(CMT)焊接性研究[D]. 兰州:兰州理工大学硕士学位论文,2013.
[7] 王 岑,曹 睿,林巧力,等. 镁/钛异种金属冷金属过渡焊接的温度场模拟[J]. 焊接学报,2015,36(4):17-20.
[8] Xu C,Sheng G M,Deng Y Q,et al. Microstructure and mechanical properties of tungsten inert gas welded-brazed Mg/Ti lap joints[J]. Science and Technology of Welding and Joining,2014,19(5):443-450.
[9] Xu C,Sheng G,Wang H,et al. Reinforcement of Mg/Ti joints using ultrasonic assisted tungsten inert gas welding-brazing technology[J]. Science and Technology of Welding and Joining,2014,19(8):703-707.
[10] Xu C,Sheng G,Cao X,et al. Evolution of microstructure,mechanical properties and corrosion resistance of ultrasonic assisted welded-brazed Mg/Ti joint[J]. Journal of Materials Science and Technology,2016(12):1253-1259.
[11] Xu C,Sheng G,Wang H,et al. Effect of high energy shot peening on the microstructure and mechanical properties of Mg/Ti joints[J]. Journal of Alloys and Compounds,2016.
[12] 熊江涛,张赋升,李京龙,等. 镁合金与钛合金的瞬间液相扩散焊[J]. 稀有金属材料与工程,2006,35(10):1677-1680.
[13] Atieh A M,Khan T I. TLP bonding of Ti-6Al-4V and Mg-AZ31 alloys using pure Ni electro-deposited coats[J]. Journal of Materials Processing Technology,2014,214(12):3158-3168.
[14] Atieh A M,Khan T I. Application of Ni and Cu nanoparticles in transient liquid phase (TLP) bonding of Ti-6Al-4V and Mg-AZ31 alloys[J]. Journal of Materials Science,2014,49(22):7648-7658.
[15] 秦 倩. 镁-钛异种材料的瞬间液相扩散连接[D]. 西安:西安科技大学硕士学位论文,2015.
[16] 陈建萍,葛 云. 瞬间液相扩散连接镁/镍/钛接头微观组织及力学性能研究[J]. 热加工工艺,2016(21):246-248.
[17] Uday M B,Fauzi M N A,Zuhailawati H,et al. Advances in friction welding process: a review[J]. Science and Technology of Welding and Joining,2010,15(7):534-558.
[18] Aonuma M,Tsumura T,Nakata K. Weldability of pure titanium and AZ31 magnesium alloy by friction stir welding[J]. Journal of Japan Institute of Light Metals,2007,57(57):112-118.
[19] Aonuma M,Nakata K. Effect of alloying elements on interface microstructure of Mg-Al-Zn magnesium alloys and titanium joint by friction stir welding[J]. Materials Science and Engineering B,2009,161(1-3):46-49.
[20] Aonuma M,Nakata K. Effect of calcium on intermetallic compound layer at interface of calcium added magnesium-aluminum alloy and titanium joint by friction stir welding[J]. Materials Science and Engineering B,2010,173(1-3):135-138.
[21] Li R,Li J,Xiong J,et al. Friction heat production and atom diffusion behaviors during Mg-Ti rotating friction welding process[J]. Transactions of Nonferrous Metals Society of China,2012,22(11): 2665-2671.
[22] Gao M,Wang Z M,Yan J,et al. Dissimilar Ti/Mg alloy butt welding by fibre laser with Mg filler wire-preliminary study[J]. Science and Technology of Welding and Joining,2013,16(6):488-496.
[23] Gao M,Wang Z M,Li X Y,et al. Laser keyhole welding of dissimilar Ti-6Al-4V titanium alloy to AZ31B magnesium alloy[J]. Metallurgical and Materials Transactions A,2012,43(1):163-172.
[24] 王 军,冯吉才. 镁铝异种金属焊接研究现状与进展[J]. 焊接,2007(9):15-19.
[25] 敬小军,王远荣,张巨鹏,等. 钛与铝异种金属连接的研究现状与进展[J]. 焊接,2013(12):10-15.
[26] Hu X,Li L,Zhou X,et al. Interface microstructure in laser welding-brazing of AZ31B/TC4 dissimilar alloys[J]. Advanced Materials Research,2014,881-883:1475-1478.
[27] Tan C,Song X,Chen B,et al. Enhanced interfacial reaction and mechanical properties of laser welded-brazed Mg/Ti joints with Al element from filler[J]. Materials Letters,2016,167:38-42.
[28] Tan C,Chen B,Meng S,et al. Microstructure and mechanical properties of laser welded-brazed Mg/Ti joints with AZ91 Mg based filler[J]. Materials and Design,2016(99):127-134.
[29] 檀财旺,张凯平,陈 波,等. 基于Al元素界面调控的镁/钛激光熔钎焊接特性[J]. 焊接学报,2016,37(5):57-60.
[30] 檀财旺,巩向涛,李俐群,等. 镁/钛异种金属预置Al夹层光纤激光熔钎焊接特性[J]. 中国激光,2015,42(1):106-113.
[31] 檀财旺,黄煜华,陈 波,等. 镁/钛激光熔钎焊界面微观结构与元素热力学行为分析[J]. 中国激光,2016(3):87-95.
[32] Tan C,Lu Q,Chen B,et al. Influence of laser power on microstructure and mechanical properties of laser welded-brazed Mg to Ni coated Ti alloys[J]. Optics and Laser Technology,2017(89):156-167.
[36] 武佳琪. 镁/钛异种金属爆炸焊接界面微观组织及性能的研究[D]. 太原:太原理工大学硕士学位论文,2015.
[34] Pripanapong P,Kariya S,Luangvaranunt T,et al. Corrosion behavior and strength of dissimilar bonding material between Ti and Mg alloys fabricated by spark plasma sintering[J]. Materials,2016,9(8):665.
[35] Ren D,Zhao K,Pan M,et al. Ultrasonic spot welding of magnesium alloy to titanium alloy[J]. Scripta Materialia,2017(126):58-62.
TG456
2017-06-21
国家自然科学基金资助项目(51504074);山东省自然科学基金资助项目(BS2015ZZ008)
张泽群,1993年出生,硕士研究生。主要研究方向为异种材料激光焊接。
檀财旺,1986年出生,博士,讲师。主要从事异种材料、特种材料、特种环境(水下)等方面的激光加工基础与应用研究,已发表论文20余篇。