改进真空回潮机主传动轴铜套结构
2018-01-03田明航杨孝春
田明航,杨孝春
(深圳烟草工业有限责任公司,广东深圳 518109)
改进真空回潮机主传动轴铜套结构
田明航,杨孝春
(深圳烟草工业有限责任公司,广东深圳 518109)
分析真空回潮机主传动轴铜套磨损原因,确定润滑不良是导致铜套更换频次高的主要原因。比较两种铜套自润滑方案,确定“穿孔式”自润滑铜套方案,并对“穿孔式”自润滑铜套进行结构设计及分析,利用有限元分析软件校核改进后铜套的结构强度,选取合适的润滑脂并进行效果验证。
铜套;自润滑;穿孔式;有限元;结构强度
10.16621/j.cnki.issn1001-0599.2017.10.37
0 引言
真空回潮机是片烟处理的第一道工序,主要功能是回透烟叶,提高烟叶的温度、水分,使烟叶变得柔软、松散,提高其柔韧性及耐加工性。利用高温杀死烟叶中的烟虫及虫卵,还可除去烟叶中的青杂气,同时改善烟叶的色泽。真空回潮机传动链条及传动轴位于真空机箱体内部,工作中伴有高温、高湿及负压,环境极其恶劣,重达3.6 t的物料通过传动链条输送至真空箱体内部,传动系统负荷较大。2016年上半年真空回潮机维修记录(图1)显示,70%为铜套磨损故障,铜套1~2周更换一次。
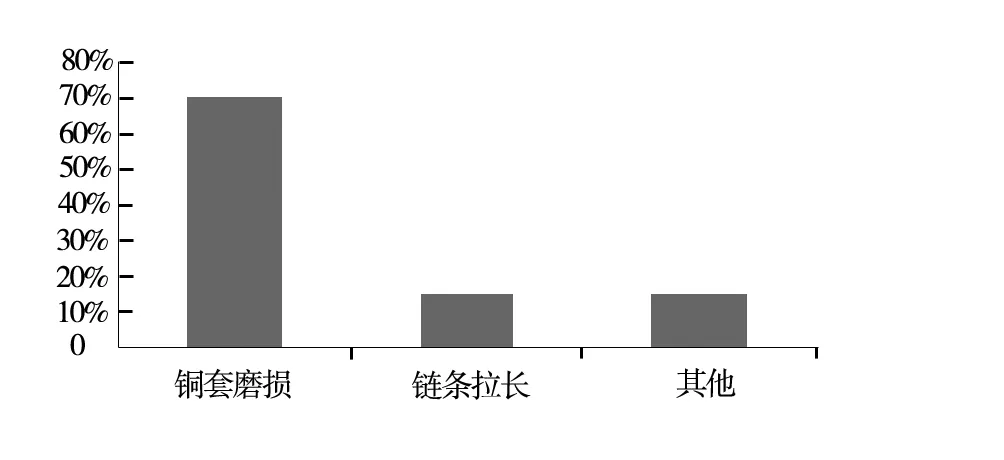
图1 真空回潮机2016年上半年故障分布
1 铜套磨损原因分析
铜套主要应用在低速、重载、机械负荷冲击较大的地方,它是滑动和转动机械使用的一种减少摩擦、同时又传递推力和起到支撑固定作用的部件,用在回转部位常称作滑动轴承。铜套本身质地较软,传动轴旋转时首先磨损铜套,对传动轴起到保护作用。真空回潮机链式传动系统不但低速、动载荷大,且内部伴有高温、高湿及负压,铜套内表面填充的润滑油在恶劣工况下快速消耗,常使轴与铜套间形成干摩状态,加速铜套的磨损(图2)。铜套润滑良好,才能延长铜套使用寿命。
2 铜套润滑方式的分析与确定
真空机链式输送传动系统铜套安装在轴承座内,铜套外圈与轴承座为过盈配合,轴穿入铜套内,轴与铜套内孔为间隙配合。在恶劣工况下,很难使用外部装置辅助加油润滑,真空机主传动自带一润滑油杯,不能很好地实现相关部件的润滑。因此,铜套的润滑只能通过本身自润滑方式解决。初选两种自润滑方式,分别为穿孔式和V槽式。
2.1 穿孔式自润滑铜套
穿孔式自润滑铜套,即在铜套侧壁钻若干错开排列的孔(图3),润滑油储存在孔内,轴转动时,储存在孔内的润滑油均匀涂抹在轴的表面,使轴与铜套之间形成油膜,轴与铜套不发生直接接触,以延长铜套的使用寿命。

图2 铜套磨损状态
2.2 V槽式自润滑铜套
V槽式自润滑铜套是在铜套内表面沿环向开数排V形槽(图4),润滑油储存在V形槽内部,轴转动时,V形槽内的润滑油涂抹在轴的表面,但远离V形槽的轴表面接触润滑油的概率会有所下降,甚至可能无法得到正常润滑。
通过分析对比两种自润滑铜套,确认穿孔式铜套润滑油能比较均匀地接触到轴表面,而V槽式可能存在润滑盲区。从加工难易度考虑,穿孔式铜套易于加工,而V槽式则相对困难,铜套属于易损件,易加工性,能提高效率,降低备件成本,因此穿孔式铜套明显优于V槽式。
3 穿孔式自润滑铜套结构设计及分析
穿孔式自润滑铜套即在原有铜套的基础上钻上若干个孔,孔内部储存润滑油。孔的大小及排列有一定要求,即要保证铜套内部储存足够的润滑油,也必须保证铜套的结构强度不受影响。假设铜套钻孔的半径为R,孔数为n,铜套壁厚为t,钻孔前铜套内圈面积为S,钻孔后铜套内圈损失的面积为S1,假定铜套内圈受力均匀为F,压强为P,则储油量用近似值用公式(1)表示;铜套内圈损失面积近似值用公式(2)表示;铜套内圈单位面积所承受的压强用公式(3)表示。

由公式(1)和(3)得公式(4)。

由公式(4)可知,穿孔式自润滑铜套的储油量与铜套单位面积所承受的压强成反比,即增加钻孔数量,铜套结构强度降低。
为保证铜套结构强度的稳定性,穿孔的分布采用轴对称式,即穿孔的排列沿铜套轴向对称,同时,为保证旋转轴润滑的均匀性,穿孔错开排列,实际加工中钻头有规定的尺寸,为保障加工的方便性,结合铜套本身结构尺寸,对铜套钻孔采用3—2—3排列,3孔4对,2孔4对,且轴对称,钻孔直径5 mm,见图3。结合公式(1)及图3可知,改进后穿孔式自润滑铜套储油量1962.5 mm3。
为确认改进后铜套的结构强度不受影响,利用有限元分析软件对改进前后铜套进行模拟分析,如图5所示,改进前后铜套应力应变分布未发生较大改变,满足强度要求。
4 润滑脂的选择
根据铜套的使用环境及低速重载的运行状态,查阅相关润滑手册及资料,确定选用红钼超PREMALUBE RED(高温复合铝基润滑脂)作为润滑脂。红钼超润滑脂具有极好的热可逆特性,优良的耐高温特性,突出的抗挤压特性,出色的抗磨损保护和良好的耐水性。

图3 穿孔式自润滑铜套

图4 V槽式自润滑铜套

图5 改进前后铜套应力应变分布
5 改进效果
改进后,2016年7月至2017年3月真空回潮机维修记录显示,真空机主传动轴铜套更换周期由改进前的1~2周延长至2个月左右,延长了真空回潮机的平稳运转时间。
[1]李培凤,王向东,路福明.颚式破碎机铜套的改进[J].矿山机械,2001(5):95-96.
[2]彭大炜,张世联.结构极限强度分析的三种有限元解法研究[J].中国海洋平台,2010(2):125-128.
[3]郭永刚.薛新茹,李来红,陈银年.铝基润滑脂的制备与性能研究[J].天然气与石油,2012(2):41-43.
[4]刘鸿文.材料力学[M].北京:高等教育出版社,1992.
TS43
B
〔编辑 李 波〕
