橡胶籽蛋白制备工艺的研究
2018-01-02胡传荣何东平
郭 雄,陈 玉, 胡传荣,2,何东平,2,*
1.武汉轻工大学食品科学与工程学院 (武汉 430023)2.国家粮食局粮油资源综合开发工程技术研究中心 (武汉 430023)
橡胶籽蛋白制备工艺的研究
郭 雄1,陈 玉1, 胡传荣1,2,何东平1,2,*
1.武汉轻工大学食品科学与工程学院 (武汉 430023)2.国家粮食局粮油资源综合开发工程技术研究中心 (武汉 430023)
以低温浸出橡胶籽粕为原料,通过超声波辅助提取橡胶籽粕中蛋白。在单因素实验结果的基础上,采用Box-Behnken响应面法实验设计,以橡胶籽粕中提取的粗蛋白的提取率为响应值,对其提取工艺参数进行优化。在提取时间为60 min时,橡胶籽蛋白最佳提取工艺为超声功率315 W、提取温度48 ℃、液料比16∶1 (mL/g)、碱溶pH 10,然后在pH值为4.5进行酸沉沉淀,此条件下橡胶籽粕蛋白质的提取率达76%。
橡胶籽蛋白;超声波辅助;制备工艺
橡胶籽(rubber seed),大戟科乔木巴西三叶橡胶蒴果的卵圆形种子,呈卵圆形,褐色并带有银灰色斑纹,由种壳和种仁组成,种仁在种壳内部,外表包有柔软的薄膜层,是一种热带木本植物油料。原产巴西,现主要分布在巴西、中国、印度尼西亚、马来西亚、泰国、越南等国家和地区[1]。我国广东、海南、云南、广西、福建等省以及中国台湾地区均有种植,其中以海南省和云南省的西双版纳种植面积最大,产量最多,每年约产橡胶籽80~100万t[2]。按传统习惯,橡胶林仅是橡胶和橡胶树木材的来源,大量有利用价值的橡胶籽腐烂在橡胶园中,造成资源的严重浪费[1]。橡胶籽中油脂含量较高,而且还有丰富的蛋白,可作为一种新的植物蛋白资源加以开发利用。
超声波作为一种独特的能量输入方式,其具有的高效能是单独的光、电、热所无法达到的。超声波在传播过程中产生的超声效应可以使介质的形态、结构等发生一定程度的变化,因此被广泛应用于食品加工以及蛋白质等物质的提取与改性[3]。低强度的超声波作为一种非破坏性技术,常用来分析检测食品的理化性质,如物质的组成、质构及其流变学性质等;高强度的超声波主要被应用于食品的物理和化学改性领域,如嫩化肉、促进乳化、加快化学反应、钝化酶、提高蛋白质的浸提率、改善蛋白的理化性质等[4-5]。
本实验研究橡胶籽粕中蛋白质的提取工艺,在单因素试验的基础上,应用正交试验及响应面法对橡胶籽粕蛋白的提取条件进行优化,通过结果分析以期得到更好的工艺优化方法及最佳蛋白提取工艺,为橡胶籽粕利用提供技术支持,也为生产高蛋白产品提供了依据。
1 材料与方法
1.1 材料与试剂
橡胶籽粕由实验室自制,橡胶籽经正己烷低温浸提工艺脱脂处理;所用试剂均为分析纯,国药集团化学试剂有限公司。
1.2 仪器与设备
K9840型自动凯氏定氮仪,济南海能仪器有限公司;ST3100台式精密酸度计,奥豪斯仪器(常州)有限公司;LD -200型小型万能粉碎机,长沙常宏制药机械厂;KQ -3200DE型数控超声波仪,江苏省昆山市超市仪器有限公司;XZ-21K 高速冷冻离心机,长沙湘智离心机仪器有限公司;Labconco 冻干机,美国 Labconco 公司。
1.3 方法
1.3.1橡胶籽粕及橡胶籽蛋白主要成分测定
水分的测定,参照GB/T 5009.3—2016;粗蛋白的测定,参照GB/T 14489.2—2008;粗脂肪的测定,参照NY/T 4—1982;灰分的测定,参照GB 5009.4—2016;氰化物的测定,参照GB/T 13084—2006。
1.3.2橡胶籽蛋白提取工艺流程[6]
浸提橡胶籽粕→烘干(55 ℃)→筛分→浸泡→在一定温度下,调pH值至碱性(加NaOH溶液)→超声波+搅拌60 min→4 000 r/min下离心30 min→去油层及下层沉淀→过滤→调节滤液至酸性(加1 mol/L HCl 溶液)并搅拌→4 000 r/min下离心30 min→水(蒸馏水)洗沉淀层至中性→冷冻干燥→橡胶籽粗蛋白。
1.3.3橡胶籽粕中粗蛋白提取率及橡胶籽蛋白沉淀率的计算
橡胶籽粕中粗蛋白提取率计算式为:

(1)
式中:M1为提取后蛋白的质量,g;M为提取前原料中蛋白的质量,g。
橡胶籽蛋白沉淀率的计算公式为:

(2)
式中:m1为沉淀蛋白的质量,g;m为样液的质量,g。
1.3.4单因素试验
分别以超声时间、超声功率、碱溶pH值、提取温度、液料比以及酸沉pH值为单因素进行试验设计,以橡胶籽粕的粗蛋白提取率为指标,考察各因素对其影响。
1.3.5响应面法优化分析
在单因素试验的基础上,运用Design-Expert.V8.0.6软件,根据Box-Behnken试验设计原理[7],采用四因素三水平的响应面分析法,以橡胶籽粕粗蛋白提取率为响应值,对其提取条件进行优化。
1.3.6数据处理
采用Excel2010统计分析软件进行基础数据整理、分析与作图,利用DPS软件进行方差分析,运用SPSS 17.0对结果进行统计分析,显著水平取P<0.05(差异显著)。
2 结果与讨论
2.1 橡胶籽粕及橡胶籽蛋白中主要成分

表1 橡胶籽粕及橡胶籽蛋白中主要成分
由表1可知,橡胶籽粕粗蛋白含量较高(35.96%),经过碱提酸沉,橡胶籽粗蛋白中蛋白纯度达87.62%,通过相关技术手段去除氰化物后可作为食品蛋白资源加以开发利用。
2.2 单因素实验结果
2.2.1超声时间对蛋白提取率的影响
准确称取经过脱脂、烘干、筛分后的橡胶籽粕5.00 g(6份),分别加入75 mL的蒸馏水,在提取温度50 ℃、液料比15∶1 (mL/g)、超声频率315 W及碱溶pH 为10时的条件下分别超声20 min、40 min、60 min、80 min、100 min,离心后取上层清液,然后在pH为4.5条件下进行酸沉,将得到的粗蛋白进行冷冻干燥,最后得到粗蛋白粉。以粗蛋白提取率为指标,分析超声时间对粗蛋白提取率的影响,见图1。

图1 超声时间对粗蛋白提取率的影响
由图1可见,当超声时间从20 min到80 min过程中,粗蛋白质提取率在不断地增加,超声时间延长到60 min后粗蛋白提取率趋于平稳,再延长时间,提取率变化不大,因此提取时间选择60 min。
2.2.2超声功率对蛋白提取率的影响
在pH值为10.0、浸提时间为60 min、浸提温度为50 ℃、液料比为15∶1(mL/g)下,测定超声功率分别为:180 W、225 W、270 W、315 W、360 W时橡胶籽蛋白的提取率,如图2所示。

图2 超声功率对粗蛋白提取率的影响
由图2可见,当超声功率小于315 W时,橡胶籽粕蛋白提取率随超声功率的增大而增大。这是因为超声波可直接作用于分子,当功率增大时,分子的运动加剧,可快速破坏细胞壁,使蛋白更快的被分离提取出来,当超声功率大于315 W时,粗蛋白提取率略有下降并趋于平缓。分析原因,可能是功率较大时,超声强度过大使空化起泡没有足够的时间破裂,空化效率降低,提取率下降[8]。因此,选取270 W、315 W、360 W这3个水平进行后续的正交及响应面试验分析。
2.2.3碱溶pH值对蛋白提取率的影响
在超声频率315 W、浸提时间为60 min、浸提温度为50 ℃、液料比为15∶1(mL/g)下,测定碱溶pH值分别为:8.0、9.0、10.0、11.0、12.0时橡胶籽蛋白的提取率,如图3所示。

图3 碱溶pH值对粗蛋白提取率的影响
由图3可见,当pH值从7升到10的过程中,粗蛋白提取率随着碱溶pH值的增大而增大,在pH 10时达到最大值,随后粗蛋白的提取率有所下降。这可能是橡胶籽蛋白中大多为碱溶性蛋白,在某一个狭窄的pH值范围内,多数蛋白质的溶解作用达到最大,从而最大限度地溶解在碱液中,促进提取;碱作用太弱,蛋白质得率不高,碱作用太强,蛋白质溶解过度,不容易被酸沉淀,影响蛋白质得率,同时也增强美拉德反应,影响了产品的色泽[9]。在试验中发现,pH值的变化会影响所提取蛋白成品的颜色,而且随着pH 值的增大,颜色也会变得越深。但pH值在9.0~11.0范围内,颜色较浅。因此,选取9.0、10.0、11.0这3个水平进行正交及响应面试验分析。
2.2.4提取温度对蛋白提取率的影响
在超声频率315 W、浸提时间为60 min、碱溶pH为10.0、液料比为15∶1(mL/g)下,测定浸提温度分别为:30 ℃、40 ℃、50 ℃、60 ℃、70 ℃时橡胶籽蛋白的提取率,如图4所示。
由图4可见,当提取温度低于50 ℃时,提取率随提取温度升高而增大,但提取温度高于50℃时,提取率开始下降。这可能是由于提取温度的升高使蛋白质分子的构象发生改变,有利于蛋白质分子和水分子的相互作用,使蛋白质的溶解性增加,从而提高了蛋白质的提取率;但提取温度过高会导致蛋白质受热变性,使部分已溶出的蛋白质发生交联和聚合,降低蛋白质的溶解度,使提取率下降[10]。因此,选取40 ℃、50 ℃、60 ℃这3个水平进行后续的正交及响应面试验分析。

图4 提取温度对粗蛋白提取率的影响
2.2.5液料比对蛋白提取率的影响
在超声频率315 W、浸提时间为60 min、碱溶pH为10.0、浸提温度50 ℃下,测定料液比分别为:5∶1、10∶1、15∶1、20∶1、25∶1时橡胶籽蛋白的提取率,如图5所示。

图5 液料比对粗蛋白提取率的影响
由图5可见,在料液比小于15∶1之前,蛋白提取率随着液料比的增大而增大;当液料比大于15∶1时,蛋白提取率的开始下降。这可能是由于橡胶籽粕蛋白在溶液中具有一定的溶解度,在溶解达到饱和时,过量的橡胶籽粕蛋白不再溶解,提取率不再提高且料液比过大,不利于蛋白质提取后的浓缩沉淀[11]。因此选取10∶1、15∶1、20∶1 (mL/g)这3个水平进行正交及响应面试验分析。
2.3 响应面分析优化橡胶籽蛋白提取工艺
在单因素试验基础上,当超声时间从20 min到80 min过程中,粗蛋白质提取率在不断地增加,超声时间延长到60 min后粗蛋白提取率趋于平稳,再延长时间,提取率变化不大,因此提取时间选择60 min。根据Box-Behnken试验原理,以碱溶pH值、提取温度、超声频率和液料比4个因素为自变量(分别以A、B、C、D表示),以橡胶籽粗蛋白提取率为响应值,设计了四因素三水平共27个试验点的响应面分析试验,其中24个为分析因子(1-24),5个中心试验点,中心点重复目的是估计整个试验的纯误差[10],试验因素水平及设计结果分别见表3、表4。

表3 响应面分析与水平

表4 响应面分析方案与实验结果
2.3.1回归模型的建立与方差分析
利用软件对表4 中实验数据进行二次多项回归拟合,得到拟合回归方程为:
Y=82.51+0.69A-0.44B+0.29C-3.06D-0.67AB+0.20AC+0.07AD-0.27BC-0.61BD-0.74CD-3.19A2-4.88B2-2.48C2-6.09D2
对此模型进行显著性检验,结果见表5。
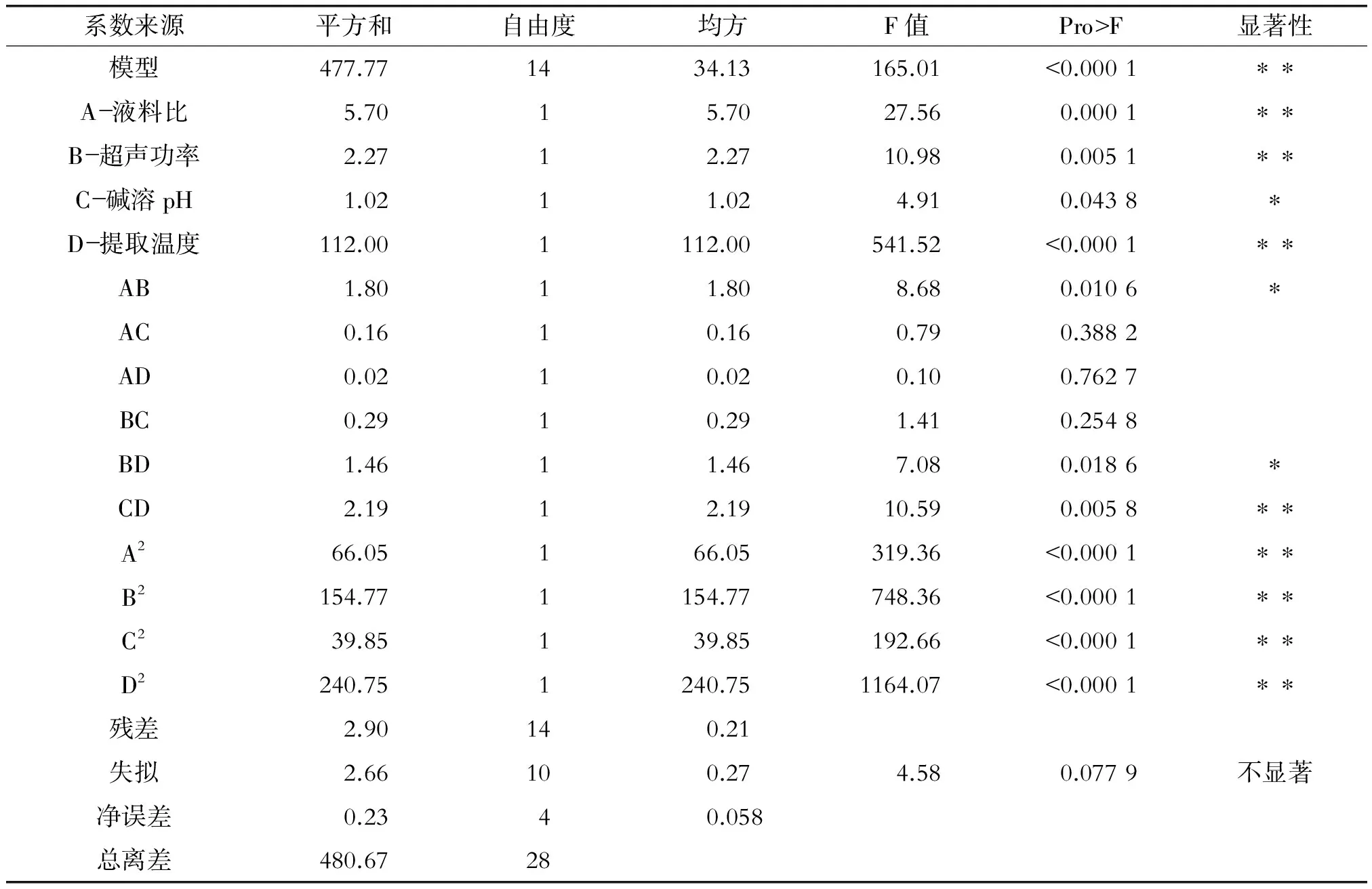
表5 回归模型方差分析结果

由表5可知,模型P<0.000 1且失拟项P=0.077 9>0.05不显著,证明失拟处理不显著,说明优化试验所选用的多元二次多项回归模型具有非常好的显著性。由表可知,模型一次项D极显著,A、B非常显著,C显著;交互项CD非常显著,AB显著;二次项A2、B2极显著,D2非常显著,C2显著,表明所探究因素对响应值影响极大且不是简单的一次线性关系。通过比较方差分析表中各因素的F值可知,各因素对橡胶籽蛋白提取率影响的大小顺序为:D(提取温度)>A(料液比)>B(超声功率)>C(碱溶pH)。且提取温度、料液比、超声功率与碱溶pH对蛋白提取率影响分别达到了极显著、非常显著与显著水平。
2.3.2超声波辅助提取橡胶籽蛋白工艺因素间的交互影响
由Design-Expert.V8.0.6软件处理得到的液料比、超声功率、碱溶pH值、提取温度4个因素交互作用的响应面图,看图可知在一定范围内随着各因素的值增大,响应值(蛋白质提取率)也跟着增大;当响应值增大到一定值(理想最大值)后,随着各因素继续增大,响应值(蛋白质提取率)逐渐减小;再结合方差分析和响应面图(图6~图8)分析可知,在交互项对橡胶籽粗蛋白提取率的影响中,碱溶pH与提取温度交互作用对蛋白质的提取率有非常显著影响(p<0.01),液料比与超声功率、超声功率与提取温度交互作用对橡胶籽蛋白质的提取率有显著影响(p<0.05)。

图6 液料比(A)和超声功率(B)对蛋白提取率的影响

图7 超声功率(B)和提取温度(D)对蛋白提取率的影响
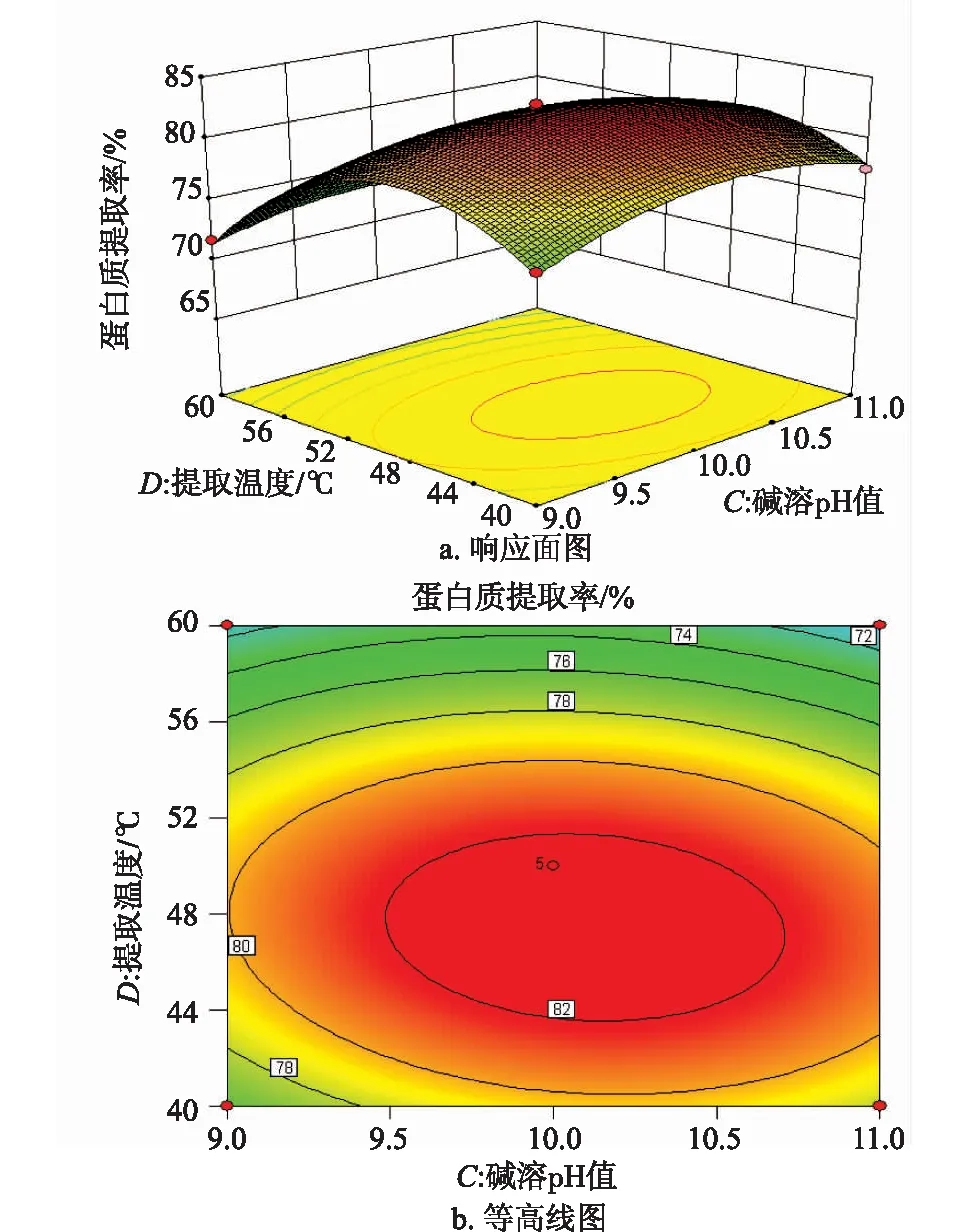
图8 碱溶pH值(C)和提取温度(D)对蛋白提取率的影响
2.3.3最佳提取工艺验证实验
通过 Design-Expert.V8.0.6 软件求解方程,得到了最优超声波辅助提取橡胶籽蛋白提取工艺参数为液料比15.56∶1 mL/g、超声功率313.24 W、碱溶pH值为10.10、提取温度47.45 ℃,该条件下橡胶籽蛋白理论提取率可达82.963%。考虑到实际可操作性,将工艺参数修正为以下4组进行验证实验:①液料比15∶1(mL/g)、提取温度47 ℃、超声功率313 W、碱溶pH为10;②液料比15∶1(mL/g)、提取温度48 ℃、超声功率313 W、碱溶pH为10;③液料比16∶1(mL/g)、提取温度47℃、超声功率313 W、碱溶pH值为10;④液料比16∶1(mL/g)、提取温度48 ℃、超声功率313 W、碱溶pH值为10。
每组进行3组平行实验得到实际的平均油脂得率为:①81.69%;②82.04%;③81.32%;④82.51%。可见最佳工艺条件为液料比16∶1(mL/g)、提取温度48 ℃、超声功率313 W、碱溶pH值为10,此时的橡胶籽蛋白提取率为82.51%,与理论预测值相对误差为0.54%。由此可见,响应面分析法优化得到的结果与实际值吻合较好,具有实用价值。
2.4 酸沉pH 值对橡胶籽蛋白的沉淀作用

表6 酸沉pH 值对橡胶籽蛋白沉淀的影响
由表6可知,pH值在4.0~5.0时蛋白质沉淀迅速,离心后上清液清亮,效果较好,沉淀率达92.8%,因此橡胶籽粕蛋白质酸沉pH值以4.5为好。
3 结论
在单因素试验的基础上,确定超声时间60 min,通过响应面分析法对橡胶籽粕中蛋白提取工艺进行优化。结果表明,响应面法优化方法得到各因素对蛋白提取率的影响次序是提取温度>料液比>超声功率>碱溶pH且最佳提取工艺为:液料比16∶1(mL/g)、提取温度48 ℃、超声功率313 W、碱溶pH值为10;响应面法得到最优提取工艺条件下实验得到最优酸沉pH 4.5,最后得到橡胶籽粕中的蛋白提取率达82.51%。
[1] 郭志勇,刘小琴,王 铜,等.海南橡胶籽主要成分及氰化物变迁分析[J].食品科学, 2009, 30(20):359-362.
[2] 贾 伟.橡胶籽制油工艺与实践[J]. 中国油脂, 2006, 31(2):12-14.
[3] 吴 倩,张丽芬,陈复生.超声波对蛋白质提取及改性影响的研究进展[J].食品与机械, 2015(4):256-259.
[4] 朱建华,杨晓泉,熊 犍.超声波技术在食品工业中的最新应用进展[J].酿酒,2005, 32(2):54-57.
[5] Mason T J, Paniwnyk L, Lorimer J P. The uses of ultrasound in food technology[J]. Ultrasonics Sonochemistry, 1996, 3(3):253-260.
[6] 赵见军,张润光,马玉娟,等.核桃粕中蛋白提取工艺的优化[J].食品科学,2014, 35(18):40-46.
[7] 李云雁,胡传荣.试验设计与数据处理[M].北京:化学工业出版社,2004:79-112.
[8] 许 凤,王长远.响应面法优化物理辅助碱法提取米糠蛋白工艺[J].食品科学, 2014, 35(20):11-16.
[9] 陆 晨,张士康,王 彬,等.碱提酸沉法提取茶叶蛋白质的研究[J].现代食品科技, 2011, 27(6):673-677.
[10] 苏 超,冯 磊,黄 伟,等.响应面法优化超声波辅助提取茶叶籽蛋白工艺[J]. 食品与发酵科技, 2012, 48(3):38-42.
[11] 赵见军,张润光,马玉娟,等.核桃粕中蛋白提取工艺的优化[J].食品科学,2014,35(18):40-46.
Studyonthepreparationtechnologyofrubberseedprotein
Guo Xiong1, Chen Yu1, Hu Chuanrong1,2, He Dongping1,2,*
1.College of Food Science and Engineering, Wuhan Polytechnic University (Wuhan 430023)2.Grain and Oil Resources Comprehensive Exploitation and Engineering Technology Research Center of State Administration of Grain (Wuhan 430023)
The protein was extracted from rubber seed meal by ultrasonic extraction with low temperature leaching rubber seed meal as raw material. Based on the results of single factor experiment, Box-Behnken response surface experiment was used to optimize the extraction parameters of crude protein extracted from rubber seed meal as the response value. The optimum extraction process of rubber seed protein is ultrasonic power 315 W, extraction temperature 48 ℃, liquid ratio 16∶1 (mL/g), alkali pH 10, and then acid precipitation at pH 4.5. Under this condition, the extraction rate of rubber seed meal protein is 76%.
rubber seed protein; ultrasonic assisted; preparation process
2017-08-28
国家粮食公益性行业科研专项,粮油加工技术与装备开发应用(201313012)。
郭 雄,男,1989年出生,硕士研究生,研究方向为粮食、油脂及植物蛋白。
*通讯作者:何东平,男,1957年出生,教授,博士生导师,研究方向为粮食、油脂及植物蛋白。
TS201
A
1672-5026(2017)06-030-07
