定尺剪剪刃间隙3点调整测量法和电机扭矩值法比较
2017-12-29芦利军杜宇辉李占国白志军王伟
芦利军++杜宇辉++李占国++白志军++王伟
摘 要: 滚切式定尺剪剪刃间隙调整的精确程度,直接影响剪刃的平行程度,剪切钢板时剪刃受力不均匀,剪刃间隙调整装置里面的上下楔铁自润滑滑板磨损不均匀,使用周期短等设备问题,并造成鋼板切口不光滑、有毛刺等剪切质量问题。本文首先对剪刃间隙3点调整测量法和电机扭矩值法两种剪刃间隙调整方法和优缺点进行了介绍,最后对两种剪刃间隙调整方法进行了比较分析。
关键词: 定尺剪;剪刃间隙;调整;比较
DOI:10.16640/j.cnki.37-1222/t.2017.24.226
1 滚切式定尺剪介绍
自20世纪70年代滚切式定尺剪应用于生产后,得到了快速的发展。滚切式定尺剪具有剪切厚度范围大(5一50mm)、切口光洁、无毛刺、自动化水平高等特点,因此广泛应用于中厚板生产线。滚切式定尺剪有双轴双偏心和单轴双偏心两种结构形式。
2 滚切式定尺剪工作原理
双轴双偏心滚切式定尺剪由两根曲轴带动具有弧形上剪刃的上刀台进行滚动剪切,两根曲轴初始相位不同,使得弧形上剪刃左端首先下降,直到与下剪刃左端相切,然后上剪刃沿下剪刃滚动,当滚动到与下剪刃右端相切时,完成一次剪切过程(图1)。
3 剪刃间隙调整工作原理
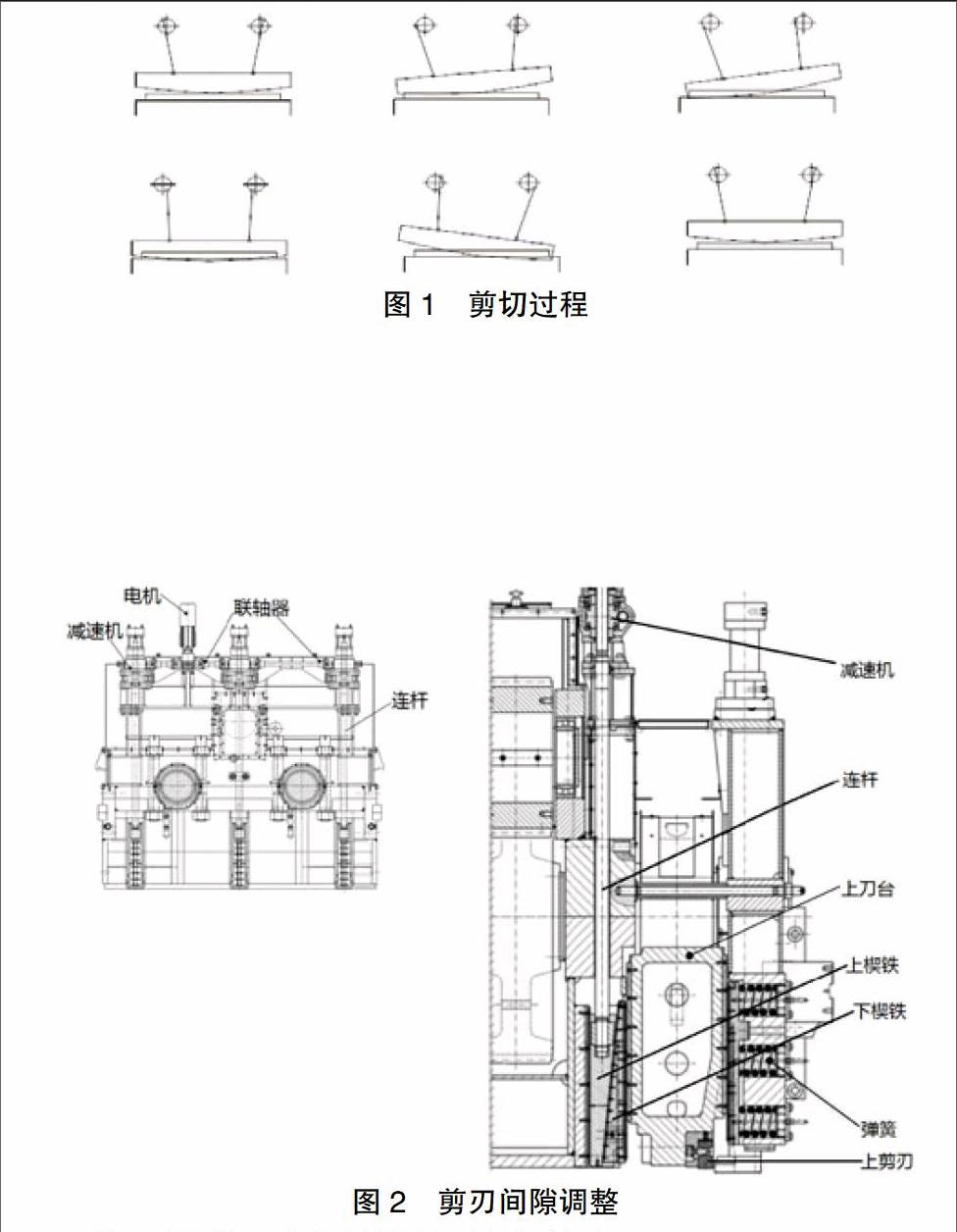
剪刃间隙调整由1台电机传递动力,通过联轴器将动力传递给3台减速机,弹簧将上刀台(上剪刃)和上下楔铁压紧。减速机通过连杆将上楔铁提升(剪刃间隙变大),或下降(剪刃间隙变小),剪刃间隙根据钢板厚度进行自动调节,调节范围为0.5-7mm(图2)。
4 剪刃间隙3点调整测量法和缺点
将剪刃间隙调整减速机和联轴器断开,减速机处于独立状态,手动盘车转动减速机使剪刃间隙变大或变小,用塞尺测量两侧和中间位3点剪刃间隙,反复调整测量的3点数值相同后连接减速机和联轴器,这样理论上保证了剪刃间隙平行。
剪刃间隙3点调整测量法很难保证3点数值相同,实际上剪刃不平行,剪刃受力不均匀,上下楔铁自润滑滑板磨损不均匀,使用周期短,剪切质量不好等问题。
5 电机扭矩值调整法和优点
(1)将两侧的减速机和联轴器断开,中间的减速机和电机连接,转动电机调整中间位剪刃间隙到最大值7mm。
(2)手动盘车转动两侧减速机调整剪刃间隙变小,测量两侧间隙,保证两侧间隙一致后连接减速机和联轴器。
(3)按电机额定转矩值的10%调整剪刃间隙变小,直到电机过载停转,测量3点剪刃间隙数值,此时应该是中间大,两侧相同,且两侧为最小值0.5mm。如果两侧数值不相同,反复转动电机调整剪刃间隙变小,直到电机再次过载停转,测量两侧数值,直到两侧数值相同且为最小值0.5mm为止,记录电机转矩值。
(4)断开两侧减速机和联轴器,中间减速机和电机连接,按照上述记录电机转矩值的30%单独调整中间位剪刃间隙变小,直到电机过载停转,测量中间位剪刃间隙和上下楔铁间隙,此时,中间位剪刃间隙应略大于两侧间隙,且上下楔铁无间隙,若有间隙,则增大电机转矩值再次调整中间位剪刃间隙变小,直到上下楔铁无间隙为止,并保证中间位剪刃间隙大于两侧间隙0.2mm。
(5)连接减速机和联轴器,这样在理论和实际上保证了剪刃间隙平行。
电机扭矩值调整法,在理论数值上精确的保证了3点间隙一致,实际上剪刃平行,剪刃受力均匀,上下楔铁自润滑滑板磨损均匀,使用周期长,剪切质量好。
6 结论
剪刃间隙3点调整测量法靠测量人员的技能水平和经验进行测量调整,没有精确的数值依据,实际剪刃不平行,剪刃受力不均匀,上下楔铁自润滑滑板磨损不均匀,使用周期短,剪切质量差。电机扭矩值调整法通过电机转矩的精确数值调整剪刃间隙,保证了剪刃平行,剪刃受力均匀,上下楔铁自润滑滑板磨损均匀,使用周期长,剪切质量好。
参考文献:
[1]马立峰,黄庆学,冀俊杰.国内外中厚板滚切剪装备技术现状[J].重型机械,2009(02):4-8.
[2]杨固川,江浩.滚切式定尺剪的剪切优势[J].宽厚板,2001,7(05)
:29-31.
[3]孙复森,杨惠新,闫晓强,杨德印.滚切式定尺剪机构参数优化研究[J].冶金设备,200808(04):18-21。
作者简介:芦利军(1982-),男,河北涞水人,本科,学士学位,工程师,从事轧钢设备管理维护。endprint