TC4/TA17异种钛合金激光焊接接头显微组织和力学性能
2017-12-29
(广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650)
TC4/TA17异种钛合金激光焊接接头显微组织和力学性能
陈永城,张宇鹏,罗子艺,韩善果,哈斯金·弗拉基斯拉夫
(广东省焊接技术研究所(广东省中乌研究院)广东省现代焊接技术重点实验室,广东广州510650)
研究TC4/TA17异种钛合金激光焊接接头的显微组织和力学性能。结果表明,TC4/TA17异种钛合金激光焊接头焊缝的显微组织为片状α′马氏体,TC4侧靠近母材的热影响区和TA17侧靠近母材的热影响区只发生α相向β相转变,TC4侧靠近焊缝的显微组织为残余α相+针状α′马氏体,TA17侧靠近焊缝的显微组织为残余α相+片状α′马氏体。TC4/TA17异种钛合金激光焊接头的显微硬度呈不对称分布,焊缝的显微硬度最高,TA17母材显微硬度最低。TC4/TA17异种钛合金激光焊接接头断裂在TA17母材,断口呈现韧性断裂形貌。
激光焊接;钛合金;异种接头;显微组织;力学性能
0 前言
钛合金具有比强度高、耐腐蚀性良好等优点,广泛应用于航空、航天、核电、化工等领域。TA17钛合金是一种近α钛合金,名义成分为Ti-4Al-2V,具有中等强度、良好的焊接性能和抗腐蚀性能,广泛应用于船舶、化工、航空等领域[1]。TC4钛合金是一种典型α-β两相型钛合金,它含有6%的α稳定元素Al和4%的β稳定元素V,是工业应用最广泛的钛合金之一[2]。工业应用往往需要实现异种钛合金结构的混合制造以更好地发挥钛合金的轻量化和实现制造成本的最低化。
目前钛合金焊接有钨极氩弧焊、等离子弧焊、真空电子束焊、激光焊等方法,与传统钛合金焊接相比,钛合金激光焊接具有能量密度高、焊缝深宽比大、热影响区(HAZ)窄、焊件变形极小、非接触和无需真空等优势,正在成为钛合金焊接的主要方法。近年来,国内外对异种钛合金激光焊接的研究主要集中在 TC4/TA15[3]、BTi-6431S/TA15[4]异种钛合金激光焊接接头的显微组织及力学性能,而关于TC4/TA17异种钛合金激光焊接接头的显微组织和力学性能还没有相关报道。
本研究采用高功率碟片激光器制备了3 mm TC4/TA17异种钛合金激光焊接接头、TC4/TC4钛合金激光焊接接头、TA17/TA17钛合金激光焊接接头,对比研究钛合金激光焊接接头的组织特征和力学性能,以期为TC4/TA17异种钛合金的激光焊接应用提供实验数据和理论基础,具有重要的现实意义。
1 实验方法
实验设备采用Trumpf Trudisk 10002型碟片型激光器,额定最大输出功率为10 kW,准直焦距为200 mm,聚焦焦距200 mm,传输光纤直径200 μm,焊接过程的离焦量为-1 mm,焊接速度2.7 m/min,氩气流量15 L/min,激光功率2.1 kW。
实验材料为3 mm厚的TC4和TA17钛合金,其化学成分如表1所示。试样尺寸130 mm×100 mm×8 mm,焊接前用砂纸打磨试样表面,用3%HF+30%HNO3+67%H2O溶液进行酸洗去除氧化物,再用酒精清洁吹干。
%
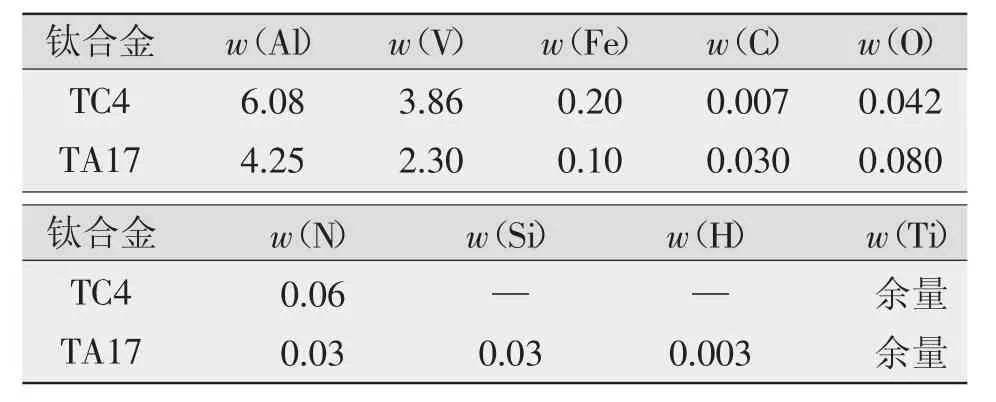
表1 TC4和TA17钛合金化学成分
采用金相显微镜观察焊接接头不同区域微观组织,金相腐蚀液为10%HF+10%HNO3+80%H2O的Kroll试剂。采用扫描电子显微镜观察断口形貌。利用EVERONE VDMH型显微硬度仪测定试样显微硬度,荷载500 g,加载时间10 s。在CP-TS2000/100 kW万能拉伸试验机进行常温拉伸试样,加载速度1 mm/min。拉伸试样形状尺寸根据GB/T228-2002设计,其尺寸示意如图2所示。
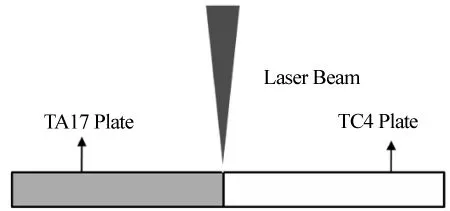
图1 钛合金激光焊接装置示意Fig.1 Sketch of experiment set for laser welding of titanium alloy
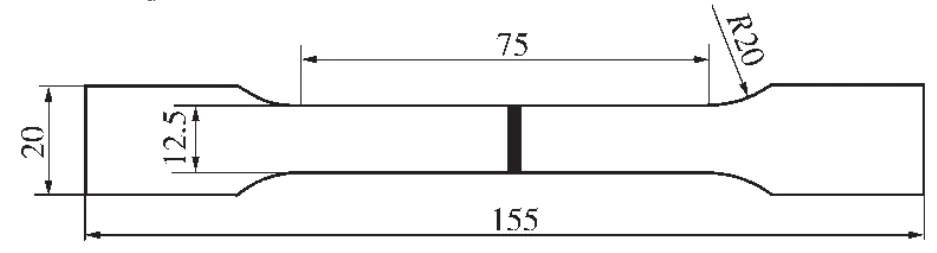
图2 拉伸试样尺寸示意Fig.2 Sketch of tensile sample size
2 实验结果和讨论
2.1 焊接接头组织分析
钛合金激光焊接接头宏观截面形貌如图3所示。TC4/TA17、TC4/TC4、TA17/TA17 激光焊接接头焊缝组织由“异常”粗大原始β柱状晶粒组成,这是因为β-Ti相原子扩散系数比α-Ti相大好几个数量级,β柱状晶粒长大对过热十分敏感,激光焊接过程中的熔池底部、热影响区以及与熔体接触的半熔母材都属于超高温条件下,半熔母材β晶粒先快速长大,焊缝中β柱状晶在已粗化的半熔母材β晶粒为基底沿热流传递相反方向快速形成粗大的柱状晶[5]。由图3b、3c可知,熔合线附近有圆气孔,母材中少量氢气及焊前清理残留的油污和氧化膜等均能在焊接过程形成气孔,且激光焊接属于快速凝固,熔池中形成的气孔难以逸出。
母材的显微组织如图4所示。由图4a可知,TC4钛合金母材显微组织为等轴粒状β相分布在α相基材上。由图4b可知,TA17钛合金母材显微组织为少量β相和等轴的初生α相。
钛合金激光焊接接头焊缝显微组织如图5所示。由图5a可知,TC4/TA17异种钛合金激光焊接接头焊缝显微组织为片状组织,TC4/TC4激光焊接接头焊缝显微组织为更细小的针状组织,TA17/TA17激光焊接接头焊缝显微组织为片状组织。钛合金激光焊接接头焊缝的XRD谱如图6所示,针状和片状组织为α′马氏体。文献[6]指出,钛合金中的Mo当量可用来评估β稳定元素对钛合金显微组织的影响,当Mo当量小于6时,钛合金凝固组织为α′马氏体,否则钛合金凝固组织为α′′马氏体或者为β相[6]。

图3 钛合金激光焊接接头宏观截面形貌Fig.3 Cross-section profiles of titanium alloy laser beam welded joints
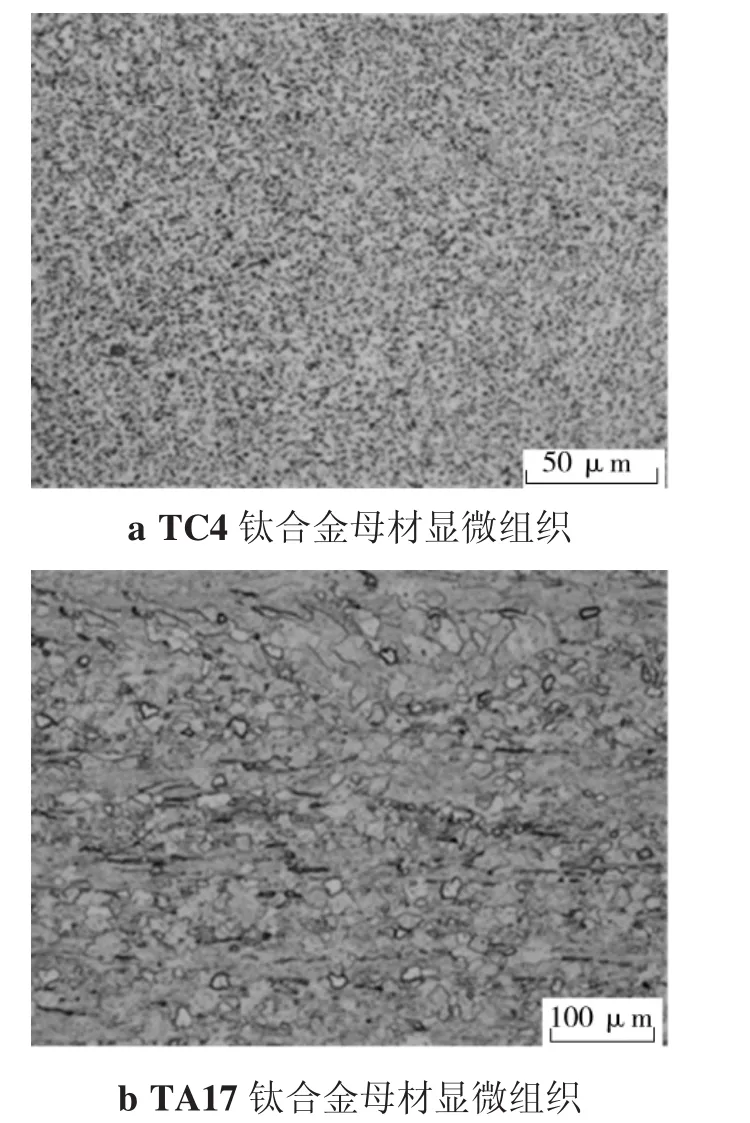
图4 母材的显微组织Fig.4 Mircostructures of base metals
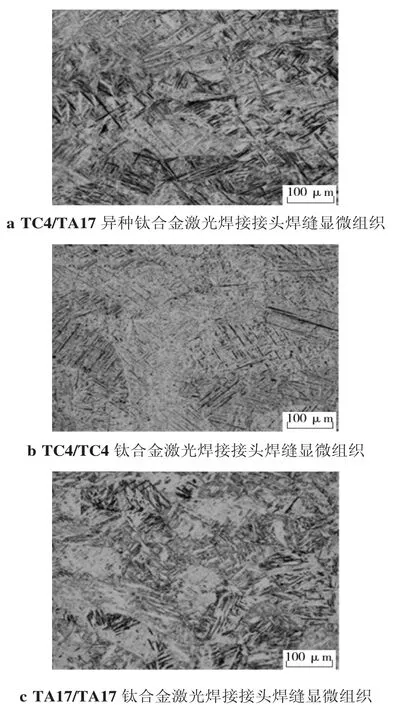
图5 钛合金激光焊接接头焊缝显微组织Fig.5 Microstructures of weld metal of titanium alloy laser beam welded joint
Mo当量的计算公式为[7]:[Mo]eq=[Mo]+0.2[Ta]+0.28[Nb]+0.4[W]+0.67[V]+1.25[Cr]+1.25[Ni]+1.7[Mn]+1.7[Co]+2.5[Fe],本实验采用TC4钛合金的Mo当量为3.09,TA17钛合金的Mo当量为1.79,计算得到TC4/TA17异种钛合金激光焊缝中Mo当量为2.44,即为TC4钛合金和TA17钛合金的Mo当量之和的均值。所以在激光焊接快速凝固过程,钛合金的β相通过扩散型相变转变为α相的过程来不及进行,而是通过切变相变发生晶格重构形成α′马氏体。

图6 钛合金激光焊接接头焊缝XRD谱Fig.6 XRD pattern of weld metal of titanium alloy laser beam welded joints
TC4/TA17异种钛合金激光焊接接头热影响区显微组织如图7所示。由图7a可知,TC4侧靠近TC4母材的热影响区A处显微组织为α相+粒状β相,相比于母材TC4钛合金β相,A处β相数量增加;TC4侧靠近焊缝的热影响区B处显微组织为残余α相+针状α′马氏体,并且α′马氏体尺寸小于焊缝中马氏体尺寸。由图7b可知,TA17侧靠近焊缝的影响区C处显微组织为残余α相+片状α′马氏体。由图7c可知,TA17侧靠近母材TA17的热影响区D处显微组织为等轴α相+β相。这是因为近焊缝的热影响区温度较焊缝低,只有部分α相转化β相,β相切变相变形成更细小的α′马氏体;马氏体相变属于变温转变过程,其转变量与冷却时间无关,而是随着冷却速度的增加而增加,马氏体的变长是马氏体加厚的几何结果[8];越靠近焊缝中心的金属,降温速度越快,导致焊缝中马氏体尺寸较热影响区大,而近母材的热影响区的组织仍为α+β,只是β相量相比于母材增加,这是由于近母材的热影响区温度属于双相区,低于马氏体开始转变的温度区域,β相难以通过切变相变形成马氏体,在相对高温条件下,部分α相转化为β相,导致β相增加。裂位置在TC4母材,TA17/TA17钛合金激光焊接接头拉伸断裂位置在TA17母材,由此可见少量气孔不会降低焊缝的拉伸力学性能。断裂在TC4钛合金断口形貌和断裂在TA17钛合金断口形貌如图9所示,两者都呈韧性断裂特征,TA17钛合金断口韧窝尺寸远大于TC4钛合金,说明TA17钛合金在形成韧窝过程中发生的塑性变形更为严重,其塑性更好。
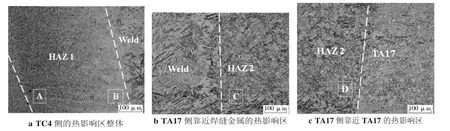
图7 TC4/TA17异种钛合金激光焊接接头热影响区显微组织Fig.7 Microstructures of HAZ of TC4/TA17 laser beam welded joint
2.2 接头力学性能
TC4/TA17异种钛合金激光焊接接头显微硬度分布如图8所示。显微硬度呈不对称分布,焊缝的显微硬度最高,TA17母材的显微硬度最低,这是因为焊缝显微组织为片状α′马氏体,α′马氏体内部的大量位错起了位错强化作用,α′马氏体的显微硬度大于α相的显微硬度,而TC4母材中含有更多的固溶强化元素,所以TC4母材显微硬度大于TA17母材显微硬度。
钛合金激光焊接接头的拉伸性能如表2所示。TC4/TA17异种钛合金激光焊接接头拉伸断裂位置在TA17侧,TC4/TC4钛合金激光焊接接头拉伸断
4 结论
(1)TC4/TA17异种钛合金激光焊接接头焊缝的显微组织为片状α′马氏体;TC4侧靠近母材的热影响区和TA17侧靠近母材的热影响区显微组织为α相+β相,只发生α相向β相转变;TC4侧靠近焊缝的显微组织为残余α相+针状α′马氏体;TA17侧靠近焊缝的显微组织为残余α相+片状α′马氏体。

图8 TC4/TA17异种钛合金激光焊接接头显微硬度Fig.8 Microhardness of TC4/TA17 laser beam welded dissimilar joint

表2 钛合金激光焊接接头的拉伸性能Table 2 Tensile strength of titanium alloy laser beam welded joints
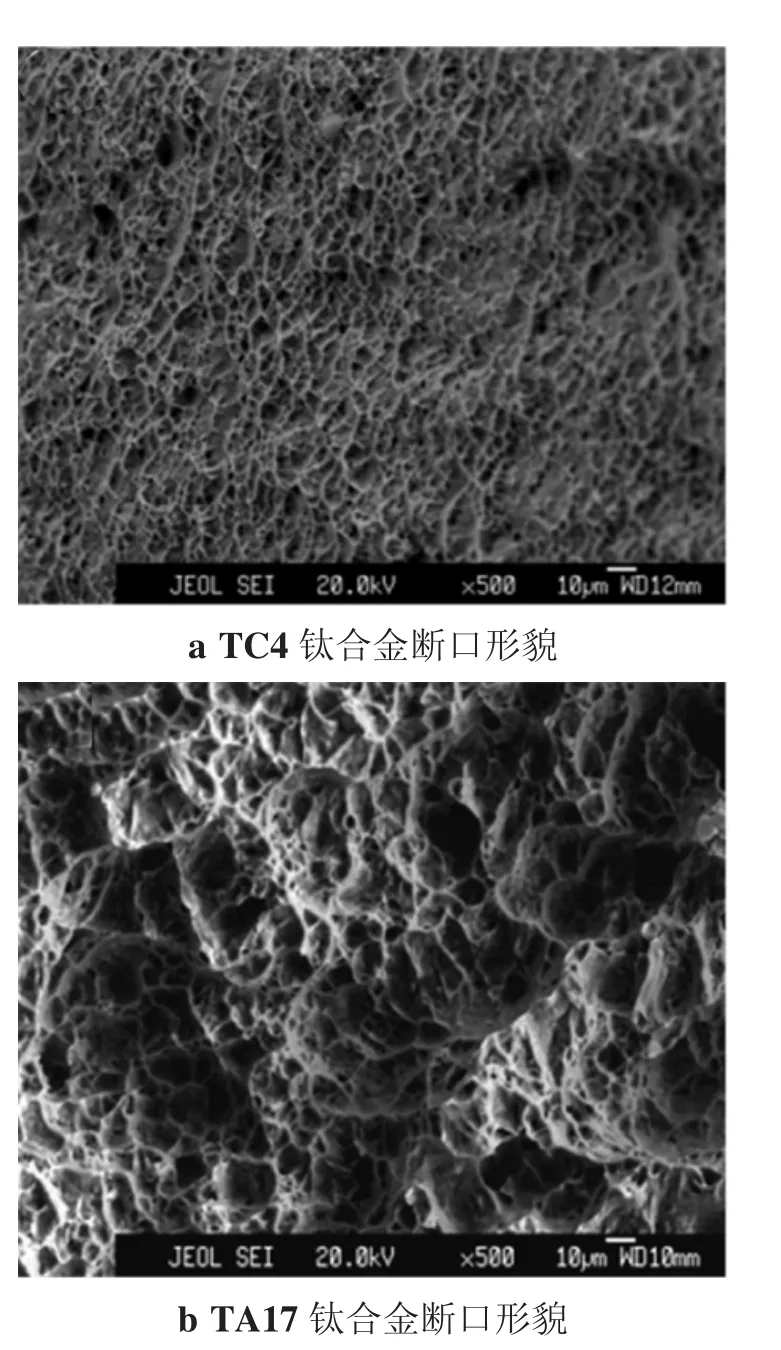
图9 钛合金激光焊接接头断裂形貌。Fig.9 Fracture morphologies of titanium alloy laser beam welded joints
(2)TC4/TA17异种钛合金激光焊接头的显微硬度呈不对称分布,焊缝的显微硬度最高,TA17母材显微硬度最低。
(3)TA17/TA17、TC4/TC4钛合金激光焊接接头拉伸断裂于母材,而TC4/TA17异种钛合金激光焊接接头拉伸断裂于TA17母材,TC4和TA17的拉伸断口呈现韧性断裂形貌,TA17钛合金断口韧窝尺寸远大于TC4钛合金断口韧窝尺寸。
[1]李东,于振涛,吴玮璐,等.TA17合金简介[J].钛工业进展,2004,21(5):34-36.
[2]黄伯云,李成功,石力开,等.中国材料工程大典,有色金属工程(1)[M].北京:化学工业出版,2005:585.
[3]Zhang H,Hu S,Shen J,et al.Effect of laser beam offset on microstructure and mechanical properties of pulsed laser welded BTi-6431S/TA15 dissimilar titanium alloys[J].Optics&Laser Technology,2015(74):158-166.
[4]Xu W F,Zhang Z L.Microstructure and mechanical properties of laser beam welded TC4/TA15 dissimilar joints[J].Transactions of Nonferrous Metals Society of China,2016,26(12):3135-3146.
[5]刘彬,方艳丽,李安,等.TA15钛合金激光表面重熔快速凝固晶粒异常粗化[J].稀有金属材料与工程,2009,38(6):1005-1009.
[6]Ho W F,Ju C P,Lin J H C.Structure and properties of cast binary Ti-Mo alloys[J].Biomaterials,1999(20):2115-2122.
[7]LUERING G,WILLIANS J C.Engineering materials and process:titanium[M].Heideberg:Springer,2003.
[8]张秉刚,王廷,陈国庆,等.TC21钛合金电子束焊缝精细组织及其对硬度的影响[J].中国有色金属学报,2010(s1):829-832.
Microstructure and mechanical properties of laser welded joints of dissimilar titanium alloy TC4/TA17
CHEN Yongcheng,ZHANG Yupeng,LUO Ziyi,HAN Shanguo,Khaskin Vladyslav
(Guangdong Welding Institute(China-Ukraine E.O.Paton Institute of Welding),Guangdong Provincial Key Laboratory of Advanced Welding Technology,Guangzhou 510650,China)
The microstructure and mechanical properties of laser welded joints of dissimilar titanium alloy TC4 and TA17 are researched.The results show that the microstructure of weld consists of α'martensite,and there are only transformation fromα phase to β phase occurring in the heat affected zones close to the base metals on TC4 side and TA17 side.The heat affected zone close to the weld metal on TC4 side is characterized by retained α phase and acicular α′martensite,and on TA17 side is characterized by retained α phase and flake α′martensite.The microhardness of the welded joints distributes asymmetrically,the microhardness of the welds is the highest and the one of TA17 base metal is the lowest.The welded joints of dissimilar titanium alloys TC4/TA15 fracture in the TA17 base metal,and the fracture appears ductile fracture.
laser beam welding;titanium alloy;dissimilar joint;microstructure;mechanical properties
TG456.7
A
1001-2303(2017)11-0082-05
10.7512/j.issn.1001-2303.2017.11.17
本文参考文献引用格式:陈永城,张宇鹏,罗子艺,等.TC4/TA17异种钛合金激光焊接接头显微组织和力学性能[J].电焊机,2017,47(11):82-86.
2017-06-02
广东省引进创新科研团队计划资助项目(201101C0104901263);广东省科技计划项目(2015A050502039);广东省科技计划项目(2016B070701025);国合科技项目(2015B050502008);广东省科技计划项目(2017A010102008)
陈永城(1990—),男,硕士,主要从事激光焊接方面的研究。E-mail:sanchc@126.com。
