过渡材料在高能束流连接钛钢中的应用
2017-12-29
(南京理工大学材料科学与工程学院,江苏南京210094)
过渡材料在高能束流连接钛钢中的应用
李洪强,彭 勇,周 琦,樊新民,郭 顺,章王威
(南京理工大学材料科学与工程学院,江苏南京210094)
钛与钢的连接既能满足性能要求又能降低成本,因此钛钢焊接受到了广泛关注。鉴于它们的物理性能差异较大,直接连接的强度特别低甚至完全开裂,因此增加中间过渡材料的方法成为研究热点。高能束流特别是激光和电子束具有能量密度高和焊接熔宽窄的特点,对焊接钛钢具有一定优势。综述了高能束流连接钛钢接头时所添加的过渡材料的种类和应用情况。
钛合金;钢;中间过渡材料;应用情况;高能束流
0 前言
钛和钛系合金具有特殊的机械和冶金性能,如质量轻、比强度高、耐热性优良,因此在航空航天、核能和化学工业等领域备受关注的同时也解决了诸多难题[1]。例如,飞机、导弹和火箭以超高速飞行时,它们的发动机温度和表面温度相当高[2],钛合金比其他金属合金更适合用来制作热电阻。但是钛合金价格较贵,而结构钢和不锈钢具有良好的成形性和经济性,因此钛和钢的连接成为研究的热点。然而,钛、钢的热膨胀系数和热导率等物理性质差异较大,使得钛钢的焊接接头容易开裂[3-4]。此外,钛和钢之间还会形成多种类似于TiFe和TiFe2的脆性金属间化合物等,使得钛钢焊接的接头强度非常低[5]。
高能束流特别是激光和电子束焊缝窄、深宽比大、热影响区小、焊接精度高、整体热输入低、能量密度高和适应性强等,特点并不能从简单的工艺角度上来实现具有一定强度的钛钢接头。在钛钢之间增加中间过渡材料来完成焊接是不可或缺的[6-8]。增加中间材料层可以阻隔Ti和Fe,以防止或尽量不产生TiFe和TiFe2脆性金属间化合物。有时增加一种中间材料层不够,可能需要增加两到三种甚至更多的过渡材料层。但新增加的材料有时会产生新的脆性金属间化合物,使问题复杂化,因此如何合理选择中间材料层成为钛钢焊接接头的研究重点。
1 单种中间过渡材料在高能束流钛钢焊接中的应用
1.1 铜中间层
铜元素对钢中的碳元素的结合能力比Fe弱,可以与Fe形成共析混合物。此外,铜与Ti能生成一定溶解度的固溶体,其脆性比Fe-Ti形成的化合物低得多[9]。从接头的结构角度看,铜良好的塑性有利于提升整体强度。因此,铜作为钛钢连接的中间层在理论上是可行的,在实际操作中需要解决氧等的气体污染以及焊缝中Ti与Cu的熔化量的控制等。
高明等人[10]采用直径1 mm的Cu3Si丝材作为焊缝填充材料,焊接方式为激光电弧复合焊接。研究表明,随着工艺参数的优化,拉伸强度达212 MPa。所有拉伸试样都断裂在CuTi2层,为脆性解理断裂。而且焊缝的热输入在一定范围内,FZ区的Fe67-xSixTi33化合物会由点状转变为蠕虫枝状和树突状,同时FZ区的上部和下部会随着热输入的增加变得更加均匀,从而提高接头强度。
王廷等人[11]采用0.5 mm厚度的纯铜作为中间过渡层,结果显示铜层全部熔化。根据钛侧焊缝区的形貌特征将焊缝从钛侧向中间铜层分成三段区域(区域代号为Ⅰ、Ⅱ、Ⅲ)。根据EDS的检测结果可知:Ⅰ区含有Ti和Ti2Cu,Ⅱ区含有Ti2Cu、TiCu和TiCu2三种化合物,Ⅲ区由 Ti43Cu57-xFe(x=21~24)、Ti40Cu60-xFe(x=5~17)和 Cu 的固溶体组成。这些中间相的韧性优于Ti-Fe的脆性相,接头平均硬度为580 HV,可以提高接头强度至234 MPa。
1.2 钒中间层
钒与钛和钢任何一方都不可以无限互溶,Ti-V和Fe-V二元相图如图1所示。因此,采用一定厚度的钒作为钛钢接头的中间层可以阻止Ti和Fe之间的扩散。但是钒作为强碳化物形成元素不仅会与碳生成化合物且还会与镍形成VNi,而这些化合物对接头有不利影响[12]。
王廷等人[11]采用0.5 mm厚度的纯钒作为中间过渡层,选用焊接速度6 mm/s、焊接电流9~12 mA的工艺参数进行对中电子束焊接。研究表明,由于电子束焊接的冷却速度较快,钒在TiFe中的溶解量过高,使得接头的平均硬度达到1 100 HV,且该硬度高于钛钢直接连接接头的平均硬度,焊后出现断裂。笔者认为当硬度高于1 000 HV(钛钢直接连接时的硬度值)时,接头会发生完全断裂。

图1 二元相图Fig.1 Binary phase diagram of Ti-V and Fe-V
I.Tomashchuk等人[13]采用1.06 mm厚的纯钒作为中间过渡层进行AlSi316L和Ti6Al4V的激光对接,且采用的对比实验包括单道的对中焊、双道焊以及单道双焦点焊接。研究发现,即使化学成分在σ相范围内也不会生产此相,这是由于焊接时局部加热和高焊接速率使熔化区产生很大的冷却速度,但是当w(Fe)超过30%时,这些固溶相仍然会对裂纹非常敏感。实验结果为:单道焊接获得的试样的拉伸强度最低(130 MPa),断裂在富钒的固溶体中,原因是Fe、Cr和Ti在此固溶体中会使其韧脆转变温度高于室温。而双道焊接的拉伸强度最高(367 MPa),笔者认为得到该结果的条件是Fe-V熔化区未含有大量的 V。此试样断裂在未熔V体与V和Ti6Al4V的熔合区的界面上,而断裂的原因是未熔V体的部分退火产生粗大的晶粒。双焦点焊接得到的试样的拉伸强度(285 MPa)低于双道焊接,原因是焊接时温度过高使未熔V体产生晶粒粗化。
Ashley Reichardt等人[14]采用激光熔敷增材的方式对TC4和304L不锈钢进行V粉末的成分过渡研究。实验中每层材料的配比如表1所示,实验结果为第126层出现开裂,根据断裂处的XRD分析,断裂是由于生成了脆性相FeTi,由此可见,这种钛钢连接接头需要纯V的过渡。随后,在304L不锈钢基板上进行V的过渡实验。随着V含量的增加,Fe、Cr和V之间会生成脆性的σ相最终导致试样开裂,有效解决以上问题的方法是跳过σ相的成分区间或增加Cr含量绕过σ相区。
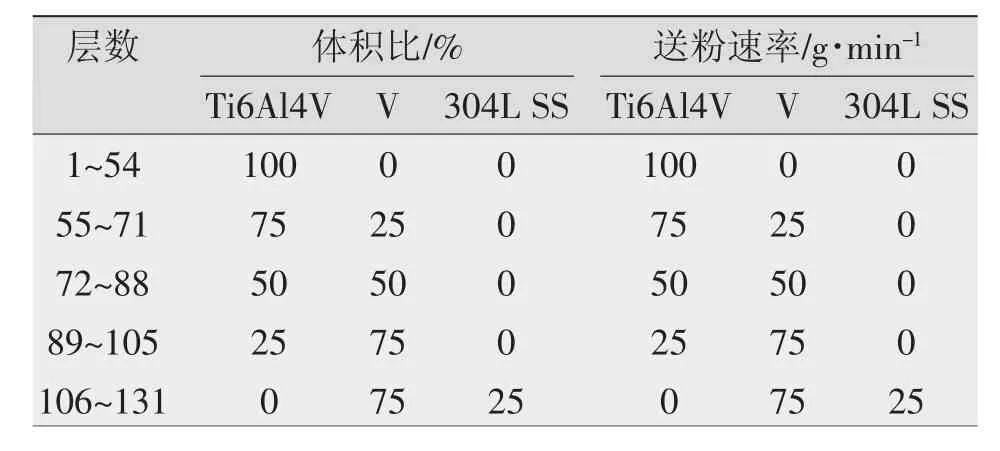
表1 以V为过渡材料的实验粉末配比Table 1 Ratio of experimental powder with V as transition material
1.3 铌中间层
金属铌为难熔金属,熔点2 477℃,因其具有塑性和延展性,可用来连接各种接头。因Nb的熔点高于钛合金和钢,采用激光和电子束进行焊接更适宜,另根据Ti-Nb二元相图可知,Ti与Nb之间只会产生固溶体,因此可作为钛钢焊接接头的扩散阻挡层。
孙大谦等人[15]采用1 mm厚度的纯Nb(99.99%)作为过渡层,用脉冲激光在距离TC4和Nb的对接处0.2 mm的TC4侧进行单道焊接。研究表明,焊接接头分为Ti-Nb熔合区、未熔化的Nb区以及Nb和SS的反应层区,此反应层区是由焊接时Nb的热传导以及另外施加的压力而发生原子扩散形成。未熔化的Nb可以将TC4和SS分开,因此Ti与Fe、Cr和Ni之间不会形成脆性金属间化合物。该试样的拉伸强度可达370 MPa且断裂处位于反应层区。在此断裂的原因是生成了硬的Nb-Fe金属间化合物且更容易产生应力集中。
1.4 镍中间层
Ni耐蚀性高,与铁无限互溶且焊接性良好,与Ti形成的金属间化合物具有一定的塑性[16],Ti-Ni二元相图如图2所示。同时,Ni高温塑性良好,可以降低接头的脆化,有利于提高焊接接头强度。
王廷等人[11]采用0.5 mm厚度的纯Ni作为中间过渡层,由于Ni的熔点较高,仍有一小部分Ni未熔化。研究表明,Ni没有阻挡Ti和Fe之间的扩散即仍有Fe2Ti相产生,此外Ni与Ti之间还生成了Ni3Ti和Ni2Ti金属间化合物。以上几种化合物的脆硬性使得焊缝平均硬度达到860 HV,而硬度越高,其韧性会降低,因此,该接头的拉伸强度仅124 MPa。

图2 Ti-Ni二元相图Fig.2 Binary phase diagram of Ti-Ni
2 多种中间过渡材料在高能束流焊接钛钢中的应用
选择单种中间过渡材料来连接钛钢的目的是阻止Fe与Ti之间生成脆性金属间化合物,但通常做不到;如果为了增加中间过渡层的阻挡效果而增加中间层厚度则会降低接头强度[17]。而且,不适宜的新元素的加入可能会使问题复杂化,甚至有时接头会生成三元甚至更多元的脆性金属间化合物。为了解决以上问题,多种中间过渡材料的研究得以发展。
2.1 钒-铜/钒中间层
王廷等人[18]采用V-Cu的过渡材料结构成功地连接了Ti6Al2Zr2Mo2V和奥氏体304不锈钢。研究表明,Cu可以阻止Ti和Fe的扩散,因而钛钢焊接接头的实质性问题转变成V作为中间层的Cu和Ti的焊接。但同时由于Cu的导热性,接头仍有一小部分V没有熔掉。当加大电子束功率时,可将V全部熔掉但会在Ti侧出现明显裂纹,原因是过大的热输入使得Ti和Fe等元素在焊缝处的熔入量增加从而产生脆性金属间化合物。为了解决V与Cu之间的热性质差异问题,王廷等人将Cu层改为Cu33V层(含有33%的Cu基合金)进行相同参数的实验。结果表明,接头处金属全部熔化且未生成脆性金属间化合物,拉伸强度可达395 MPa,相当于304不锈钢强度的72%。
2.2 钒-铬中间层
Sreekar Karnati等人[19]采用激光熔敷的方式和Ti-V-Cr-Fe的过渡方法获得了可靠的钛和钢的成分过渡接头。当激光熔敷过程的冷却速率大于等于1℃/s时,可以防止Fe与Cr之间生成σ脆性相,因而在微观金相图中会出现少量气孔。最终该过渡接头几乎不存在纯金属区域,其中的元素都是以固溶体形式存在,且最高硬度值为425.3 HV,没有明显的脆性相生成。
3 结论
最适合钛钢连接的元素为钒,原因是钛合金与钢中的最主要元素为Fe和Ti,只有元素钒能与两者形成无限固溶体即可以避免生成脆硬的金属间化合物。同时,具有隔绝Ti和Fe的纯钒本身强度较低,为了使其合金化提高强度必须添加另一种中间元素,例如Cu和Cr。虽然应用金属钒获得的接头强度较高,但从成本和工艺实现的角度看,满足生产实际还需要更深入的研究和提高。
对于应用高能束流焊接钛钢,合理匹配过渡材料的种类和成分是将来从冶金方面提高接头强度的根本方法,同时应改善焊接设备和工艺以精确控制熔化区域位置及形状等。此外,近年来用增材方法获得的过渡接头比普通焊接接头在结构上更加均匀且在过渡材料成分的把控上也更加精确。Hofmann等人[20]采用增材方法得到可靠的304不锈钢与Invar36的功能梯度接头。因此,采用增材方式来获得高强度的钛钢接头的前景也非常广阔。
[1]李梁,孙健科,孟祥军.钛合金的应用现状及发展前景[J].钛工业进展,2004,21(5):19-24.
[2]付艳艳,宋月清,惠松骁,等.航空用钛合金的研究与应用进展[J].稀有金属,2006,30(6):850.
[3]Ghosh M,Kundu S,Chatterjee S,et al.Influence of interface microstructure on the strength of the transition joint between Ti-6Al-4V and stainless steel[J].Metallurgical and Materials Transactions A,2005,36(7):1891-1899.
[4]伍光凤,盛光敏.钛合金和不锈钢的扩散焊接研究进展[J].热加工工艺,2007,36(3):86-89.
[5]Lee M K,Park J J,Lee J G,et al.Phase-dependent corrosion of titanium-to-stainless steel joints brazed by Ag-Cu eutectic alloy filler and Ag interlayer[J].Journal of Nuclear Materials,2013,439(1-3):168-173.
[6]KUNDU S,CHATTERJEE S.Characterization of diffusion bonded joint between titanium and 304 stainless steel using a Ni interlayer[J].Materials Characterization,2008(59):631-637.
[7]ELREFAEY A,TILLMANN W.Solid state diffusion bonding of titanium to steel using a copper base alloy as interlayer[J].Journal of Materials Processing Technology,2009(209):2746-2752.
[8]HE P,YUE X,ZHANG J H.Hot pressing diffusion bonding of a titanium alloy to a stainless steel with an aluminum alloy interlayer[J].Materials Science and Engineering A,2008,486(1-2):171-176.
[9]刘德义,蔡建伟,任瑞铭.钛/铜中间层/钢扩散焊复合管界面组织与性能[J].焊接学报,2013,34(1):49-52.
[10]Gao M,Chen C,Wang L,et al.Laser-Arc Hybrid Welding of Dissimilar Titanium Alloy and Stainless Steel Using Copper Wire[J].Metallurgical and Materials Transactions A,2015,46(5):2007-2020.
[11]Wang T,Zhang B G,Feng J C.Influences of different filler metals on electron beam welding of titanium alloy to stainless steel[J].中国有色金属学报(英文版),2014,24(1):108-114.
[12]程挺宇,郑锋,薛为林,等.钛-不锈钢异种金属焊接技术[J].稀有金属与硬质合金,2009,37(2):63-65.
[13]Tomashchuk I,Grevey D,Sallamand P.Dissimilar laser welding of AISI 316L stainless steel to Ti6-Al4-6V alloy via pure vanadium interlayer[J].Materials Science&Engineering A,2015(622):37-45.
[14]Reichardt A,Dillon R P,Borgonia J P,et al.Development and characterization of Ti-6Al-4V to 304L stainless steel gradient components fabricated with laser deposition additive manufacturing[J].Materials&Design,2016(104):404-413.
[15]Zhang Y,Sun D Q,Gu X Y,et al.A hybrid joint based on two kinds of bonding mechanisms for Titanium alloy and stainless steel by pulsed laser welding[J].Materials Letters,2016(185):152-155.
[16]袁新建,盛光敏,秦斌,等.镍作中间层脉冲加压扩散连接钛合金与不锈钢[J].焊接学报,2008,29(9):27-30.
[17]郎泽保,吕宏军,王亮.中间层厚度对P/MTC4-GCr15扩散焊接头强度的影响[J].宇航材料工艺,2009,39(4):47-51.
[18]Wang T,Zhang B,Chen G,et al.High strength electron beam welded titanium-stainless steel joint with V/Cu based composite filler metals[J].Vacuum,2013,94(6):41-47.
[19]Li W,Yan L,Karnati S,et al.Ti-Fe intermetallics analysis and control in joining titanium alloy and stainless steel by Laser Metal Deposition[J].Journal of Materials Processing Technology,2017(242):39-48.
[20]Hofmann D C,Roberts S,Otis R,et al.Developing gradient metal alloys through radial deposition additive manufacturing[J].Sci Rep,2014,4(4):53-57.
Application of transition materials in the connection of Titanium alloys and steel by high energy beam
LI Hongqiang,PENG Yong,ZHOU Qi,FAN Xinmin,GUO Shun,ZHANG Wangwei
(School of Material Science and Engineering,Nanjing University of Science & Technology,Nanjing 210094,China)
The connection of titanium alloy and steel can meet the requirements of performance but also reduce the cost,so the problem of welding titanium and steel have been widely concerned.However,due to their great differences in properties,the strength of the direct connection is extremely low or even completely cracked,so the method of increasing intermediate transition materials has become the focus of research.In addition,high energy beam especially laser and electron beam has the characteristics of high energy density and small weld width so that welding of titanium and steel has certain advantages.In this paper,the types and application of transitional material added when welding the joint of titanium and steel by high energy beam are reviewed.
titanium alloy;steel;intermediate transition material;application;high energy beam
TG457
A
1001-2303(2017)11-0027-04
10.7512/j.issn.1001-2303.2017.11.05
本文参考文献引用格式:李洪强,彭勇,周琦,等.过渡材料在高能束流连接钛钢中的应用[J].电焊机,2017,47(11):27-30.
2017-06-07;
2017-08-23
国家自然科学基金项目(51505226,51375243);江苏省自然科学基金项目(BK20140784)
李洪强(1992—),男,在读硕士,主要从事电子束增材制造的研究。E-mail:lihongqiang_lhq@163.com。
周 琦。E-mail:cheezhou@126.com。
