发电机磁轭键间隙分析与处理
2017-12-28李扬帆毕旭
李扬帆,毕旭
(国网新源控股有限公司潘家口蓄能电厂,河北唐山064309)
发电机磁轭键间隙分析与处理
李扬帆,毕旭
(国网新源控股有限公司潘家口蓄能电厂,河北唐山064309)
以实际案例分析了抽水蓄能机组磁轭键间隙产生的原因及处理过程,为国内其他抽水蓄能电站进行冷打磁轭键修理工作提供参考和帮助。
抽水蓄能;磁轭键
0 引言
该厂发电电动机为立轴、悬式、三相、50 Hz、空冷可逆式同步发电电动机,型号为MV840/240142-48,该厂发电机为意大利TIBB公司生产的。
发电机转子采用浮动式磁轭,磁轭键为冷打键,由一个主键和一个副键组成。发电机已运行23年,在机组检修期间,对发电机磁轭键间隙进行统计发现,磁轭键有较大间隙。
1 原因分析
该厂发电机组为抽水蓄能机组,机组有正反两个旋转方向。电机转子磁轭为全浮动式磁轭,在机组启动时,由于离心力的作用,磁轭键向定子方向运动,停机时离心力消失,依靠转子支架的拉力将磁轭键拉回。发电机已运行23年,常年往复运动,造成磁轭键有所磨损,在转子支架与磁轭间产生间隙。
2 施工流程
更换磁轭键施工流程见图1。
3 施工过程
3.1 转子磁轭键试拔
转子吊出之前选取间隙大(双边间隙和大于1 mm)的磁轭键进行机坑内试拔,确定磁轭键能够拔出后,再将转子吊出。发电机大盖板吊出后,根据之前磁轭键间隙的统计,选取5号磁轭键进行试拔。首先使用用气刨将主副键刨开,再将自制T型架点焊在磁轭键副键上,用10 t的液压千斤顶顶住T型架两端后开始试拔磁轭键副键。第一次试拔,T型架断裂也未能将副键拔起。重新制作T型架并选用机械千斤顶进行试拔,顺利将磁轭键副键拔出,并将主键拔出约10 cm后停止试拔,认为主键可以可靠拔出。
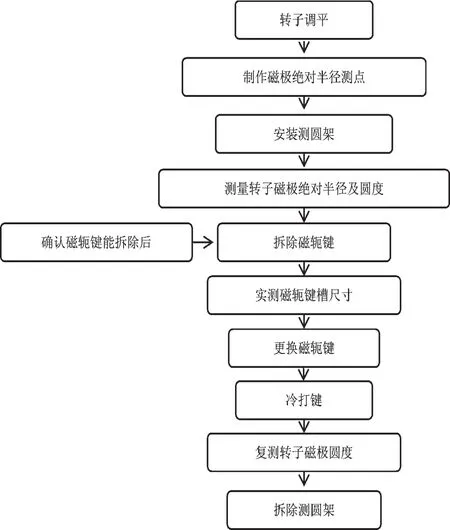
图1 施工流程框图
注:因磁轭键为冷打键,依靠副键打紧在主键上,所以在副键拔出后,主键可拔出,即可认为主键(键槽、主键无明显变形时)可顺利拔出。
3.2 转子吊出后修理
(1)转子吊出后,用水准仪测量转子的平衡,调整转子支架,进行转子水平的调整。主要数据如图2:
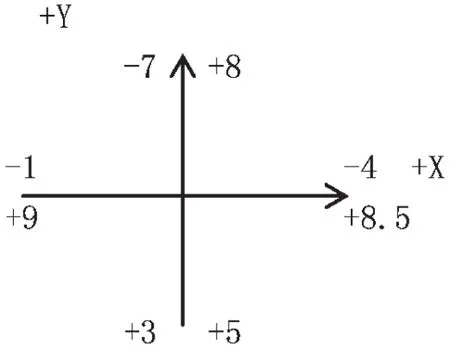
图2 水平调整数据
注:现场转子支墩比较单薄,并没有螺栓固定,使用千斤顶调整转子水平存在安全风险。根据施工现场实际情况,为了保证施工安全,不对转子中心体水平进行大幅度调整。
(2)转子水平测量完成后,制作磁极绝对半径测点,安装测圆架进行测圆,测量时选取磁极上、中、下三个部位进行测量并记录数据,与磁轭键修理完毕后测量结果进行对比,确定本次检修质量。检修前转子圆度测量数据如表1:
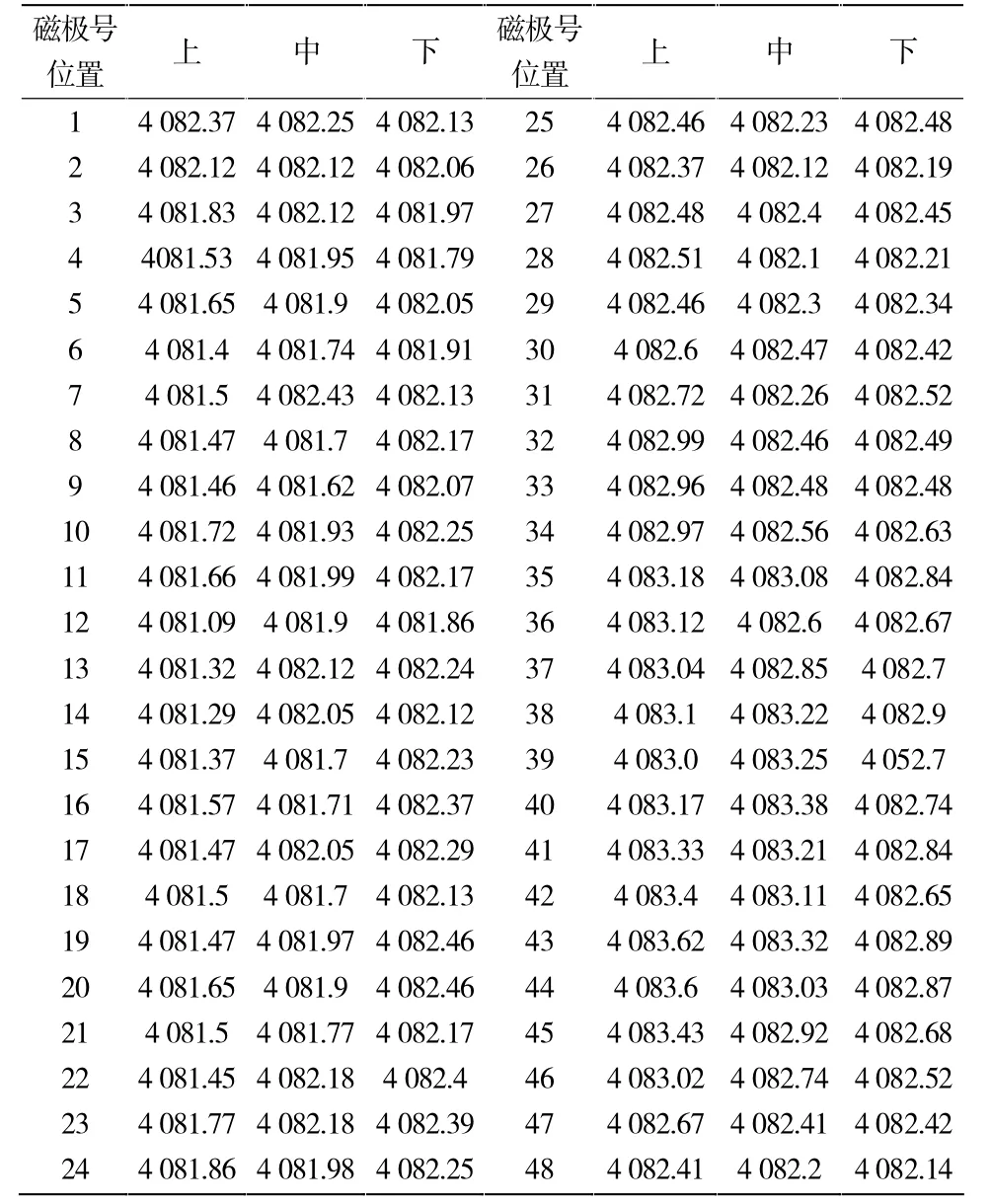
表1 磁极圆度及绝对半径测量记录(修前)单位:mm
(3)磁轭键拆除情况
按照制定方案进行磁轭键拆除,用同样的方法拆除3号(9号磁极)、6号(21号磁极)、7号(25号磁极)、9号(33号磁极)磁轭键,此四组磁轭键均可正常拔出。在拔10号磁轭键(45号磁极)过程中,施工人员用T型板将副键拔出后开始试拔主键,但是在主键拔出200 mm时,主键被卡住。尝试几次后,主键依然不能拔出。如果对此磁轭键进行强力破拆,可能造成磁轭键、磁轭键槽发生扭曲和变形,给键的尺寸测量、键槽尺寸测量带来极大的困难,极易影响键的安装质量,造成间隙不合格问题,为确保机组顺利完成检修工作,经与厂家技术人员协商,将此键打回,不做处理。
(4)磁轭键、键槽尺寸测量
使用内径百分表对键槽及磁轭键进行测量(深度达1 500 mm),测量出数据(键宽标准为90 mm)如表2。
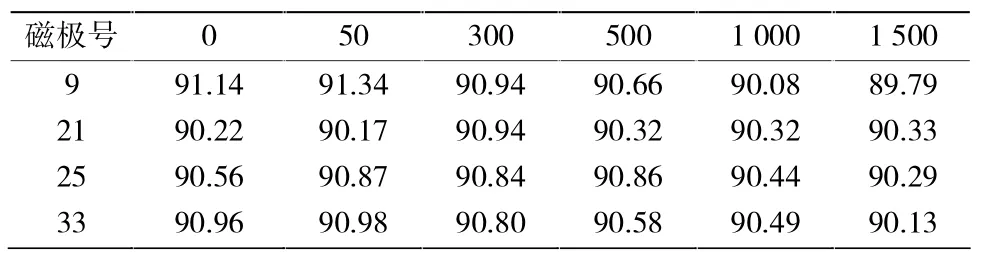
表2 磁轭键测量尺寸单位:mm
由表2看出,磁轭键键槽呈喇叭口形状由下端向上端逐渐变大。发现此问题后,紧急向厂家及磁极键加工厂反馈,厂家回复此种磁轭键加工难度非常高,工期难以保证,且制作加工后的磁轭键不一定完全满足现场键槽的情况。后又经多次现场协调会决定,仅对拔出的磁轭键进行处理,不在继续拔出磁轭键。因键槽尺寸大部分呈变大趋势,所以决定磁轭键按照原尺寸进行精加工,运送厂内后,根据情况进行处理。
(5)磁轭键安装情况
1)旧磁轭键试验性回装:因转子长时间放置在主安装间内,下端依靠支腿将其支撑,在转子自重的作用下,整个转子磁轭将存在小幅度的变形。担心变形影响键的回装,所以在新键还未到厂这段时间,将旧键进行尝试性回装,保证新键安装不理想时,也能将旧键安装回去,确保工期能够按计划完成。在进行旧键回装时,拔出的旧键均能正常回装。
2)新键到厂后安装:新磁轭键到厂后,将磁轭键打入键槽,反复捶打进行紧固处理。但是新键安装过程中出现了很多问题。
(6)安装过程中的问题
1)新键不能顺利安装。除6号磁轭键(21号磁极)顺利安装外,其余磁轭键均经过打磨才能进入键槽。在9号磁极键(33号磁极)安装过程中,新磁轭键经过反复打磨,新键的尺寸已经小于旧键的尺寸,但是新键依然不能全部进入键槽。这样的新键就算进入键槽,磁轭键的间隙也会比之前的间隙大,更换新键的效果却比不上用之前的旧键,所以将旧磁轭键打回。
2)新键安装后依然有较大间隙。7号磁轭键(25号磁极)安装后,用塞尺测量磁轭键间隙。磁轭键右侧仍有较大间隙(0.75 mm)。
3)旧副键无法使用。在安装9号磁轭键(33号磁极)过程中,旧主键打回后,安装副键过程中,旧副键全部进入键槽也未受力,旧副键无法使用,只能更换新的副键。新副键又无法与主键完全契合,只能经过反复打磨,新副键才顺利安装。
全部处理完成,副键安装完成后,对全部磁轭键间隙进行测量,对间隙较大的加垫处理。测量磁轭键间隙数据如表3:
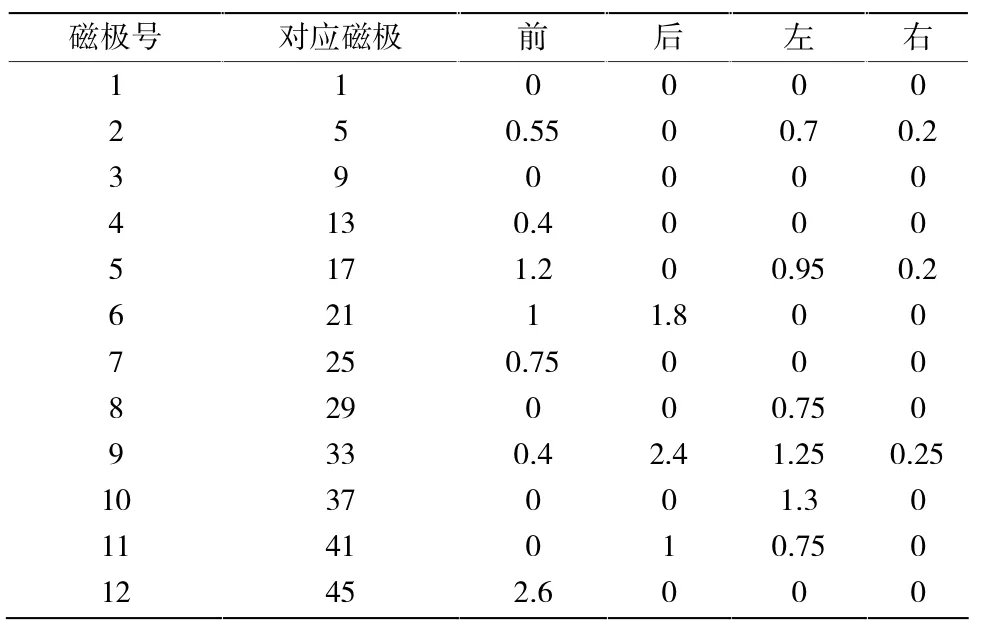
表3 磁轭键修理情况统计单位:mm
(7)副键安装完毕后,进行转子圆度复测
全部磁轭键处理完毕后,主副键进行焊接,探伤无异常,确保焊缝无裂纹后,对检修后转子圆度进行了测量,数据如表4:
将测量的结果与修理前的测量结果进行对比。对比图见图3(a)、(b)、(c)(排列顺序为上中下测点对比):
由图3看出,检修后转子圆度较检修前圆度略好。
(8)磁轭键处理完成后,对转子进行清扫处理
用面团将气刨、焊接过程中的金属粉末清扫,清扫完毕后用吹风机吹扫,重点对转子磁极进行吹扫检查。清理完毕后,对转子做绝缘试验,第一次试验检测转子绝缘低于合格数据,拆除转子励磁钢母线进行清扫,清扫完毕后,再次摇绝缘,试验数据合格。
4 结语
本文从实际出发,记录了磁轭键修理过程,对其他单位进行磁轭键修理工作有一定的参考价值。不确定因素多、施工难度大等问题对于转子磁轭键修理有很大的影响,如果大家有更好的修理办法,欢迎您进行指正。
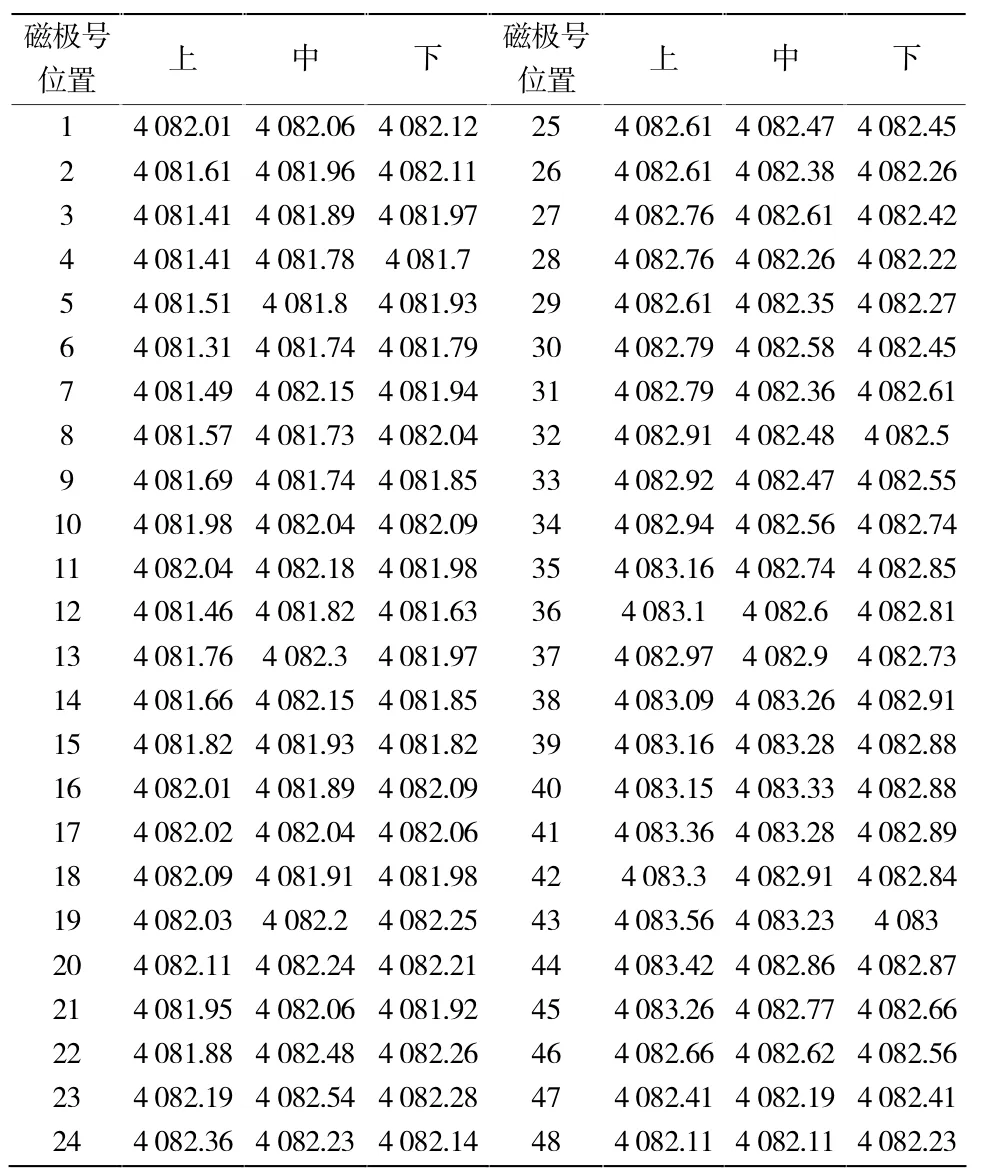
表4 磁极圆度及绝对半径测量记录(修后)单位:mm
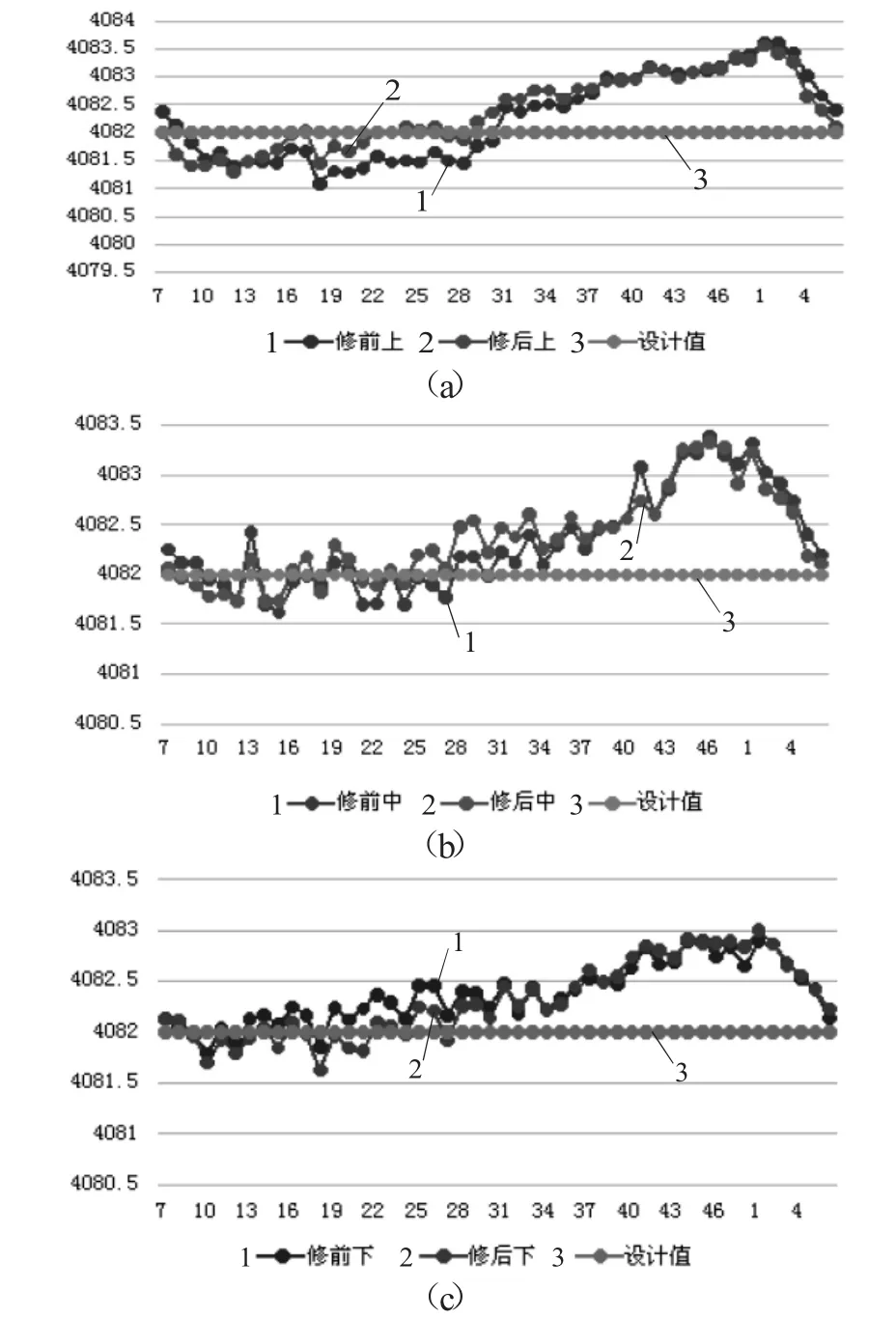
图3 转子圆度修前、修后对比
TM312
B
1672-5387(2017)12-0046-03
10.13599/j.cnki.11-5130.2017.12.018
2017-11-01
李扬帆(1992-),男,助理工程师,从事水电厂电气一次设备维护与管理工作。