辫式软连接在发电机转动部件上的应用
2017-12-28毕旭孟德霞李扬帆
毕旭,孟德霞,李扬帆
(国网新源控股有限公司潘家口蓄能电厂,河北唐山064309)
辫式软连接在发电机转动部件上的应用
毕旭,孟德霞,李扬帆
(国网新源控股有限公司潘家口蓄能电厂,河北唐山064309)
潘家口抽水蓄能电厂装设有3台型号为MV840/240142-48发电电动机,转子磁轭键采用浮动式磁轭,磁轭键为冷打键,在转子钢母线间采用多层铜片式软连接,存在断裂等风险。国内首次应用于转动部件上的辫式软连接,致力于设计一种柔度更高,能承受更大的切向力及径向力,且不易断丝断股,抽丝风险小的辫式软连接。
转子;磁轭键;软连接;辫式
0 引言
国内首次应用于转动部件上的辫式软连接,是一种柔度更高,能承受更大的切向力及径向力,且不易断丝断股,抽丝风险小的软连接。确保发电机转子支架与磁轭间产生较大切向力时,发电机转子钢母线间软连接不会因此而断裂、熔断,从而发生影响机组安全稳定运行事件。
1 应用背景
潘家口电厂3台机组发电机转子采用浮动式磁轭,转子钢母线间采用多层铜片式软连接。磁轭键为冷打键,由一个主键和一个副健组成。发电机转子磁轭为全浮动式磁轭,在机组启动时,由于离心力的作用,磁轭键向定子方向运动,停机时离心力消失,依靠转子支架的拉力将磁轭键拉回。发电机已运行23年,常年往复运动,造成磁轭键有所磨损,在转子支架与磁轭间产生间隙,当间隙较大时,就会在磁轭与转子支架上产生切向位移,产生切向力,长期往复使软连接金属疲劳,造成软连接开裂。潘家口电厂自2016年3月29日出现转子钢母线间软连接问题,并在之后的几个月定检中发现此位置软连接有断层、裂纹现象,给发电机安全稳定运行造成很大的不稳定因素,存在较大的安全隐患。
2 内涵和做法
潘家口电厂原转子钢母线采用多层铜片式软连接,在第一次即2016年3月29日,出现第一次软连接熔断后,潘家口电厂立即组织人员对产生原因进行分析,后经过转子健康分析会判断,产生切向力的主要原因为磁轭键与转子支架间存在较大的间隙,决定采用柔度更好的转子软连接。
3 辫式软连接在转动部分的应用
最初设计软连接时,潘家口技术人员认为原多层铜片厚度较厚,认为减少多层铜片单层厚度,可一定程度的增加软连接柔度。多层铜片厚度由最初的0.5 mm一层,减少至0.33 mm一层。后经上机试验,柔度虽有增加,但仍不能很好的释放软连接上的切向力,软连接断裂情况时有发生。而辫式软连柔度高、能承受更大的切向力及径向力,遂产生将辫式软连接应用于发电机转动部件上的想法。
3.1 技术难点
辫式软连接技术在国内外虽很成熟,大多应用于发电机出口、刀闸连接等固定连接部位,国内还未出现过试用于转动部件上的辫式软连接。原因为辫式软连接由多股软铜丝编织交叉形成,在运行旋转过程中存在抽丝、断丝及断丝后接地的风险,且因在发电机部位的应用使得辫式软连接的尺寸大幅度减少,使得两压紧端的长度减少,大幅度增加制造困难及工艺要求。
如潘家口电厂在发电机转子上应用的软连接,安装后两端尺寸仅13 cm,用于压紧端的尺寸仅3.5 cm,加上需在压紧端打个直径为1.8 cm的贯穿孔用于固定,造成软连接两端铜丝断股、压接量小及两端软通丝存在甩出脱落的可能等问题。
3.2 问题攻关
潘家口电厂联系设备制造厂家,详细了解辫式软连接的制造工艺、材料特性,最终决定制造工艺如下:
1)两端压紧,沿用以往冷压工艺制成软连接,使用更高的压紧力。在压紧时,压紧用的铜管应至少为正常使用时的2倍,以防止在软连接上打安装孔时,在两端出现抽丝现象影响压紧强度,破坏原编织的编织方式及编织顺序,出现铜编织线空鼓情况。
2)编织方式:采用新型编织工艺,交叉叠压互相编织的工艺,增加各铜丝的受力面,尽量使铜丝形成统一整体。
3)材料选用:选用厂用镀锡铜编织,直径0.5 mm(各单位根据具体情况选择股线规格),软连接厚度为20 mm。两端压紧铜管材质应选用H04(硬)ASTMB-188或等同标准的材料。
4)软连造型:因软连接承受一定的变形量,所以需制造成为Ω型。软连制造时,在一段压紧后,根据图纸要求,提前制出Ω型,在Ω型可固定后,在将另一端压紧。以防止现场造型时,使得两端编织线拉出,降低压紧力度。
5)压紧端打孔:在压紧端进行打孔时,应采用上下压紧的方式进行,禁止使用台钳、台钻进行打孔。打孔完成后去除压紧端多出部分,并对铜编织两端进行打磨处理。
6)软连接两端侵锌、镀银:在打孔完成后,为防止软连接两端铜编织线在离心力的作用下甩出,辫式软连接两端及打孔处使用热侵锌技术,使断股的铜编织在压紧端形成统一整体。待热侵锌干透后装配前,铜管表面喷沙去除氧化痕迹,表面镀银。
7)潘家口电厂软连接技术数据
额定电流(直流)1923 A
短时电流(50 s)3846 A
安装部位线速度(额定/飞逸)54/105 m/s
软连接6个方向变形量5 mm
8)软连接设计图纸及制造完毕后图片(见图1、图2)。
9)跟踪观察
在软连接安装完成后,在软连接压紧端做好标记,并拍照记录,以便在历次检查中形成对比,便于检查软连接情况。
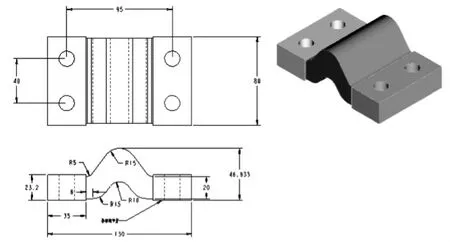
图1 软连接设计图
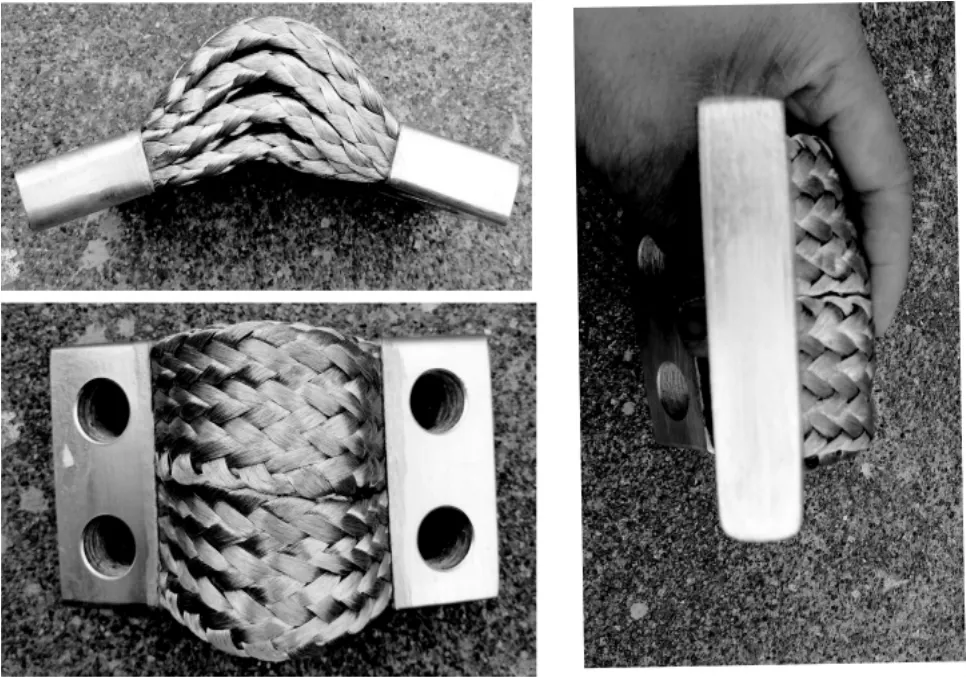
图2 设计制造完成后图片
4 安全措施
辫式软连接首次应用于发电机转动部件上,新工艺投运,应充分考虑其不安全因素,即在旋转过程中多股软铜丝断股搭落在转子支架上造成转子运行中接地,造成转子损伤。所以在软连接安装时,在软连接上安装防护套。防护层采用绝缘热缩管,紧密包裹在软连接上,防止运行中断丝后搭落,运行中图片如图3所示:

图3 软连接上包裹绝缘热缩管
5 实施效果
在未使用铜编织软连接之前,平均机组每启停15~20次,软连接就会出现断裂等情况,影响机组安全稳定运行,就需要对软连接进行更换。自2016年9月1日,使用铜编织软连接后,至2017年3月9日,运行已有8月,机组共已启停461次,在历次定检中,未发现软连接出现任何断裂、抽丝等问题,运行良好,很好的解决了发电机组在多次启停后容易造成钢母线间软连接断裂的问题。笔者认为,辫式软连接拥有更好的变形能力及释放力的能力,在存在较大切向力的时候应用效果优于多层铜片式软连接。
TV734.2
B
1672-5387(2017)12-0001-03
10.13599/j.cnki.11-5130.2017.12.001
2017-11-01
毕旭(1989-),男,助理工程师,从事发电机运行维护工作。