第二课:聚乙烯(PE)管道(一)
2017-12-27主讲嘉宾武新国彭克奇
主讲嘉宾:武新国 彭克奇
第二课:聚乙烯(PE)管道(一)
主讲嘉宾:武新国 彭克奇
随着社会经济的发展,塑料管道的应用越来越广泛。聚乙烯(PE)管道具有许多卓越的特性,如耐低温、韧性好、刚柔相济等,因此在一些特殊用途中大显身手。在某些领域中,传统材质的管道不是不适用,就是费用大,而且不能保证使用安全。有些传统材质的管道容易发生腐蚀和接头泄漏等问题,聚乙烯(PE)管道圆满地解决了这两大难题。
聚乙烯(PE)管道作为室外线路管,广泛敷设于腐蚀性的土壤中,以及平原、山地和沼泽地区,并能够作为承插管插入旧管道中修复、更新旧管道。由于聚乙烯(PE)管道有与众不同的施工特点,往往为使用者带来巨大的经济效益。据相关资料显示,聚乙烯(PE)管道安装费用低于钢管管道安装费用50%,而非开挖的穿插法又比直接开挖埋地法节约费用30%~40%。
这一课,结合GB/T 13663—2000《给水用聚乙烯(PE)管材》,对管道的原材料要求、原材料配方、原料烘干过程监控、生产工艺控制、成品检验控制等方面进行讲解。
一、原材料要求
原料是生产聚乙烯管材、管件的根本,原料的选择直接影响管道产品的质量。原料在生产前必须按标准要求进行检验,检验合格以后方可用于生产。原材料性能是制品性能的首要保证。原材料的长期强度高,可以保证供水管道承受足够高的压力。原材料耐慢速开裂能力可以保证热熔焊接接头的牢固,防止裂纹快速开裂的能力可以保证供水管道偶然开裂不会造成事故。
在GB/T 13663—2000《给水用聚乙烯(PE)管材》中,对PE生产管材的材料有以下规定要求:
①材料的命名详见表1。

表1 材料的命名
②生产聚乙烯管材的混配料为蓝色或黑色(见图1-1),其中蓝色管用材料应能保证使用该材料制造的管材耐候性符合表2要求,同时材料的基本性能要求还应符合表3要求,黑色材料基本性能应符合表4要求。

表2 管材的耐候性

表3 管材的基本性能

表4 黑色材料的基本性能
③PE 63级材料也可采用管材级基础树脂加母料的方法生产聚乙烯管材(见图1-2),对材料性能的要求自管材上取样进行测试。
④按照GB/T 13663—2000标准生产管材时产生的洁净回用料,只要能生产出符合该标准的管材,可掺入新料中回用。
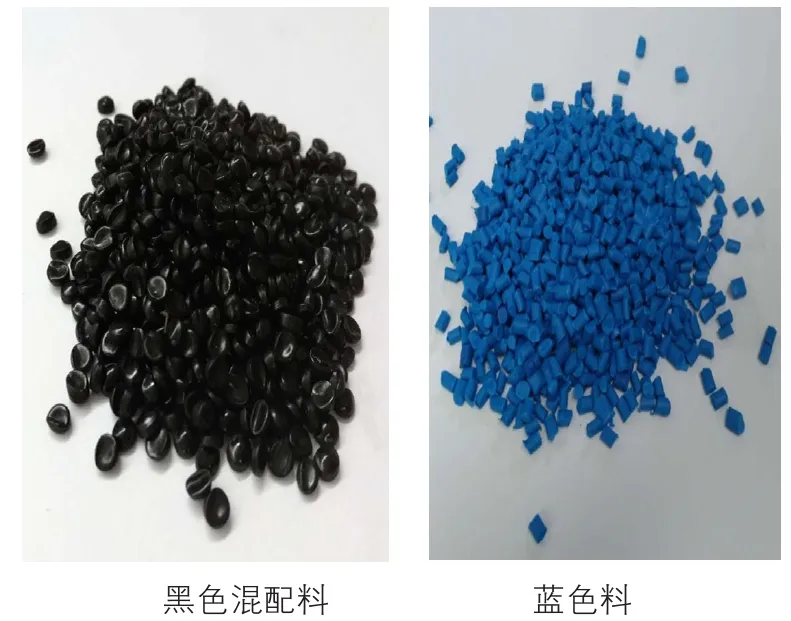
图1-1

图1-2
聚乙烯(PE)管道的主要优点体现在以下几个方面
1.耐腐蚀。聚乙烯(PE)作为惰性材料,除少数强氧化剂外,可耐多种化学介质的侵蚀,无电化学腐蚀,不需要防腐层。
2.不泄漏。聚乙烯(PE)管道主要采用熔接连接(热熔连接或电熔连接),本质上保证了接口材质、结构与管体本身的同一性,实现了接头与管材的一体化。实验证明,聚乙烯(PE)管道接口的抗拉强度及爆破强度均高于管材本体,可有效抵抗内压力产生的环向应力及轴向的拉伸应力,因此与橡胶圈类接头或其他机械接头相比,不存在因接头扭曲而造成泄漏的危险。
3.高韧性。聚乙烯(PE)管是一种高韧性的管材,其断裂伸长率一般超过500%,对管道地基不均匀沉降的适应能力非常强,也是一种抗震性能优良的管道。
4.优良的挠性。聚乙烯(PE)的挠性是一个重要的性质,使聚乙烯(PE)管道可以进行盘卷,并以较长的长度供应,不需要各种连接管件。在非开挖施工中,聚乙烯(PE)管道的走向容易依照施工方法的要求进行改变,并且可在施工前改变管材的形状,插入旧管后恢复原来的大小和尺寸。
5.良好的抵抗刮痕能力。采用非开挖施工技术,无论是铺设新管或旧管道的修复或更新,刮痕是无法避免的。刮痕造成材料的应力集中,引发管道的破坏。管材抵抗刮痕的能力与管材的慢速裂纹增长(SCG)行为关系密切。
6.良好的快速裂纹传递抵抗能力。聚乙烯(PE)管道的快速开裂是指在管道偶然发生开裂时,裂纹以几百米/秒的速度迅速增长,瞬间造成几十米甚至上千米管道破坏的大事故。在常用的塑料管材中,聚乙烯(PE)抵抗裂纹快速传递的能力名列前茅。温度越低,管径和壁厚越大,则工作压力越高,塑料管道快速开裂的危险性就越大。因此,聚乙烯管道特别是PE 100级管更适宜做大口径管。
7.使用寿命长。聚乙烯(PE)管道重量轻,使用寿命可达50年以上,这是国外根据其环向抗拉强度的长期静水压设计基础值(HDB)确定的,已被国际标准确认。
二、原材料配方要求
聚乙烯混配料是以聚乙烯基础树脂加入必要的抗氧剂、紫外线稳定剂和颜料制造而成的粒料。GB/T 13663—2000《给水用聚乙烯(PE)管材》对混配料的要求主要体现在下面3个方面。
①原材料需满足GB/T 13663—2000《给水用聚乙烯(PE)管材》对PE生产管材的材料规定要求(即本文第一部分阐述的4项规定)。
②原材料需满足管材断裂伸长率、纵向回缩率、氧化诱导时间和静液压强度的物理性能要求。
③当在混配料中加入回用料挤出管材时,对管材测定的熔体流动速率(MFR)(5kg,190℃)与混配料测定值之差,不应超过25%。

图2 电子万能试验机(来自网络图片)
氧化诱导时间,即测定试样在高温(200℃)氧气条件下开始发生自动催化氧化反应的时间,是评价材料在成型加工、储存、焊接和使用中耐热降解能力的指标。
氧化诱导期(简称OIT)方法是一种采用差热分析法(DTA)以塑料分子链断裂时的放热反应为依据,测试塑料在高温氧气中加速老化程度的方法。其原理是将塑料试样与惰性参比物(如氧化铝)置于差热分析仪中,使其在一定温度下用氧气迅速置换试样室内的惰性气体(如氮气)。测试由于试样氧化而引起的DTA曲线变化,并获得氧化诱导期(时间)OIT(min),以评定塑料的防热老化性能。
氧化诱导时间的检测设备差示扫描量热仪(差热分析仪、差动分析仪、热分析仪等)见图4。
断裂伸长率,指试样在拉断时的位移值与原长的比值,以百分比表示(%),是指断裂时试样标线间的长度减去试样标线间的原始长度的差与试样标线间原始长度的比值。断裂伸长率是管材良好柔韧性的体现,通过对管材断裂伸长率的测定,以保证管材对地基不均匀沉降的适应能力,满足抗震性能的要求。断裂伸长率的检测设备(电子万能试验机)见图2。
纵向回缩率,即将规定长度的试样置于给定温度下的加热介质中保持一定的时间,测量加热前后标线间的距离,以相对原始长度的长度变化百分率来表示。纵向回缩率是热塑性塑料管材产品性能优劣的一项重要指标,反映了热塑性塑料管材产品在热影响下管材沿纵向塑性变化的稳定性能。纵向回缩率的测定对提高产品在使用过程中对气温的变化、日照以及其他热源影响的承受能力,以及提高产品的使用年限有着重要意义。在检测中由于操作不当或不能掌握要领,将影响检测结果的准确度。纵向回缩率的检测设备烘箱,又名电热鼓风干燥箱、高温箱、热烘箱等,见图3。

图3 烘箱(来自网络图片)

图4 差热分析仪(来自网络图片)
液压强度试验技术指标要求试验中管材无破裂、无渗漏。液压试验按GB/T 6111—2003测定,试验条件见表5。若试样在距离密封接头小于试样自由长度0.1倍处出现破裂,则试验结果无效,要保证液压试验中管材不破裂、不渗漏,原材料加工生产过程要合理控制温度。静液压强度的检测设备(液压试验机)见图5。

图5 液压试验机(来自网络图片)

表5 液压试验条件

图6 烘料设备
三、烘料过程监控
聚乙烯是非吸水性材料,通常水分含量相当低,可以满足挤出的需要。当加入含吸湿性颜料炭黑时,由于其呈微孔态,且表面积非常之大,对湿度敏感,吸水量增大。通常对聚乙烯(PE)管道混配料进行干燥处理,否则水分不仅导致管材内外表面粗糙,而且可能导致熔体出现气泡。干燥可采用热风干燥或除湿干燥。干燥时间可根据具体情况进行调整,原则是干燥后的水分含量应控制在200mg/kg以下。当室内环境湿度≥70%时,必须使干燥过程(包括二次干燥)的原料处于封闭状态以防暴露在湿度过高的空气中再度吸湿。冬季室内外温差大,原材料应由室外移至室内,或从室温低的仓库移至操作车间,即骤冷骤热时,应对原料进行干燥,以防止水汽凝结。烘料设备见图6。
四、生产工艺控制
生产过程的工艺控制非常重要,在生产时要注意对工艺参数的设置及对物料熔体温度、熔体压力的监控。如果在生产过程中出现剪切过度,会导致熔体温度升高,使材料性能劣化,这种劣化在常规检测中较难发现。目前一些国内引进的生产线已带有电脑监测控制系统,出现问题会及时发出警报。先进的生产线带有在线测量仪,管材的外形尺寸可在屏幕上直接显示,如与主机相连,可实现自动调整模具,自动控制壁厚和外径。
挤出成型温度是促使成型物料塑化和塑料熔体、流动的必要条件,它对挤出成型过程中物料塑化和物品的质量和产量都十分重要,挤出机中用于熔融的能源基本有两种,最重要的一种是螺杆供给的机械能,通过粘滞热生成过程转化为热能;第二种能源是机筒外加热器供给的热能。在多数挤出机中约有80%~90%或以上的能源由螺杆供给。挤出机生产线见图7。
通常挤出机的温度控制由机身的加料段到挤出段逐渐升高。物料到机头的温度一般都控制在流动温度和分解温度之间,口模温度比机头温度略高。温度过低,则塑化不好;温度过高,则聚合物降解。各段工艺温度通常考虑以下几个方面。
①聚合物本身性能。如熔点、分子量大小和分布、熔融指数等;②设备的性能。有的设备进料段的温度对主机电流影响很大;③通过观察管模头挤出的管坯表面是否光滑、有无气泡的现象来判断温度的设定是否合理。在管材生产过程中,要根据生产设备、管材规格、生产速度的具体情况,结合管材的外观、尺寸及物理化学性能的结果,及时合理调整生产工艺温度,以制造出符合国家标准的给水用PE管材。
聚乙烯(PE)管材生产中常见的表观现象及其产生原因和解决办法见表6。

表6 管材生产常见表观现象及产生原因和解决办法
五、成品检验控制
根据GB/T 13663—2000《给水用聚乙烯(PE)管材》规定,管材出厂检验项目有颜色、外观、规格尺寸、80℃静液压强度(165h)、断裂伸长率和氧化诱导时间。
出厂检验项目应注意的问题有以下几个方面。
GB/T 13663—2000《给水用聚乙烯(PE)管材》对于管材颜色的规定较为具体:市政饮用水管材的颜色为蓝色或黑色,黑色管上应有共挤出的蓝色色条。色条沿管材纵向至少有3条。其他用途水管可以为蓝色或黑色。暴露在阳光下的敷设管道(如地上管道)必须是黑色。PE蓝色管材见图8,PE黑色管上有共挤出的蓝色色条,见图9。

图8 PE蓝色管材

图9 PE黑色管上有共挤出蓝色色条
在外观方面,管材的内外表面应清洁、光滑,不允许有气泡、明显的划伤、凹陷、杂质、颜色不均等缺陷。管端头应切割平整,并与管轴线垂直。另外,PE给水管材上应印制正确标识。管材出厂时应有永久性标志,且间距不超过2m。根据GB/T 13663—2000规定,标志至少包括下列内容:
①生产厂名和/或商标;②公称外径;③标准尺寸比或SDR;④材料等级(PE 100,PE 80或PE 63);⑤公称压力(或PN);⑥生产日期;⑦采用标准号;⑧水或water字样(仅适用于饮水管)。
例如,2017年12月5日生产的管材,某公司用PE100级原料生产的公称外径为200mm、公称压力为1.6MPa的饮水管,执行标准为GB/T 13663—2000的标志应为:某公司名称 PE 100级饮水管 dn200mm 1.6MPa SDR11 GB/T 13663—2000 2017/12/05
(公称压力与标准尺寸比SDR在GB/T 13663-2000标准中有一一对应)。
出厂检验的80℃静液压强度(165h)、断裂伸长率和氧化诱导时间见前文介绍。
聚乙烯(PE)管材应贮存在远离热源及油污和化学品污染、地面平整、通风良好的库房内,如在室外堆放应有遮盖物。管材应水平整齐堆放,堆放高度不超过1.5m,见图10。
下一课将重点讲解聚乙烯(PE)管道施工过程中应关注的系列问题
