宽厚板热送热装计划的优化与应用
2017-12-21张兆萍
张兆萍
(山钢股份莱芜分公司 宽厚板事业部,山东 莱芜271104)
宽厚板热送热装计划的优化与应用
张兆萍
(山钢股份莱芜分公司 宽厚板事业部,山东 莱芜271104)
莱钢为提高宽厚板生产线的热送热装效率,对炼钢炉次计划及轧制计划进行协调及组合,设计了系统优化流程,构建了热送热装一体化的生产管理模式。2017年上半年热送率已达到55.18%,煤气消耗由1.733 GJ/t降低到1.656 GJ/t。
宽厚板;热送热装;热送率;煤气消耗
1 前言
宽厚板生产线是莱钢新上的板材生产线,生产经验不足。2013年以前因炼钢、轧钢MES系统及计量信息传输等问题,导致热送热装计划无法实现。通过优化热送热装计划,优化炼钢炉次计划及轧制计划的协调及组合,保证热送热装顺利进行,提高热送效率。截止2017年上半年热送率已达到55.18%。
2 生产计划优化分析
2.1 炼钢炉次优化
炉次是指同时在一个转炉内冶炼,从开始冶炼到浇注为止的整个过程称为一个炉次。组成同一炉次的板坯必须满足如下约束条件:1)钢级相同或相近;2)板坯宽度相同;3)板坯厚度相同;4)交货期相近。最优炉次计划在满足上述条件下,追求同一炉次的合同板坯交货期差异,规格差异最小[1]。
目前国内一般的连铸机在浇注过程中均不采用在线进行调宽,在一个浇次内板坯的宽度与厚度是固定的,而板坯的切割长度可以根据生产指令进行在线调整。连铸每浇次根据钢种不同有最大、最小炉数限制。
铸坯实物产出前,整个炼钢与轧制计划编排全部用虚拟板坯信息组织,进行浇铸计划与轧制计划的匹配,自动进行各种规程的检查,使出钢、浇铸、轧制三个计划同时一次编成,从而实现了钢水、板坯、厚板的生产在计划时间上紧密而科学系统的衔接,以保证物流畅通,有力的支持板坯直接热装作业和各种复杂的物流坯料产出。建立MES系统与计重系统实时信息交互传输,实现热送热装过程板坯单支远程计重。
连铸板坯产出后通过辊道进入厚板侧,物料系统采集板坯来料信息,对作业计划命令中的虚拟板坯进行替换。当进行实物替换时,物料跟踪模块触发作业计划模块,将物料相关的作业命令、生产控制、质量控制、化学成分、重量信息等PDI信息下发到加热炉及轧线L2系统,控制其生产。
2.2 轧制计划优化
轧制过程中,为保证钢板的表面质量,每轧制一定数量的板坯就要更换轧辊,更换前后的两个工作辊之间的轧制对象称为一个轧制单元。每一个轧制单元包括烫辊材和主体材两部分。组成同一轧制单元的合同板坯必须满足如下约束:1)轧制单元的总长度有一定限制;2)轧制宽度非减方向变化;3)相同宽度板坯连续轧制不能超过一定长度;4)厚度、硬度变化要平稳、不能反复跳跃[1]。
通常一个完整的轧制单元的轧件具有“双梯形结构”。按宽度的变化,形状如图1所示,按厚度的变化,形状如图2所示,其中正梯形部分是烫辊材,而反梯形是主体材部分[2]。
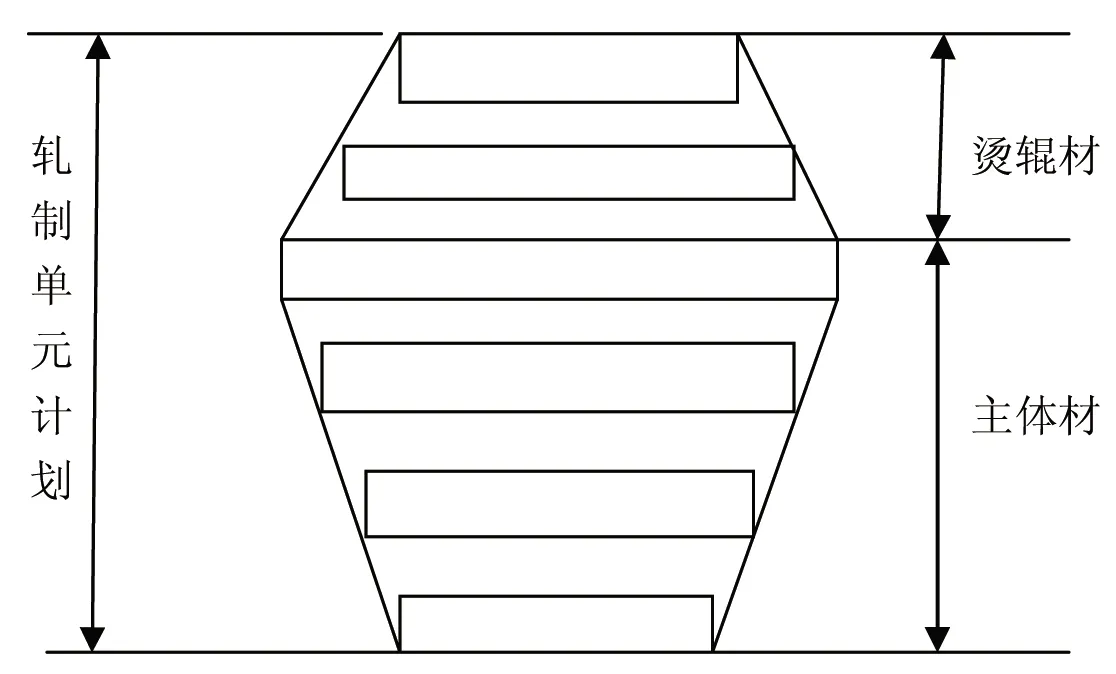
图1 一个轧制单元的宽度结构
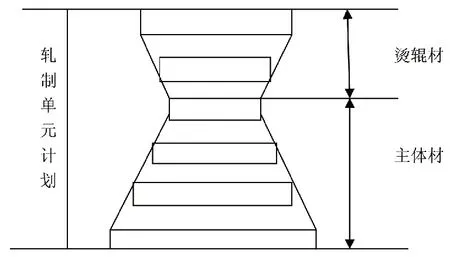
图2 一个轧制单元的厚度结构
3 优化措施
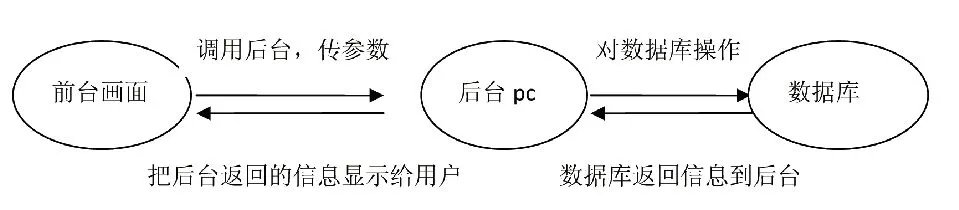
图3 MES热送热装总体架构
优化MES系统热送热装计划编制,能够实现炼钢系统与轧钢系统板坯信息同步功能。热送热装过程中实现板坯单支远程计重、计量系统信息与MES系统的实时交互传输,确保各工序信息沟通的及时准确,物料跟踪清晰明确,从而加快生产节奏,降低能耗。
优化系统基于三层架构进行开发,包括前台,后台,数据库,采用中间件技术,增强系统的安全可靠性。MES热送热装总体架构见图3。
3.1 宽厚板MES系统热送热装优化流程设计
MES热送热装流程如图4所示。
从图4可以看出,对于热送热装计划来说,炼钢连铸计划与宽厚板轧制计划是一体化计划管理,贯穿炼钢、连铸、计量、热轧整个生产过程,使轧制计划和炼钢计划紧密结合。而普通冷装计划,炼钢计划和轧制计划相对独立。
3.2 热送热装一体化的生产管理模式构建
完善管理制度,强化生产管理部门的监督、考核职能。优化、完善MES系统中热送热装计划的编制程序,使其切近现场需求,实现了热送热装一体化计划编制功能。生产管理模式以合同为主线,贯穿炼钢、连铸、热轧整个生产过程,协调好厚板、炼钢、连铸的三大相对独立工序间的生产约束条件,通过高效管理,推行准时化生产及高效率热送热装的生产。
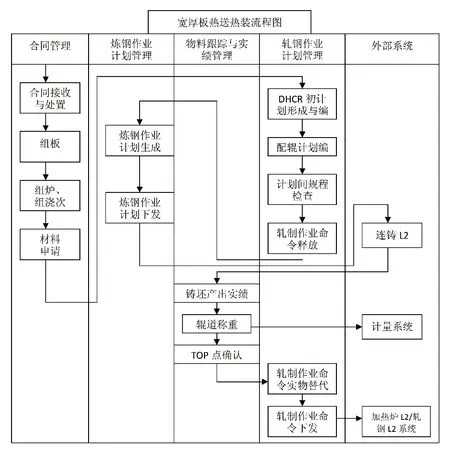
图4 MES系统热送热装流程
4 结 语
莱钢宽厚板生产线通过优化、完善MES系统中热送热装计划的编制程序,实现了热送热装一体化的生产模式,降低加热炉煤气消耗。煤气消耗由1.733 GJ/t降低到1.656 GJ/t。热送效果提高,2017年上半年热送率达到55.18%。
因此热送热装计划的优化与应用是实现热送热装的重要条件,既降低生产成本,又提高了生产效率,对钢铁企业的节能降耗具有重要的意义。
Optimization and Application of Hot Delivery and Charging Plan for Heavy Plate
ZHANG Zhaoping
(The Heavy Plate Division of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
TG307
B
1004-4620(2017)05-0064-02
2017-08-08
张兆萍,女,1974年生,1997年毕业于山东省冶金工业学校轧钢专业。现为山钢股份莱芜分公司宽厚板事业部工程师,从事轧钢工艺技术工作。