过程控制系统在不锈钢轧钢厂的应用
2017-12-21王永胜焦芳芳亓海燕汪丽丽
王永胜,焦芳芳,亓海燕,汪丽丽
(山东泰山钢铁集团有限公司,山东莱芜271100)
过程控制系统在不锈钢轧钢厂的应用
王永胜,焦芳芳,亓海燕,汪丽丽
(山东泰山钢铁集团有限公司,山东莱芜271100)
以泰钢不锈钢轧钢厂炉卷生产线为背景,介绍了二级过程控制系统的结构。描述了过程控制的原始数据输入、规程计算、现场数据采集等主要功能,从数据流向的角度说明了过程控制系统的应用。该系统应用后,产品的整体质量得到了显著提升,成品带钢纵向中间厚度公差为±0.03 mm,头尾厚度控制精度为±0.06 mm。
过程控制;轧制规程;人机界面;参数
1 前言
泰钢不锈钢轧钢厂炉卷生产线,采用二级计算机系统,即过程控制计算机系统和基础自动化系统。过程控制计算机系统实现生产过程的监督与控制,完成高精度的设定计算,并将计算结果交由基础自动化系统对轧制过程实行动态控制。
2 热轧不锈钢厂工艺流程及网络基本构成
泰钢热轧不锈钢厂工艺流程:合格的连铸板坯→加热炉(1#、2#)→高压水除鳞→立辊轧机→四辊可逆粗轧机→飞剪→炉卷轧机→F1-F3连轧机→层流冷却→地下卷取机(1#、2#)
热轧不锈钢厂网络基本构成见图1。
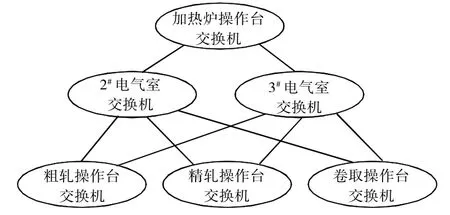
图1 不锈钢轧钢厂网络基本过程
3 过程控制系统的应用
泰钢不锈钢轧钢厂过程控制系统主要由RSC、MSC、CSC、REP、DEV二级服务器和操作终端组成。主要功能有:初始数据输入、设定计算、模型自适应(自学习)、数据采集和处理、报表和记录、数据通信等。
3.1 初始数据输入
在计划室PDI终端输入板坯信息,包括钢种、板坯号、板坯规格、成品规格、各工艺温度、冷却策略、板形要求、标准偏差以及对应板坯的化学成分,并自动生成钢卷号,板坯的原始数据保存于RTDB和LTDB中,作为后道工序的原始数据,计划员可在入炉之前对所有板坯数据进行修改。
3.2 轧制规程预计算、动态计算、自适应计算
轧制规程预计算是根据生产计划数据运用数学模型及经验数据进行计算,确定各道次实际压下量、轧制厚度、轧制力和温度等参数。
动态计算主要包括设定计算和修正计算两个方面。设定计算是板坯出炉后,模型根据实际采集到的温度等数据来修正预计算值;修正计算主要是在轧制过程中根据实际测量数据与设定计算数据的偏差来重新计算最后几个道次的设定值。设定计算与修正计算结果准确与否是实现在线精确控制的关键。轧制工艺参数的自适应计算是在一块钢轧制完成后,记录其所有实测数据,并利用相应的自适应算法来提高数学模型计算精度,修正长期自学习和短期自学习系数,从而提高下块钢设定数据精确度。
3.3 数据采集和处理并生成报表和记录
记录每块钢每一道次的实际轧制过程数据(厚度、温度、轧制力及压下量等),以及一些非过程数据。如精轧机主要记录数据有:中间坯宽度、中间坯厚度、每道次宽度设定值、每道次厚度设定值、速度、轧制力及轧制时间等。根据采集数据可生成曲线图,便于产品质量异议时的追溯。
3.4 人机界面
热轧不锈钢厂的二级操作终端与WINCC画面合为一体,操作工通过点击主页面上的“去往二级设定”按钮,即可进入二级设定界面,在此页面操作工可对轧制板坯数据进行确认,查看二级设定规程是否合理,同时可对二级设定的速度、压下率、成品厚度等数据进行修正,保证最优的轧制规程。
3.5 数据通信
二级过程控制采用以太网作为通讯介质,以报文形式进行数据通讯,其所有模型、数据间的通讯、数据及日志的存储都运行于ProconTel平台上。
4 数据流程
数据流程分为PDI数据流程和现场过程数据流程。PDI数据流程见图2。现场过程数据流程见图3。
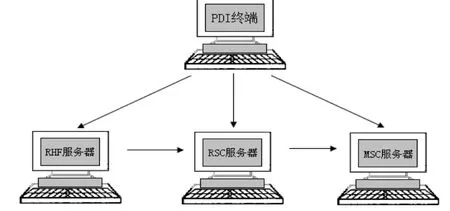
图2 PDI数据流程
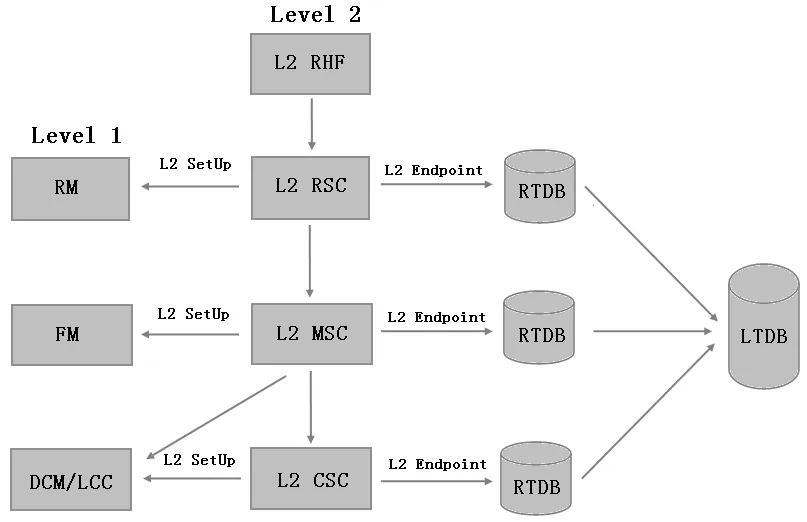
图3 现场过程数据流程
数据流动过程1)。原始数据由计划员从PDI终端输入,计划输入完成后选择RHF、RSC、MSC,并点击“发送”按钮,即可将生产数据发送给加热炉和粗精轧二级过程控制系统。加热炉根据生产计划数据进行对应板坯的装炉与加热。
数据流动过程2)。加热炉二级通过报文实时将在炉板坯信息发送给轧线,当加热炉中板坯达到出炉工艺要求时,精轧操作台点击要钢按钮,将请求出炉的钢卷号发送给加热炉二级,加热炉自动进行出钢,板坯出炉后L2 RSC收集现场数据,进行一系列的设定计算和修正计算,将计算结果发送给L1 RM。粗轧轧制过程中会将中间坯信息传送到L2 MSC,L2 MSC根据粗轧传送的信息对精轧的设定计算进行修正,将计算结果传给L1 FM并将对应的精轧钢卷信息发送给LCC和DCM,用于层冷和卷取数据的设定。RSC、MSC、CSC同时会将每次计算的结果存储于日志文件及RTDB和LTDB中,便于数据查询和板坯的自学习。
5 系统使用效果
过程控制系统在泰钢不锈钢轧钢厂投用后效果良好,不仅减轻了操作人员的劳动强度,产品在厚度、宽度、板型、成品温度控制等方面都得到了显著提高。系统投用后,产品厚度曲线更加平衡,精度控制在±0.03 mm内,头尾精度在±0.06 mm内,有效保证了产品的厚度质量。
Application of Process Control System in Stainless Steel Rolling Mill
WANG Yongsheng,JIAO Fangfang,QI Haiyan,WANG Lili
(Shandong Taishan Iron and Steel Group Co.,Ltd.,Laiwu 271100,China)
TG334.9
B
1004-4620(2017)05-0054-02
2017-05-10
王永胜,男,1967年生,2008年毕业于北京大学光华管理学院工商管理专业。现任山东泰山钢铁集团有限公司董事长、总裁,高级工程师,从事企业管理工作。
process control;rolling schedule;human-computer interface;parameter
