新型燕麦啤酒的研究开发
2017-12-20郭泽峰
郭泽峰
(杭州千岛湖啤酒有限公司,浙江杭州311700)
新型燕麦啤酒的研究开发
郭泽峰
(杭州千岛湖啤酒有限公司,浙江杭州311700)
使用啤酒酿造的原料来开发适合市场需要的啤酒,在生产上处理好工艺质量的难点。研究发现,如果燕麦的比例达到50%或者以上,在糖化生产的工艺阶段,很难正常进行麦汁的分离。当添加的燕麦比例低于20%时,能够在无外源酶制剂的情况下顺利地进行糖化工艺。经过优化,采用30%的燕麦添加比例,添加酶制剂A为1.5 g/kg未发芽燕麦时,啤酒的品质、口感均好于采用全麦发酵产的啤酒。
可加工性; 工艺; 优化; 口感
现代研究资料表明,燕麦在营养价值上所具有的潜力是值得食品行业的工程技术人员认真探究的。其实,早在中世纪,欧洲的很多酿酒作坊就有过采用燕麦进行啤酒酿造的历史。然而,当大麦应用于啤酒酿造后,在质量的稳定性、产品的感官等方面都比较符合酿酒师的预期。但是,越来越多的文献表明,燕麦对于麸质过敏的人群来讲是非常有意义的一种谷物,因为大多数麸质过敏的成年人群对于燕麦是可以接受的。如果采用燕麦酿造啤酒成为主流,啤酒的可接受性就会更广泛。研究资料同时也进一步表明,燕麦的皮壳相对于大麦来讲是比较多的,所以既可以理解为有助于啤酒在麦汁生产阶段能够更好地进行麦糟的分离,也能理解为燕麦在麦汁的收得率方面将是比较低的。从理化指标的对比来看,燕麦在蛋白质的构成上与大麦并无明显的不同。两者之间的区别见表1[1]。
大麦通常作为主要原料使用的话,啤酒的生产总是需要经过糖化的阶段,这个阶段主要是利用酶进行相关的生物化学反应产生所需的物质,比如氨基酸、单糖和双糖等能够被酵母充分利用的碳源和氮源。所以,分析燕麦发芽后指标对于进一步研究燕麦的酿造特性是非常有必要的。燕麦在发芽之后主要的特性变化见表2[1]。
作为啤酒酿造的原料,燕麦的很多特性指标是可进行啤酒的酿造的。这与很多论文的观点比较一致[2-4]。对于库尔巴赫值的不同,则体现了燕麦麦芽在工业化规模的应用上需要更加系统地界定这些指标。
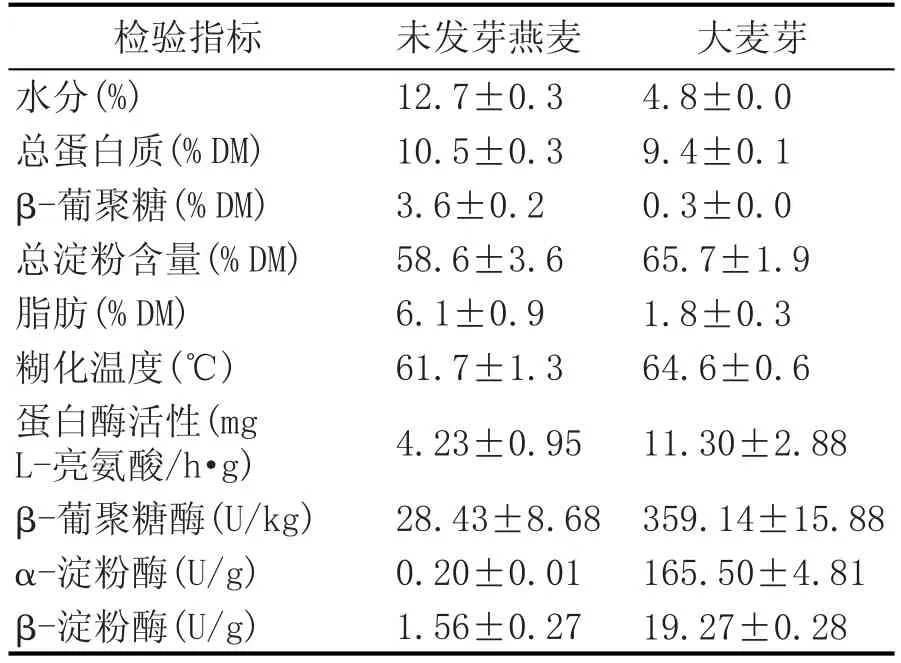
表1 燕麦和大麦芽质量指标对比分析表
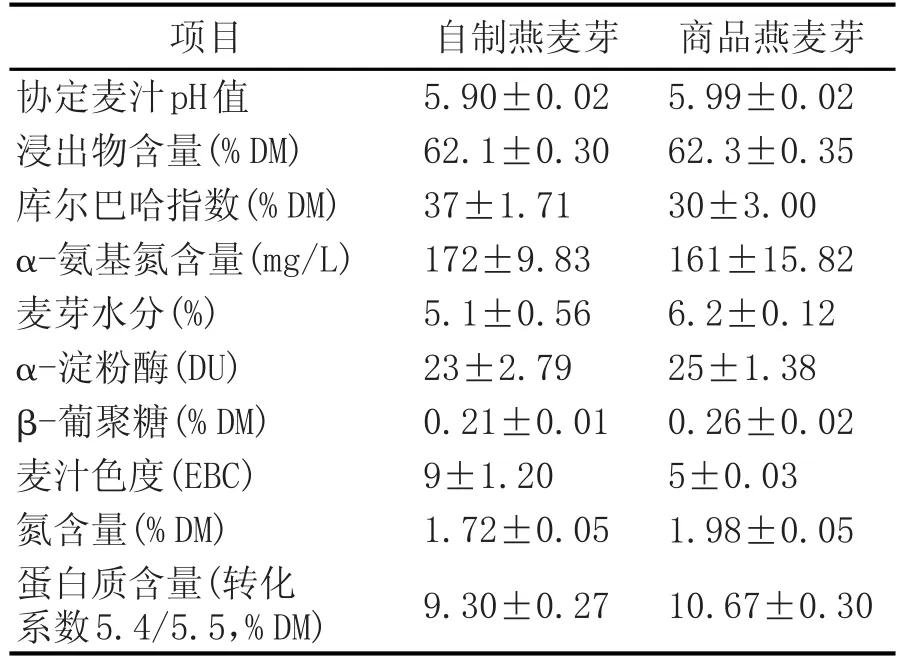
表2 燕麦芽的特性指标
1 材料与方法
1.1 材料
麦芽:Metcalfe(50%)Gairdner(30%),麦芽为进口原料麦在国内麦芽公司生产,国产麦芽(西北)。
燕麦:国产,产地为内蒙古自治区。
酒花:甘肃产90型颗粒啤酒花,包括香花。
酵母:QP05,千岛湖啤酒公司菌种室保存。
实验辅助材料:硅藻土、硅胶和卡拉胶均为公司正常生产用辅助材料。
1.2 试剂与仪器
1.2.1 主要试剂
硫代巴比妥酸(Sigma),浓硫酸、氢氧化钠、二氧化钛、硫酸铜、硫酸钾、钼酸钠、甲苯、甲醇等均为国产分析纯,其余试剂均为实验室常用国产分析纯化学试剂。
采用60%的乙酸溶解0.33 g硫代巴比妥酸,最后定容到100 mL,该溶液现配现用。
1.2.2 主要仪器
Angilent气相色谱仪;7890721型分光光度计,FOSS定氮仪,HAAKE落球式黏度仪,其他为公司化验室常用分析仪器和设备;500 L实验设备,公司研发中心自备。
1.3 实验方法
对于燕麦的添加比例,实验选择了10%、20%、30%、40%的比例;糖化麦汁都统一到12度。
1.3.1 糖化方法
结合研发实际条件和燕麦的数据,糖化实验的工艺见图1。
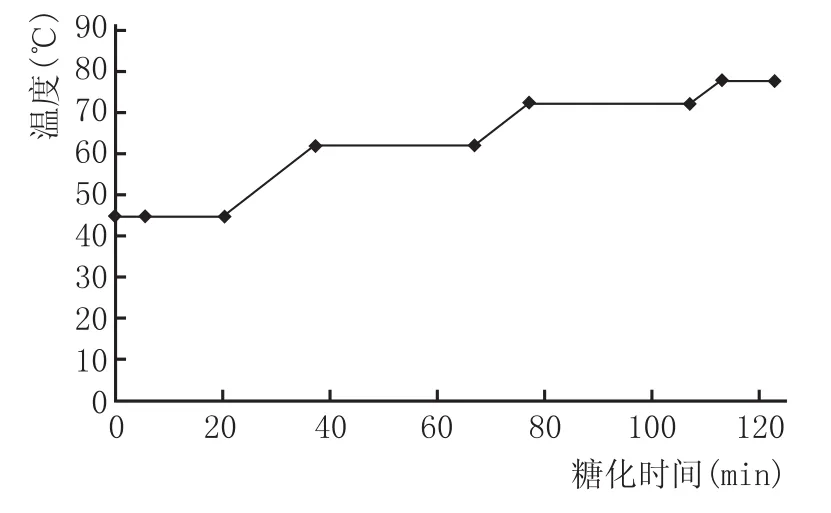
图1 采用燕麦作为辅料的啤酒糖化工艺
1.3.2 发酵方法
作为浅色啤酒的酿造,结合酵母HQP03自身的特点,发酵工艺见图2。
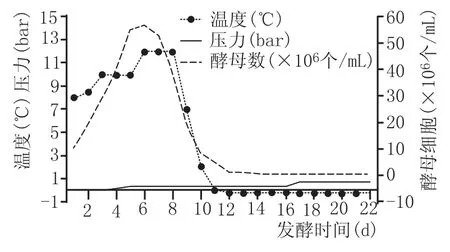
图2 发酵工艺曲线
2 结果与分析
2.1 不同燕麦添加比例对于糖化工艺和麦汁质量的影响
采用燕麦作为辅助原料,由于其没有经过发芽,所以对糖化的影响会变得比较复杂。
2.1.1 不同燕麦的添加比例对麦汁黏度的影响(表3)

表3 不同添加比例的燕麦对于糖化麦汁黏度的影响 (mPa·s)
燕麦因为没有发芽,所以随着添加比例的增加,麦汁的黏度也呈现了升高的趋势。表3中的工艺开始和结束即指该工艺节点的开始和结束时的参数。首先,在蛋白酶和细胞溶解酶作用下,开始糖化休止阶段;62℃即指的是在淀粉水解的情况下对于糖化的起止阶段;72℃即指的是在淀粉水解第二阶段的情况下对于糖化的起止阶段;78℃是指糖化终了的起止。在上述的各个参数中,燕麦的添加比例低于20%,表明糖化过程是完全正常的。当超过了40%时,黏度的升高还是非常显著的,对麦汁的正常糖化进程有影响。
2.1.2 不同燕麦的添加比例对麦汁氮源的影响
因为未发芽的燕麦的蛋白质和氨基酸含量和大麦芽有区别,所以当采用燕麦作为辅料时,麦汁中的游离氨基氮含量会有所改变,见图3。
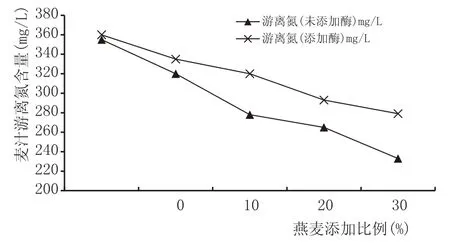
图3 不同的燕麦添加比例对麦汁中游离氨基氮含量的影响
由图3数据可以看出,随着未发芽燕麦的添加量的逐步增大,最终糖化麦汁中的FAN含量变得越来越低。全部使用大麦麦芽所生产的麦汁的FAN含量在355 mg/L,一直降至40%的未发芽的燕麦所生产的麦汁的FAN含量只有215 mg/L的水平。当使用20%未发芽的燕麦来代替大麦芽时,这种FAN的损失几乎都是发生在当糖化温度升到65℃和在此温度下的相关工艺结束时。从化学的组分来讲,或许和燕麦中的高脂肪含量有关系。数据结果表明,在麦汁的生产过程中,麦汁中的脂肪和蛋白质化合物之间会发生反应,该反应和麦汁生产过程中的美拉德反应有关,美拉德反应生成了类黑精这一类的物质[5](造成了麦汁/糖化醪液的颜色变深,见图4)。

图4 不同的燕麦添加比例对麦汁色度的影响
麦汁色度的提高主要是因为美拉德反应后麦汁中类黑精的形成造成色度的提高,这些美拉德反应和这个阶段的FAN的形成有直接关系。通常来讲,发生在糖化阶段的非酶褐变反应随着麦汁的pH值升高会变得越来越高,即pH值越高,这些褐变反应会赋予麦汁更高的色度值。
添加酶可以改善最终的麦汁的组分,因为该酶制剂包括了蛋白质内切酶和脂肪酶等,还包括了一些可以明显提高最终麦汁中FAN浓度的其他酶系;提高比例在21.2%~55.9%之间,如果要想达到该推荐标准浓度的含量,当采用20%的未发芽的燕麦来替代原料中的大麦芽,可以不添加外加的酶制剂作为保证该工艺的手段。
2.1.3 不同燕麦的添加比例对麦汁β-葡聚糖含量的影响
如前所述,燕麦的添加造成了麦汁黏度的改变,这种改变,通常是因为麦汁β-葡聚糖含量的改变,其影响见图5。
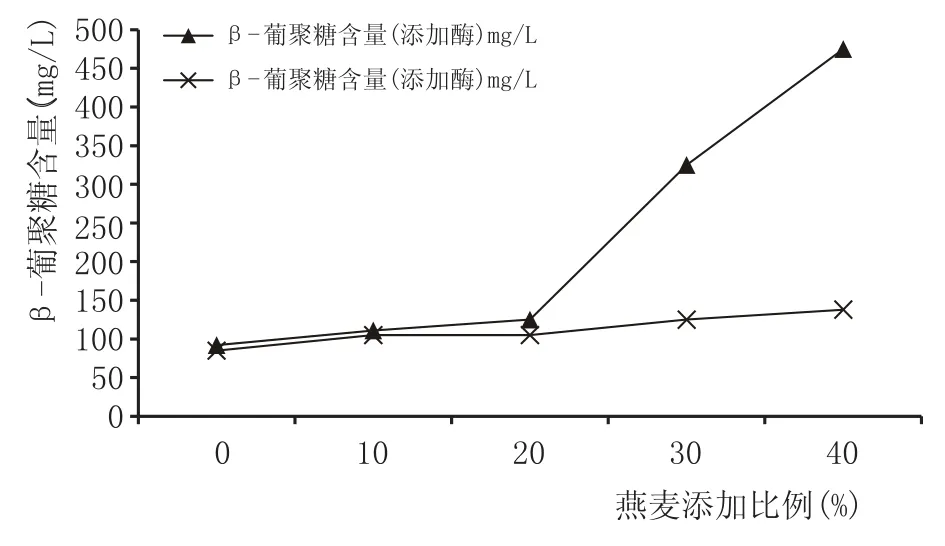
图5 不同的燕麦添加比例对麦汁β-葡聚糖含量的影响
麦芽中的β-葡聚糖内切酶可以将糖化醪中被溶解出来的β-葡聚糖降解为小分子的糖类物质纤维二糖、昆布二糖。β-葡聚糖内切酶在60℃时不具备生物学活性。这就非常好地说明了在糖化过程中,当糖化升温到72℃之前,β-葡聚糖的含量都是逐步升高的原因,所以在此阶段的糖化休止的反应时间里,β-葡聚糖的含量也是逐步升高的。
当未发芽的燕麦添加比例从0%提高到40%时,麦汁的β-葡聚糖含量提高非常明显。在糖化休止后,在细胞分解酶和蛋白质水解酶的作用下,麦汁的β-葡聚糖含量降低显著。当加热到65℃时,麦汁中的组分会发生比较明显的变化,其中最明显的变化是燕麦中大量的高分子β-葡聚糖被释放到糖化醪液中,这个现象可以解释为:首先,燕麦在糊化的作用下,β-葡聚糖释放出来,其次,在β-葡聚糖溶解酶的作用下,β-葡聚糖进入到糖化醪液中;β-葡聚糖溶解酶的最佳作用温度是62~65℃,最佳作用的pH6.8。
2.2 不同的燕麦添加比例对于发酵质量和发酵液口味的影响
麦汁组分的改变,通常会对发酵质量带来影响。
2.2.1 不同的燕麦添加比例对于双乙酰还原的影响
双乙酰是衡量发酵进程的一个重要指标,在实验中,对不同比例添加燕麦的双乙酰的还原情况作了研究,结果见表4。
由表4数据可以看出,采用燕麦作为辅料进行啤酒酿造,对于啤酒发酵过程中双乙酰的还原没有明显的影响,发酵正常进行。
2.2.2 不同的燕麦添加比例对酵母数量的影响
对于发酵过程影响因素比较大的还有啤酒酵母数量,为了考察不同的燕麦添加比例对于啤酒酵母数量的影响,对酵母细胞数量的变化做了相应研究,结果见表5。
2.3 采用不同燕麦添加比例对于成品质量的影响
燕麦的添加,因为蛋白质、多酚等指标都和大麦不同,所以对产品的最终质量也会带来相应的影响。
2.3.1 不同燕麦添加比例对啤酒胶体稳定性的影响
作为考察的重点,对添加燕麦后啤酒的非生物稳定性进行研究。产品的强制循环实验数据见表6。
根据相关标准,当燕麦添加比例低于30%时,对于啤酒非生物稳定性没有影响。
2.3.2 不同燕麦添加比例对啤酒口感的影响
啤酒的口感评价是非常关键的,公司品评小组暗评的结果见表7。
从评价的结果看,随着燕麦比例的增加,品评人员对于燕麦啤酒口感的丰满度的评价比较高。
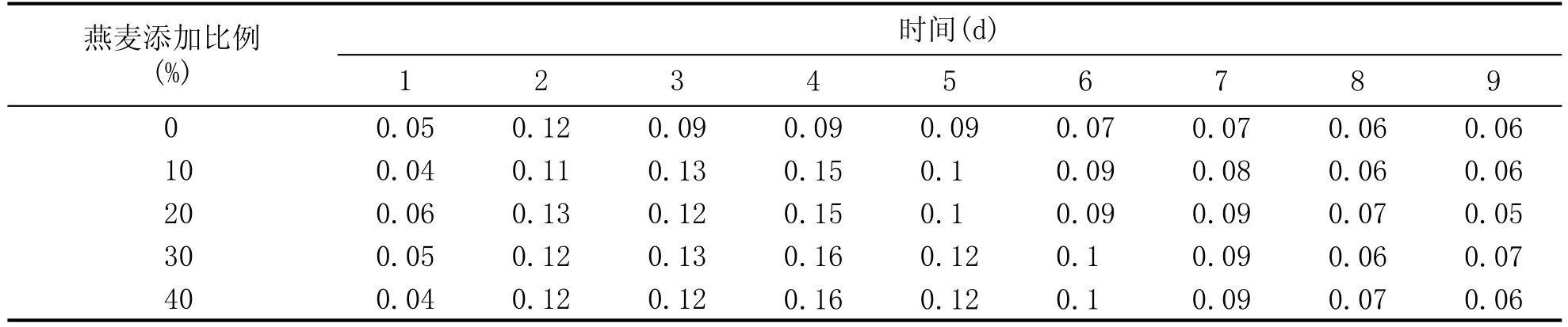
表4 不同的燕麦添加比例对于双乙酰还原的影响 (mg/L)
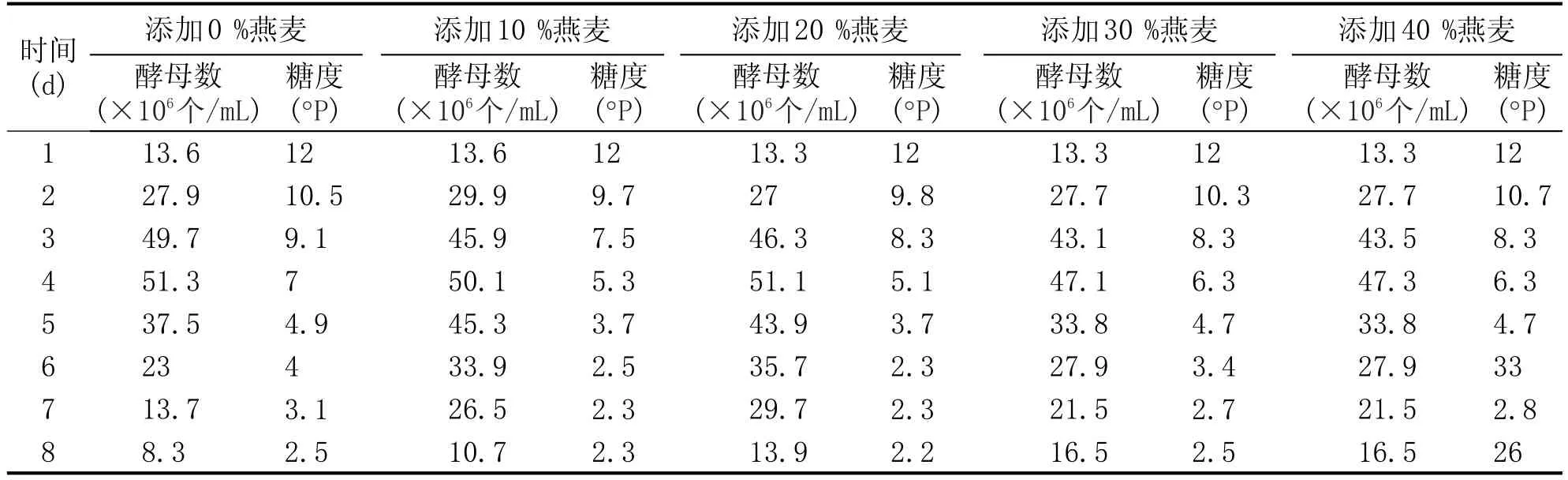
表5 不同的燕麦添加比例对于酵母数的影响
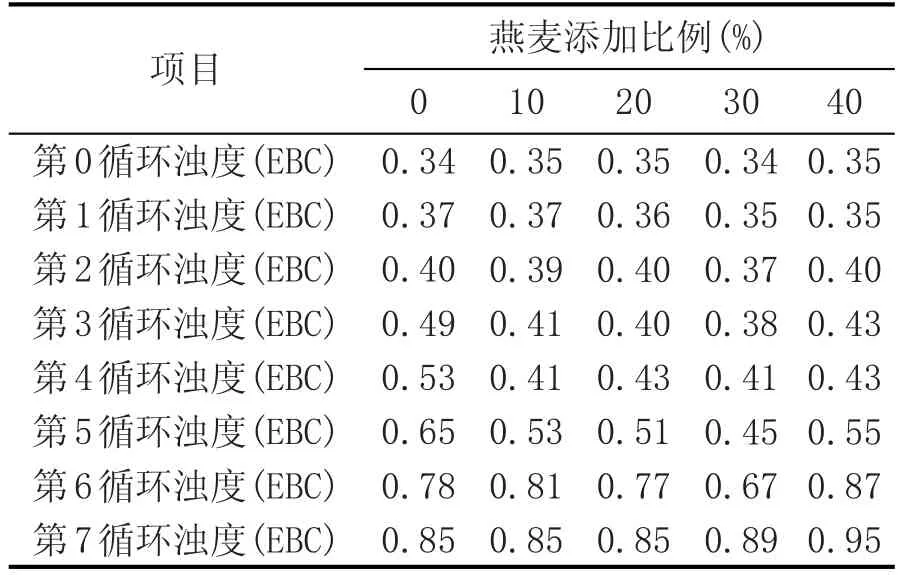
表6 不同的燕麦添加比例对于循环试验的影响
2.3.3 不同燕麦添加比例对啤酒风味的影响
对于啤酒风味指标的分析,能从另外一方面描述燕麦对于啤酒质量的影响。结果见表8。
从表8的数据可以看出,燕麦的添加比例对于醇酯比有一定影响。

表7 不同的燕麦添加比例对于啤酒口感的影响

表8 不同的燕麦添加比例对于啤酒风味的影响 (mg/L)
3 结论
从研究结果来看,当未发芽的燕麦添加比例低于20%时,啤酒的酿造工艺过程未受到任何的影响,当燕麦的添加比例超过40%时,如果没有外源酶制剂的使用,酿造的过程就无法正常进行。在添加外源酶的情况下,采用低于40%的未发芽的燕麦可以进行正常的酿造生产,同时为啤酒带来口感的改变,可为新品开发带来比较现实的意义。
基于使用条件的限制,没有对诸如麦汁流变性能、酿造中燕麦成分对发酵动力学的影响展开研究。
参考资料:
[1]KLOSE C,MAUCH A,WUNDERLICH S,et al.Brewing with 100%oat malt[J].Journal of the Instituteof Brewing,2011,117(3):411-421.
[2]李利霞,方凯,李巨秀,等.制麦工艺对燕麦麦芽营养品质的影响[J].食品科学,2012,33(22):33-34.
[3]SCHNITZENBAUMER B,ARENDT E K.Brewing with up to 40%unmalted oats(Avena sativa)and sorghum(Sorghum bicolor):a review[J].Journal of the Institute of Brewing,2014,120(4):315-330.
[4]徐建国,郝艳芳,闫华娟,等.燕麦发芽过程中淀粉及其相关酶活性的动态变化[J].中国粮油学报,2012(4):25-28.
[5]SCHNITZENBAUMER B,ARENDT E K.Effect of unmalted oats(Avena sativaL.)on the quality of high-gravity mashes and worts without or with exogenous enzyme addition[J].European food research and technology,2014,238(2):225-235.
Development of New-Type Oat Beer
GUO Zefeng(Cheerday Brewery Co.Ltd.,Hangzhou,Zhejiang 311700,China)
s:The research demonstrated that,as oat ratio reached up to 50%or above,it was hard to separate wort in saccharification process.However,when oat ratio was less than 20%,saccharification processed smoothly with no addition of exogenous zymin.Accordingly,the adding ratio of oat was determined as 30%,and the adding level of zymin A was determined as 1.5 g/kg(unmalted oat).Through such technical improvement,the produced beer was better in both quality and taste than whole-oat beer.
processability;technology;optimization;taste
TS262.5;TS261.4
A
1001-9286(2017)12-0093-05
10.13746/j.njkj.2017173
2017-06-14
郭泽峰(1974-),男,安徽五河人,工学硕士,高级工程师。
优先数字出版时间:2017-10-12;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20171012.1544.002.html。
