串联式密炼机啮合转子混炼过程有限元对比分析
2017-12-19汪传生胡纪全边慧光吕炜帅
汪传生,胡纪全,边慧光,吕炜帅
(青岛科技大学 机电工程学院,山东 青岛 266061)
串联式密炼机啮合转子混炼过程有限元对比分析
汪传生,胡纪全,边慧光,吕炜帅
(青岛科技大学 机电工程学院,山东 青岛 266061)
主要介绍了自行设计的新型啮合转子和日本PP-3转子,运用专业黏弹性流体软件Poly fl ow对胶料在两种不同类型啮合型转子内的混炼过程进行动态模拟对比分析,得到两种转子的流场参数的变化规律,由此得出,新型啮合转子是一种性能优良的啮合型转子,更适合串联式混炼工艺要求,对今后转子构型的优化设计提供一定理论依据。
黏弹性;啮合型转子;动态模拟
0 前 言
密炼机已成为现代橡胶工业炼胶工序中重要的炼胶设备。采用密炼机炼胶可极大地降低炼胶工序的劳动强度、改善劳动条件、缩短炼胶周期和提高生产效率。近年来 ,由于新聚合物、新添加剂的不断研制和轮胎工业、塑料橡胶工业的高需求,促进了设备生产厂家不断生产更好的密炼机来加工新的胶料,满足塑料工业和橡胶工业的需求[1]。
转子是密炼机的核心部件,转子结构的设计好坏,直接影响工作性能、生产效率和炼胶质量。转子与混炼室一起完成对胶料的混合剪切和捏炼作用。常用的密闭式炼胶机的转子有相切型和啮合型两种。西方国家现在非常重视啮合型密炼机的应用,这种转子吸取了开炼机的一些优点,如良好的分散性能和易于温控等特点[2],西方轮胎工业发达国家成功应用啮合型密炼机的实例,使啮合式转子密炼机成为继ST转子密炼机之后被轮胎工业所青睐的又一优秀通用混炼设备[3]。
文中采用的两种转子分别为自行设计的新型啮合转子和日本PP-3转子,为了能够更清楚地了解两种转子流场特点,从黏弹性流体理论出发,运用专业黏弹性流体软件Polyflow对胶料在啮合型转子内的混炼过程进行模拟,将两种转子进行对比分析,得到两种转子的流场参数的变化规律。
1 模型的建立
这里对两种啮合型转子转动180 s的流场进行动态模拟,对转子每混炼18 s均匀选取10个瞬态流场模型进行分析,探讨两种啮合转子流场变化情况。在模拟前,首先要建立相应的有限元模型,即相应的物理模型和数学模型。
1.1 物理模型及有限元模型的建立[4]
采用Pro/E软件对两啮合型转子及流场进行结构的设计。图1为自行设计的啮合转子,图2为日本PP-3啮合转子,其中转子的根径为340 mm,外径470 mm,轴向长度为648 mm,两转子中心距为420 mm,流场内径340 mm,外径492 mm,轴向长度640 mm。建立有限元模型则是对相应的物理模型进行有限元网格划分,见图3和图4所示。
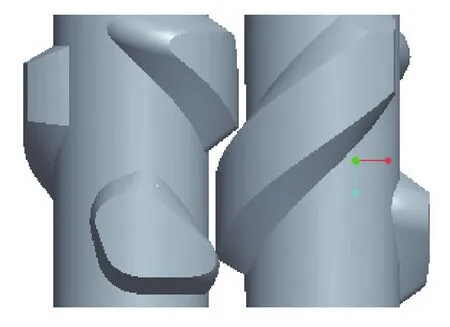
图1 新型啮合转子的啮合造型

图2 日本PP-3啮合转子的啮合造型

图3 新型啮合转子及流场的网格实体模型
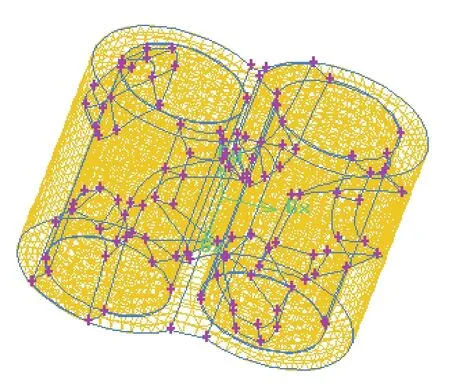
图4 日本PP-3啮合转子及流场的网格实体模型
1.2 数学模型的建立
在进行三维计算时,考虑到流场的几何形状、物料性质、流动状态、加工条件等因素造成的流场复杂性,同时流动过程能满足工程的近似要求,做以下基本假设[5]:
①物料在整个流道是完全充满的;
②流体为稳定流动,即流动过程与时间无关;
③流体为等温流动,即流场中各点温度一样,各个物性参数不变;
④流体为层流流动,雷诺系数较小;
⑤流体的惯性力、重力等体积力远小于黏滞力,忽略不计;
⑥由于物料为橡胶,所以假定熔体为不可压缩流体;
⑦流体的壁面无滑移;
⑧流体为非牛顿流体,其本构黏度方程为Bird-Carreau模型。
根据以上假设可得描述流场的连续性方程、运动方程以及广义本构方程,如式(1)、(2)、(3)所示。

式中:ν—速度,m/s;Ρ—压力,Pa;τ—应力张量,Pa;γ˙—剪切速率,s-1;D—形变速率张量,s-1;η—剪切黏度,Pa·s。
为了既描述在高剪切速率下的假塑性流体的流变性质,又描述在低剪切速率下牛顿流体的流变性质,本文采用Bird-Carreau模型:

式中,η0—零剪切速率时的黏度,Pa·s;η∞—无穷剪切黏度,Pa·s;λ—胶料的黏弹性的特征时间,s;n—非牛顿指数。
本次模拟采用胶料的参数值为:η0=1×106Pa·s,η∞=10 Pa·s,λ=3.02,n=0.385。
1.3 边界条件的确定
采用转子旋转、密炼室静止的真实速度边界条件,采用壁面无滑移假设;转子表面无滑移,表面流体速度等于转子边界的线性速度。转子表面的速度随着转子转速的变化而变化,两转子异向向内旋转,转速为60 r/min,左右两转子转速比为1:1。
2 模拟结果分析
2.1 速度矢量分布
图5、6分别为两种转子混炼36 s时不同轴向截面的速度向量分布。

图5 新型啮合转子轴向截面的速度向量分布

图6 PP-3转子轴向截面的速度向量分布
图7、8分别为两种转子混炼36 s时不同轴向截面的Z向速度向量分布。
由图5、6、7、8可见,密炼室中的胶料熔体有:密炼室中胶料的周向运动、转子啮合区的交换运动和轴向运动三种流动状态。而且转子的运动主要以周向运动为主。从图5和图6可以发现,各个截面中胶料的最大速度场均出现在中间的啮合区域,而且每一个混炼腔体中随转子转动产生的周向运动是胶料熔体的主要运动速度。由于壁面无滑移,啮合区速度衰减产生了明显的剪切和拉伸作用。在啮合区可以发现,转子两侧物料存在明显的交换流动。另外,由两图对比可见,PP-3转子周向速度值比新型啮合转子大,但新型啮合转子周向速度值比PP-3转子更为均匀。由图7和图8可见,转子的轴向运动明显,这是由于转子的运动产生了轴向压力梯度,从而引起了轴向运动。而且,由于转子各段棱角度不同,所以在不同截面上转子之间的Z向速度有正值与负值。这说明在该处存在回流运动,即返混作用。这种返混可以获得优异的分散混合效果和轴向混合特性,有利于抵消物料轴向组分的不均匀性。另外,由两图对比可见,PP-3转子的轴向速度值比新型啮合转子大,但新型啮合转子轴向速度分布比PP-3转子更为均匀。
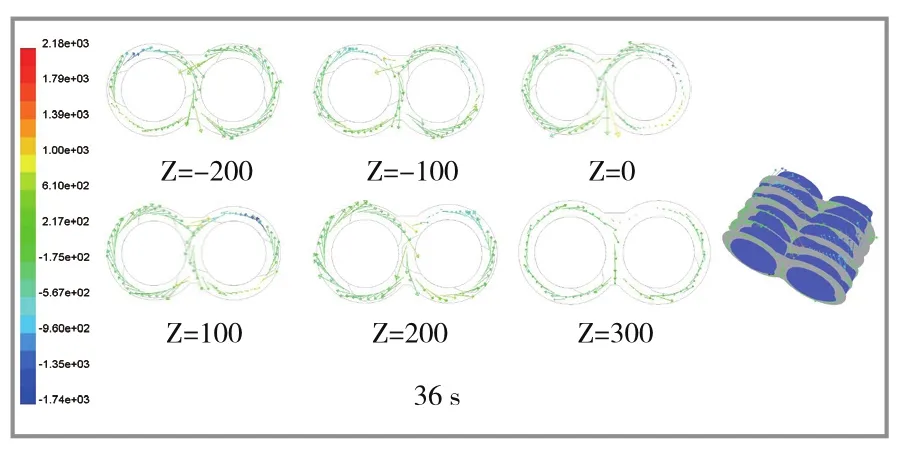
图7 新型啮合转子轴向截面的Z向速度分布

图8 PP-3转子轴向截面的Z向速度分布
2.2 剪切速率
图9~12为计算得到的混炼162 s时的剪切速度场。
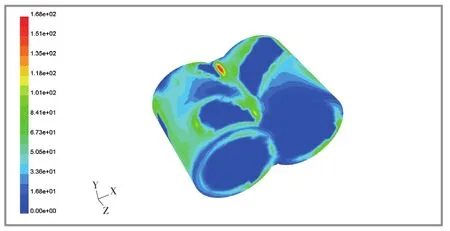
图9 混炼162 s时新型啮合转子剪切速率分布
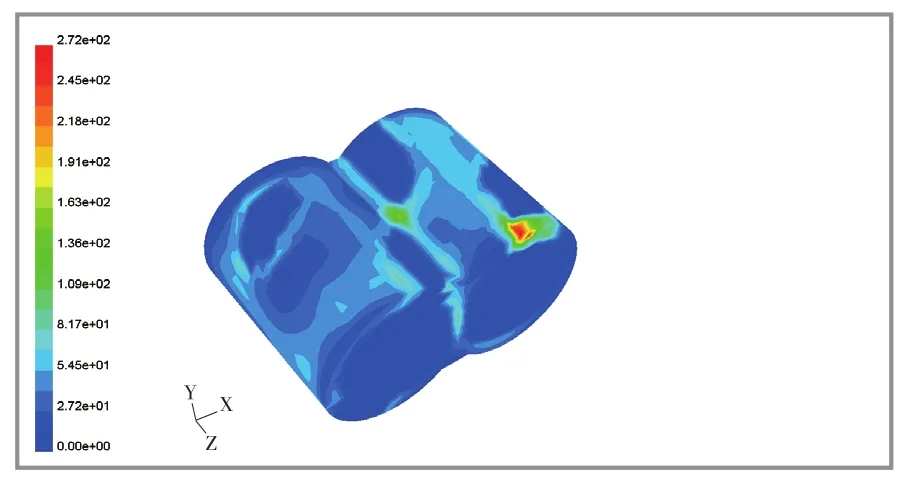
图10 混炼162 s时PP-3转子剪切速率分布

图11 新型啮合转子混炼162 s时不同轴向截面的剪切速率分布

图12 PP-3转子混炼162 s时不同轴向截面的剪切速率分布
由上图可见,剪切速率的等值线绕转子呈现层状分布。在棱峰附近区域产生的剪切速率就很大,而在转子基圆附近速度梯度小。剪切速率的等值线绕转子呈现近似同心圆分布。而且,贴近转子很薄一层胶料熔体的剪切速率也很小,这是由于转子的拖曳作用使得这一层胶料熔体随转子转动。而其他区域剪切速率分布相对均匀。由图11和图12对比发现,PP-3转子最大剪切作用力比新型啮合转子大,但新型啮合转子对胶料的剪切作用更加均匀。
2.3 混合指数分布
为了更好地观察混炼过程中不同时刻、转子转动不同角度的混炼情况,选取18.10 s、90.15 s、126.20 s和162.00 s。图13、14为两种不同转子不同混炼时间及转子角度下,在Z=0 mm截面的混合指数分布。
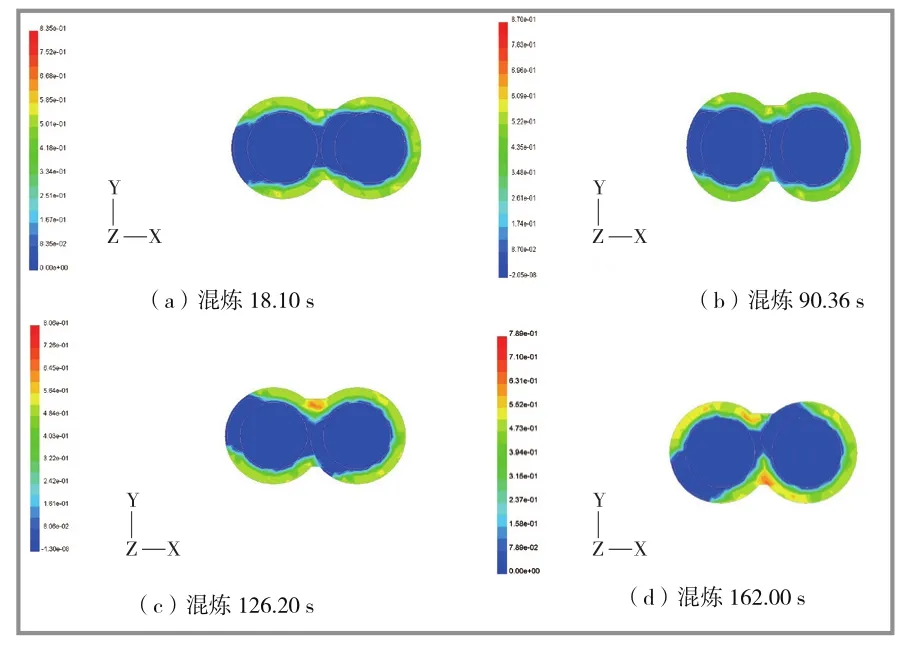
图13 新型啮合转子不同转子角度在Z=0mm截面的混合指数的分布
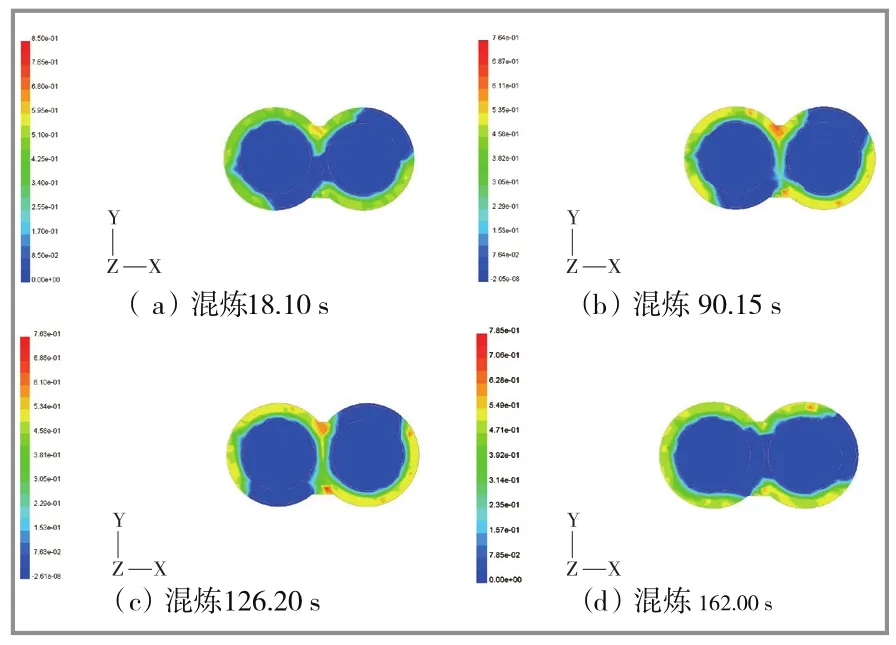
图14 PP-3转子不同转子角度在Z=0 mm截面的混合指数的分布
由Cheng Hongfei, Y. Chin. Hsiang等引入的混合指数理论,对图13和图14分析可得:混合指数大于0.5值的区域始终出现在两转子之间,随转子的转动偏向左侧或右侧。这是由于在转子转动过程中,转子中间的空隙体积产生了一个从小到大再从大到小的过程。聚合物熔体为不可压缩流体,当受到挤压时的物料被迫运动到空隙较大地方时,这个挤压流动过程是一个拉伸流动的过程[6]。由图可见,从转子流场不同时间的混合指数来看,两种类型转子带动胶料混合,既有剪切流动,又有拉伸流动,但仍以剪切流动为主。而通过对比发现新型啮合转子比PP-3转子的拉伸作用稍强些。
3 结 论
由啮合转子的动态流场模拟分析得到以下结论:
(1)胶料的最大速度场均出现在中间的啮合区域,而且每一个混炼室中胶料随转子转动产生的周向运动是主要运动速度。另有,PP-3转子周向、轴向速度值比新型啮合转子大,但新型啮合转子速度分布比PP-3转子更为均匀。
(2)PP-3转子最大剪切作用力比新型啮合转子大,但新型啮合转子对胶料的剪切作用比较均匀。
(3)两种啮合转子的混合指数都不是太高,说明两种啮合转子剪切作用较强。而通过混合指数参数对比发现新型啮合转子比PP-3转子的拉伸作用强。
由此可得,串联式密炼机在炼胶过程中要获得胶料更加均一、质量更加稳定的效果,新型啮合转子是一种优良的啮合型转子,更适合串联式混炼工艺要求。
[1] Nortey, N. O. 新型啮合型密炼机与传统密炼机的比较[J]. 橡塑技术与装备, 2004, 30(6): 10.
[2] Liz White. 经济适用的串联混炼方法[J], 橡胶技术与装备, 1992(4): 5-20.
[3] Ghafouri, S. N. Operational characteristics of the in terlockingrotorinteral miXer[J]. Rubber World, 2000, 221(6): 32.
[4] 吕炜帅. 串联式密炼机的混合机理与实验研究[D]. 青岛: 青岛科技大学, 2012.
[5] 钱欣, 许王定, 金杨福. Polyflow基础及其在塑料加工中的应用[M]. 北京: 北京化学工业出版社, 2010:311-318.
[6] 占诚部亮, 关于密炼机的放大[J].日本橡胶协会志, 1981(54): 437.
TQ 330.4+3
B
1671-8232(2017)11-0049-03
汪传生(1960— ),男,安徽安庆人,教授,博士生导师,主要从事高分子材料加工机械等方面的教学和科研工作。
[责任编辑:邹瑾芬]
2016-09-25
