白字胎生产中常见缺陷的原因分析及解决措施
2017-12-19王君健张凤杰
王君健, 张凤杰, 朱 鹏
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)
白字胎生产中常见缺陷的原因分析及解决措施
王君健, 张凤杰, 朱 鹏
(桦林佳通轮胎有限公司,黑龙江 牡丹江 157032)
分析白字胎生产中常见缺陷的产生原因,并提出相应的解决措施。白字黑胶、白胎侧变色、胎侧露白、胎侧左右张力不一致可通过优化结构设计、合理管控生产过程、确定设备及工艺参数、执行标准作业规程等措施解决。
白字胎;白胎侧;白字黑胶;白胎侧变色;胎侧露白;胎侧左右张力不一致
0 前 言
随着SUV市场的火热,经常配用于SUV 的白字轮胎受到了越来越多消费者的青睐。但由于白胎侧特殊的胶料配方,白字胎对轮胎制造技术、工艺过程管控提出了更高的要求。本研究对白字胎生产中常见缺陷的原因进行分析,并提出相应的解决措施。
1 白字黑胶
白字黑胶是指白字胎在打磨后白字位置局部存在黑胶,有的甚至整体都是黑胶。黑胶的存在影响了轮胎的美观,降低了外观合格率(图1)。

图1 白字黑胶
1.1 原因分析
(1)白胶宽度设计不足。
(2)半成品胎侧宽度不良或白胶位置不良。
(3)成型时接头量不符合标准。
(4)盖胶厚薄不均,成型时接头量超标。
(5)硫化装胎时生胎未定向放置。
(6)白字胎硫化后充气不良。
(7)打磨时白胎侧各点不完全处于同一水平面。
1.2 解决措施
(1)根据模具白字高度设计半成品白胶的宽度,一般规格白胶上下端点要宽出模具字高10~15 mm,以降低生产中胎侧宽度波动导致的白字黑胶。
(2) 白胎侧压出时严格按照标定的螺杆转速、引出速度设定工艺参数,生产中按照施工标准检点胎侧总宽、白胶宽度及位置。
(3)白胎侧接头量过大、过小、接头偏歪都会导致局部无白字。成型时严格按照标准作业,白胎侧接头量0~1 mm,偏歪量≤1 mm。成型时除胎侧定位外增加白胶定位,保证白胶位置与模具白字位置吻合。
(4)胶片压延时严格按照标准设定辊温、辊速、辊距,生产时检点胶片厚度。
(5)白字胎硫化增加生产提示,提出色线放置方向要求,以保证白胎侧与模具白字方向一致。并且硫化增加定点,机械手固定位置增加光标,对盖胶接头位置进行定点,转入后光标位置(盖胶接头位置)对应到侧板空白处。
(6)白字胎因胎侧厚度大,易发生后充气不良。适当减小硫化后充气夹盘间距,可有效避免后充气不良。硫化后及时后充气,充气压力、夹盘间距符合标准,后充气不良的轮胎打磨过程中需要重新调整打磨高度,以保证打磨质量。
(7)打磨时放正轮胎,经常在夹盘子口部位喷涂脱模剂,以保持子口润滑。
2 白胎侧变色
最常见的白字变色是白字变黄、变灰。白胎侧变黄如图2所示。

图2 白字变色
2.1 原因分析
(1)白胶混炼过程中混入杂质。
(2)白胶、混炼胶存放超期、存放环境不符合标准。
(3)盖胶压延过程中混入杂质,复合后盖胶中的油迁移到白胶。
(4)轮胎摆放不符合标准,一条轮胎的油迁移到白胶。
(5)磨白边过程污染,磨白边后未及时涂刷白胶保护液。
2.2 对策措施
(1)为保证白胶品质,建议采用专用混炼设备生产白胶,白胎侧预备挤出时清理机腔,并将清出机腔的胶料下片。
(2)严格按要求控制厂房温度、湿度,保证材料先进先出。
(3)盖胶生产前清理机头,清理辊筒。
(4)打磨好的轮胎需要现场码放时,处理完毕的轮胎仍要求白字对白字、黑边对黑边整齐排放。
(5)打磨完的轮胎表面必须保持清洁,有粉末要及时吹净,打磨完的轮胎要及时涂刷保护液,要做到均匀涂刷、少量涂刷,严禁滴淋到胎侧,弄脏轮胎。
3 胎侧露白
胎侧露白一般有2种形式。一种是硫化前二段胎胚就存在露白情况,外观检查非常容易发现;另一种是硫化后胎胚出现露白情况,生产中较难对策。

图3 胎侧露白(白字未打磨)
3.1 原因分析
(1)盖胶厚度不足,贴合偏歪,与胎侧复合有气泡。
(2)胎侧白胶厚度超标,硫化后白胶流动到盖胶外。
(3)三角胶高度、厚度超标,三角胶端点与白胶端点集中,导致材料过分流动。
(4)成型胎侧打压后白胶变形大、盖胶压薄。
3.2 对策措施
(1)白胎侧盖胶外观要求表面光滑有黏性,厚度均匀。成型时检点胶片宽度,宽度不合格者严禁使用;成型时胎侧下压辊打压胎侧后贴合胎侧盖胶,盖胶贴合以和贴合鼓相切为准,贴合后用海绵辊滚压一周,保证盖胶与白胎侧之间无气泡、平顺光滑。
(2)严格控制白胶厚度,保证白胶厚度均匀。
(3)成型时检点三角胶高度、质量,三角胶端点厚度符合标准。
(4)检查一段胎侧打压压辊到机鼓的距离,确保压力符合标准、压辊转动灵活、胎侧贴合灯标位置正确。
4 左右胎侧张力不一致
出于经济和轮胎性能的综合考虑,白字胎通常采用的轮辋内侧是黑胎侧、外侧是白胎侧。白胎侧在硫化后需要打磨掉一部分,这就要求半成品胎侧压出时胎侧左右两侧厚度不一致,白胎侧厚度须大于黑胎侧厚度,且白胶的收缩率大于黑胶。胎侧生产时非常容易遇到的问题就是左右胎侧张力不均(图4)。
4.1 原因分析
(1)胎侧口型板宽度、厚度设计不合理。
(2)螺杆转速、引出速度不符合要求。
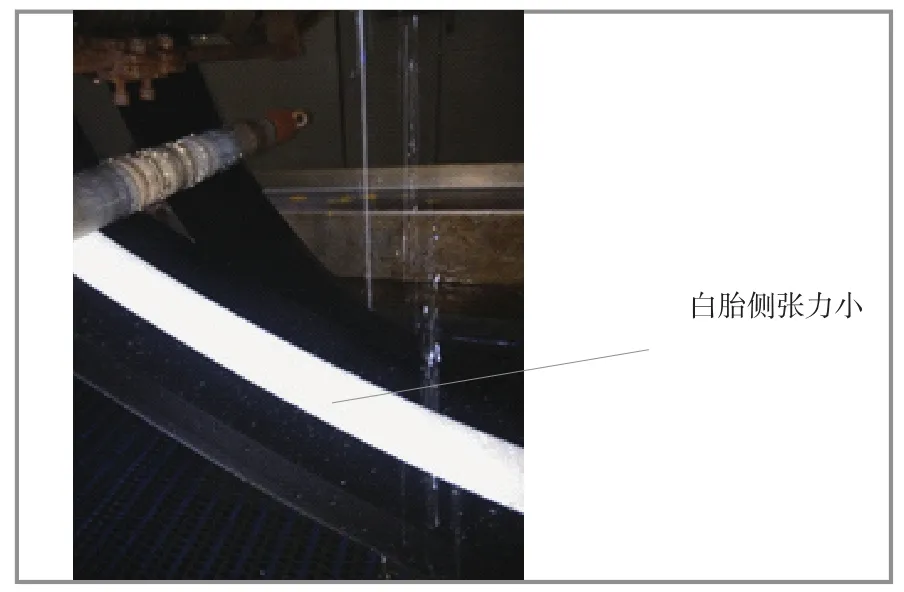
图4 胎侧张力不一致
4.2 解决措施
(1)白胎侧口型采取非对称设计,白字胎胎侧示意图如图5所示,口型板设计尺寸经验值如表1所示。按照表1的调整,可以保证黑白两条胎侧同时挤出、尺寸对称。

图5 白字胎胎侧示意图
(2)预备胎侧压出时按照标准设定螺杆转速、引出速度,定期校准螺杆转速。
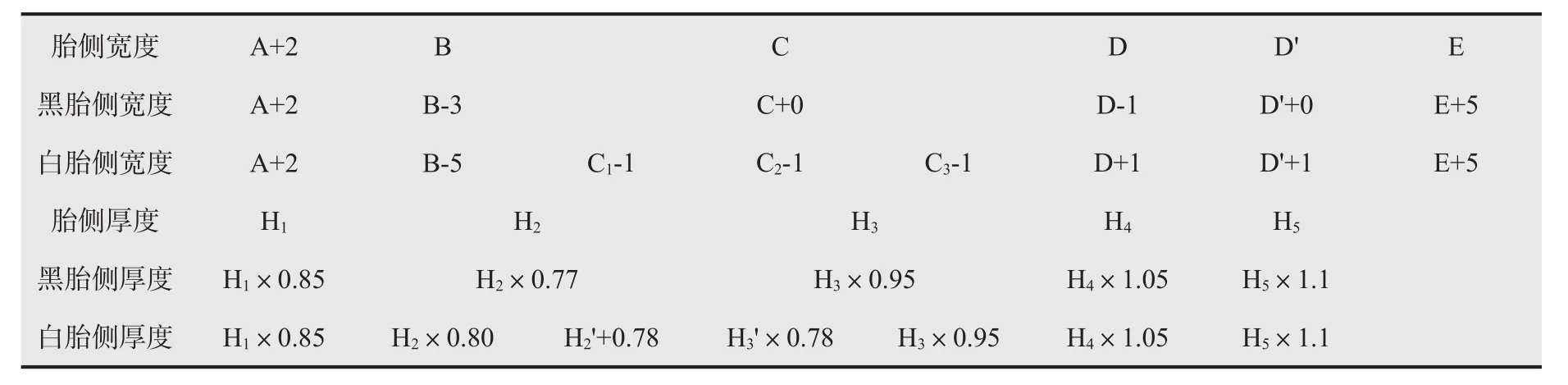
表1 白胎侧口型设计经验值表
5 结 语
针对白字胎生产中常见的缺陷进行分析,通过优化结构设计、合理管控生产过程、确定设备及工艺参数、执行标准作业规程等措施,有效改善了白字胎生产中的缺陷,进一步提高了轮胎的使用性能,取得了良好的社会及经济效益。
TQ 336.1
B
1671-8232(2017)11-0054-03
[责任编辑:朱 胤]
2016-12-23
