船舶建造焊接收缩量统计方法
2017-12-12王星,姜雷,陈龙
王 星,姜 雷,陈 龙
(泰州口岸船舶有限公司,江苏泰州 225321)
船舶建造焊接收缩量统计方法
王 星,姜 雷,陈 龙
(泰州口岸船舶有限公司,江苏泰州 225321)
焊接作为一个不均匀的加热过程,焊后往往存在焊接残余应力和焊接变形。焊接收缩是最常见的焊接变形。现代造船业倡导的是精度造船,通过加放焊接收缩补偿量达到无余量建造、无余量搭载的目的。通过现场实际数据的测量统计,后期总结分析,得到行之有效的统计方法,建立健全船舶企业焊接收缩数据库,进而通过优化补偿量体系改进生产工艺,达到精度造船的目的。
焊接变形;焊接收缩量;精度控制
0 引言
精度造船在我国的研究推行已经有了四十多年的历史,经历了一个曲折坎坷的发展过程。目前精度造船主要应用于船体建造阶段,用补偿量来代替余量,达到无余量建造、无余量搭载的目的。因此,补偿量的确定是船体精度控制中的核心内容,补偿量的加放恰当与否,将直接关系到船体精度控制的成败。而在补偿量体系的构成中,对于焊接收缩变形的补偿是最重要的一个环节[1]。
在焊接过程中,由于焊接接头区域受不均匀的局部加热和冷却,其膨胀和收缩又受到周围低温金属的牵制而不能自由进行,这就是产生焊接应力和变形的根本原因,其次是由于焊缝金属收缩、金属组织的变化及焊件刚性的不同所致。另外,焊缝在焊接结构中的位置、装配焊接顺序、焊接方法、焊接电流及焊接方向等对焊接应力与变形的大小、方向、分布等也都有一定影响[2]。焊接作为一个不均匀的加热过程,焊后焊件必然存在焊接应力和焊接变形。
焊接变形的种类很多,大致分为纵向收缩变形、横向收缩变形、挠曲变形、角变形、波浪变形、错边变形、螺旋型变形等七类,其中最常见的是焊接收缩变形。纵向收缩变形(图 1)就是指沿焊缝长度方向的缩短。收缩量随焊缝长度、母材线胀系数、熔敷金属截面积、焊接热输入的增加而增加,反之亦然。此外,多层焊的收缩量小于单层焊,多层焊的首层收缩量最大,而后逐层减小;连续焊收缩量大于断续焊;无拘束焊缝的收缩量大于有拘束焊缝的。横向收缩变形(图 1)就是指垂直焊缝方向的收缩。收缩量与焊件壁厚、坡口形式、焊缝截面积、焊接热输入、焊接工艺、结构拘束度等多种因素相关。随焊件壁厚、焊接热输入的增加而增加,随焊缝截面积的减小而减小。结构拘束度的影响则恰恰相反。坡口形式和焊接工艺(含焊接方法、层次、焊接参数、预热和随从加热等)则从属于壁厚和焊接热输入。从焊接方法看,收缩量由电渣焊、气焊、埋弧焊、MIG/MAG焊、焊条电弧焊、TIG焊、等离子弧焊、电子束焊和激光焊依次减少。从接头形式看,对接缝的收缩量大于角焊缝;连续焊收缩量大于断续焊;坡口角越大收缩量也越大;多层焊的首层收编童最大;同一条焊缝中最后焊段的收缩量最大[3]。
各船舶企业在硬件设施、焊接工艺、建造流程、技工素质等诸多方面均存在差异,因此船体实际建造过程中产生的焊接收缩变形无法完全借鉴,需要根据自身情况统计分析。
1 统计方法简介
本法应用于分段建造阶段。
焊缝的纵向收缩影响分段端口的平齐度,但对分段主尺度影响较小,因此可以忽略不计。分段建造过程中纵横构件与板材的角焊缝数量多,焊接量占单个分段总焊接量的70%~90%,且由于角焊缝的纵向收缩极小,因此本法统计对象为角焊缝(包含填角焊缝与带坡口角焊缝)的横向收缩。
为便于测量,本法主要统计平直分段,如散货船双层底、舷侧等分段。
为减小误差,测量使用符合国家标准的钢卷尺,两端加放拉力计,焊接前后施加相同的拉力。焊前测量在分段第一工作面上胎架后、构件装配前;焊后测量在第一工作面上方构件均焊接完毕后。测量示意图如图2所示,具体要求如下:
1)测量点位于板材两侧,应在同一横截面上,两点间应包含该方向所有构件;
2)确定测量点后应用样冲标记;
3)因构件装配焊接后无法再使用钢卷尺测量,因此应将测量点在板材背面相同位置标记出来;
4)如第一工作面背面也存在构件,则焊后测量应在分段脱胎前,从胎架下方借助磁铁吸附测量;如第一工作面背面无构件,则焊后测量可在分段脱胎翻身后进行。
将现场实际焊脚区分为3类:骨材焊脚(如球扁钢、扁铁等)、板材焊脚(如肋板、纵桁等)以及开坡口角焊缝(深熔焊、全焊透焊缝),分别统计实际焊脚大小。
测量时需记录以下信息:分段名、水平板板厚、焊脚类型与数量、测量值。
2 分析方法简介
测量点间存在多种类型构件,包含填角焊缝与开坡口角焊缝(等同于对接焊缝),因而使用横向收缩量估算公式[4]:B=1.2·0.18·FH/δ。式中,B为横向收缩量估算值;FH为焊缝横截面积;δ为水平板板厚;1.2为双面焊系数。
根据上述公式对所测分段进行估算,得到单个构件焊接产生的横向焊接收缩量在整体收缩量中的占比。
单个构件横向收缩量的占比与实际测量收缩量的乘积即为该构件焊接产生的实际横向收缩量。
经过多次的测量与数据积累,所有分类数据的平均值即为该船舶企业现场焊接产生的横向焊接收缩量,数据量越大统计结果越准确。
3 实践验证
在某系列散货船6#、7#、10#船共计41个双层底分段上应用以上收缩量统计方法,水平板为内底板,板厚20 mm。
焊脚类型即实际焊脚尺寸见表 1,首先根据现场焊脚尺寸统计数据将骨材焊脚定为7 mm、板材焊脚定为9.5 mm、开坡口角焊缝(TKY joint)[5]定为12 mm。

表1 焊脚尺寸统计表
实际横向焊接收缩见表2~表4。
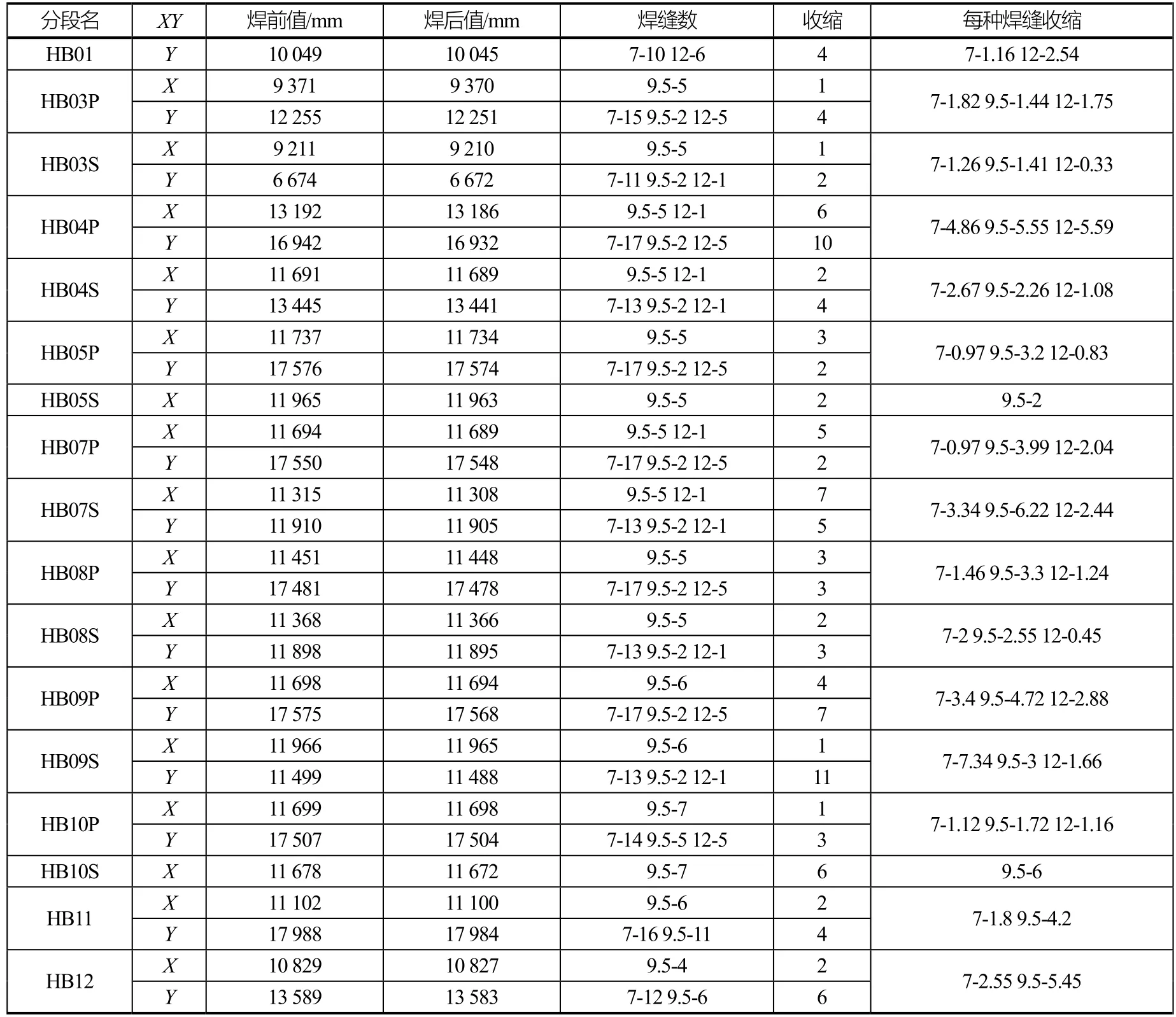
表2 6#船横向收缩量统计表

表3 7#船横向收缩量统计表
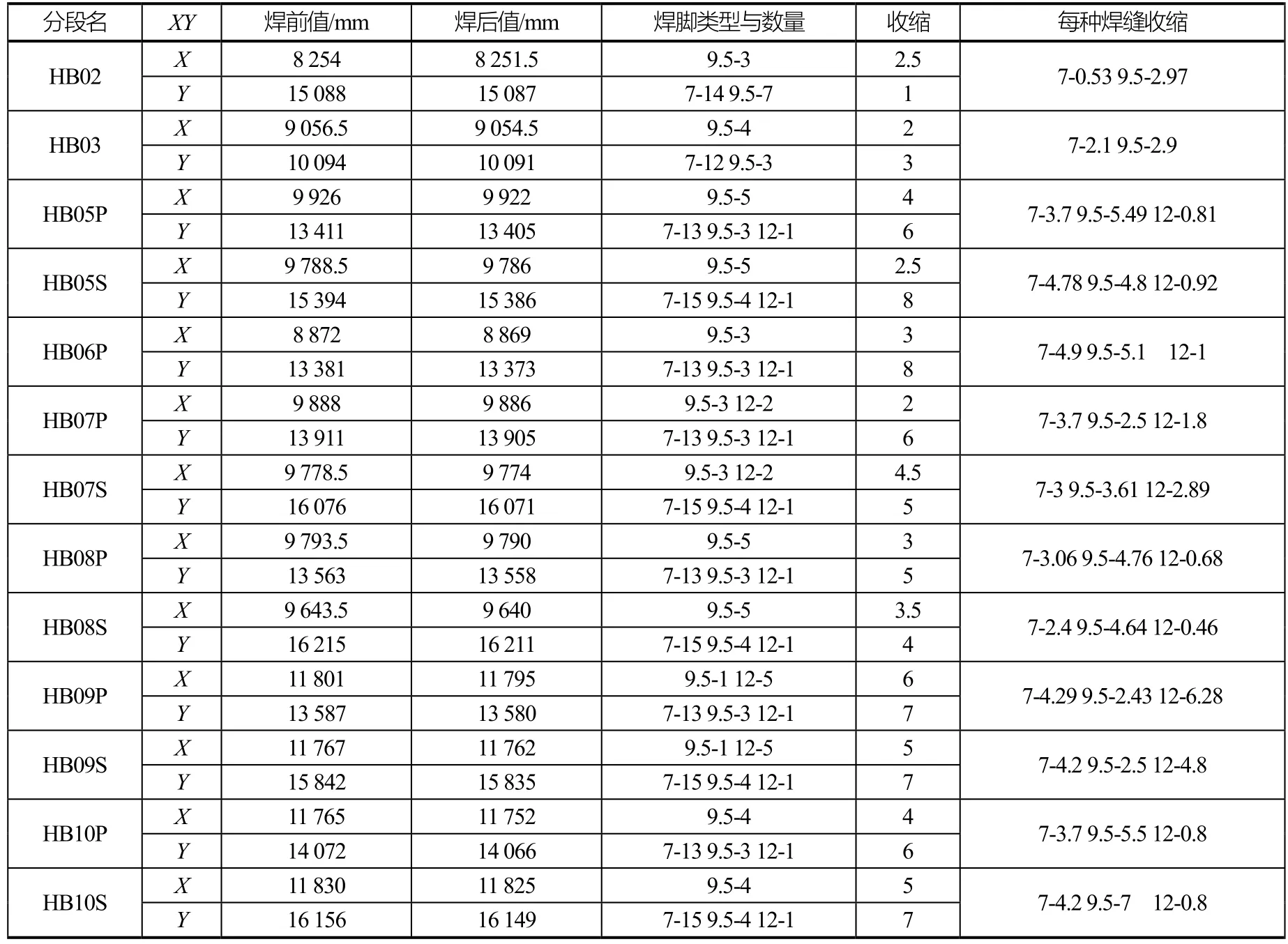
表4 10#船横向收缩量统计表

表4 10#船横向收缩量统计表(续)
横向收缩量经验值与实测值对比见表5。
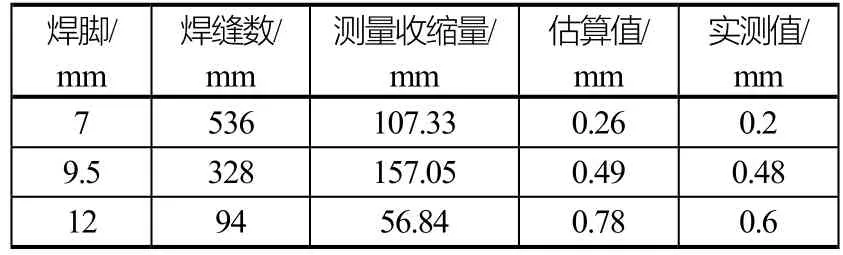
表5 实测值与经验值比对
4 结论
现场角焊缝焊脚可分为三种类型:骨材焊脚 7 mm、板材焊脚9.5 mm、开坡口角焊缝焊脚12 mm。
水平板板厚20 mm时,7 mm焊脚双面角焊缝焊接横向收缩0.2 mm;9.5 mm焊脚双面角焊缝焊接横向收缩0.48 mm;12 mm焊脚双面角焊缝焊接横向收缩0.6 mm。
根据实测值与估算值的对比,本方法是科学有效的。且由本方法测量计算的结果更加符合现场实际情况,便于设计部门在后续船舶建造过程中快速计算焊接收缩补充量,从而达到优化生产设计的目的。
[1]姜福海.精度管理在船舶建造中的应用[J].江苏船舶,2014.3: 27-29.
[2]曾平.船舶材料与焊接[M].哈尔滨: 哈尔滨工程大学出版社, 2006.
[3]张彦华.焊接结构原理[M].北京: 北京航空航天大学出版社, 2011.
[4]中国机械工程学会焊接学会.焊接手册(第2卷)材料的焊接[M].北京: 机械工业出版社, 2008.
[5]GL.Rules for Classification and Construction[S].2000.
Statistical Method of Welding Shrinkage for Shipbuilding
WANG Xing, JIANG Lei, CHEN Long
(Taizhou Kouan Shipbuilding Co., Ltd., Jiangsu Taizhou 225321, China)
Welding as an uneven heating process, welding residual stress and welding deformation are often exist.Welding shrinkage is the most common welding deformation.The modern shipbuilding industry advocates precision shipbuilding, by adding welding shrinkage compensation to achieve the purpose of no margin construction and no margin capacity.Through the measurement of the actual data of the field and the post-summary analysis, the effective statistical methods are gained.It should establish and improve the ship enterprises welding shrinkage database, and then through the optimization of the compensation system to improve the production process, therefore achieve the purpose of precision shipbuilding.
welding deformation; welding shrinkage; precision control
U671.8
A
10.14141/j.31-1981.2017.06.014
王星(1988—),男,助理工程师,研究方向:船舶焊接工艺。
