P元素对SCu1898紫铜焊丝焊接抗裂性的影响
2017-12-11唐良喜李赟丰吴戈理徐晓龙王小君李幼平
唐良喜,李赟丰,吴戈理,徐晓龙,王小君,李幼平
(四川大西洋焊接材料股份有限公司,四川 自贡643010)
P元素对SCu1898紫铜焊丝焊接抗裂性的影响
唐良喜,李赟丰,吴戈理,徐晓龙,王小君,李幼平
(四川大西洋焊接材料股份有限公司,四川 自贡643010)
为避免SCu1898紫铜焊丝在焊接中出现接头裂纹,通过自主熔炼制作SCu1898紫铜焊丝,采用化学分析、着色渗透试验、金相试验和拉伸试验研究分析了不同P含量对紫铜焊接接头抗裂性、组织和力学性能的影响。试验结果显示,加P的紫铜焊丝铸锭及其焊缝熔敷金属中均会产生Cu3P脆性相,P元素的增加可增大SCu1898紫铜焊丝的裂纹倾向,随着P含量逐步增加到0.15%,焊接接头力学性能明显降低。因此,应将紫铜焊丝中P元素的质量分数控制在0.07%以下,以减少焊接过程中热裂纹倾向。
焊接;SCu1898紫铜焊丝;P元素;抗裂性;力学性能
紫铜由于其良好的导热性、导电性、延展性和耐蚀性,在电力、电器、交通运输、化工、制氧及相关行业中应用广泛[1-3]。通常认为,紫铜焊丝中添加适当的P元素,可以在熔炼和焊接过程中起到脱氧以及改善熔池流动性的作用,并且可以适当提高焊缝强度[4]。但近几年不断接到用户反馈,使用紫铜焊丝在焊接过程中容易产生裂纹,影响焊接接头质量,造成大量经济损失。一般来说,影响紫铜焊丝焊接接头抗裂性的元素主要有S、Pb、Bi等有害元素[5],针对P元素对抗裂性的影响方面的研究很少。目前,市场上的紫铜焊丝大多都含有少量P,而GB/T 9460《铜及铜合金焊丝》中对SCu1898型号焊丝的要求是w(P)≤0.15%。本研究采用上引连铸工艺生产的SCu1898紫铜焊丝线杆,加工成Φ1.2 mm紫铜焊丝,然后将焊丝进行焊接熔敷金属试验和角焊缝抗裂试验,同时进行着色渗透试验、金相试验和拉伸试验,研究P元素对紫铜成品焊丝组织、抗裂性及力学性能的影响。
1 试验材料制备及试验过程
SCu1898紫铜焊丝中添加的合金元素种类较多,其中对焊接接头抗裂性有害的元素包括S、Pb、Bi等,本次试验不添加S、Pb、Bi等有害元素,只调整P元素含量,研究其对焊接接头抗裂性的影响。试验分为3组:①紫铜焊丝中不含P;②紫铜焊丝中 w(P)=0.07%; ③紫铜焊丝中 w(P)=0.15%。按照以上分组分别制备直径1.2 mm的3种成分的紫铜MIG焊丝,再进行相应的试验。
1.1 紫铜焊丝的制备
本研究采用的紫铜焊丝型号为GB/T 9460—2008中的SCu1898(CuSn1)。采用工厂现有设备制备紫铜焊丝,制备工艺流程如图1所示。

图1 紫铜焊丝的制备流程
采用工频感应炉对预先配好的炉料进行熔炼。为了避免不必要的清炉,首先进行的是不含P紫铜焊丝原料的熔铸,然后进行含P紫铜焊丝原料的熔铸。在熔炼过程中加入一定量的精炼剂,搅拌、静置后设定铸造参数进行上引连铸[6-7]。
将上引连铸的杆坯经过10机架Y形三辊冷轧机冷轧后,再经过多道次拉丝和刮削,最终生产出直径为1.2 mm的成品SCu1898紫铜焊丝,3种焊丝样品的化学成分见表1。
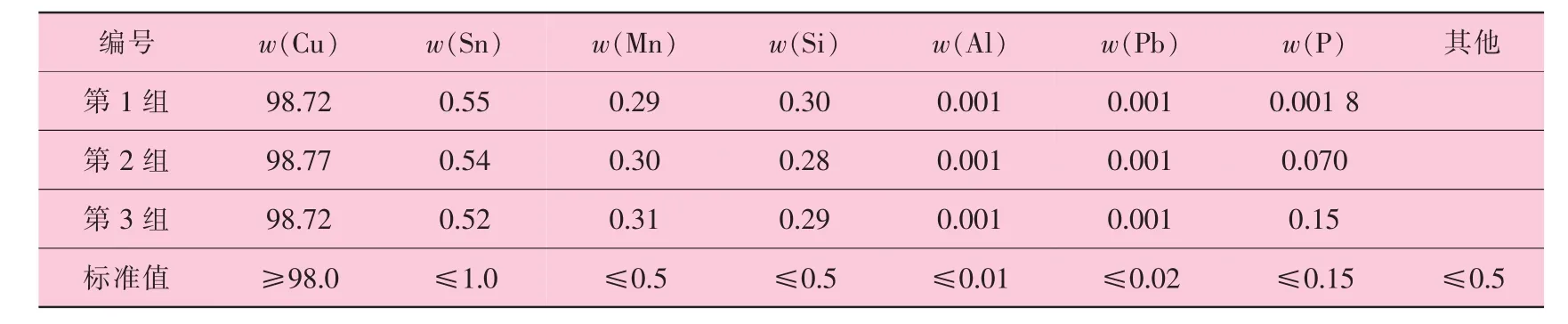
表1 SCu1898紫铜焊丝的化学成分及标准要求 %
1.2 试验过程
1.2.1 紫铜焊丝的焊接工艺
生产的紫铜焊丝为市场上广泛使用的直径为1.2 mm的MIG焊丝,因此,采用MIG焊接方法施焊。焊接设备为唐山松下产业机器有限公司生产的YD-500AGⅡ气体保护焊机。3组焊丝施焊均采用相同焊接工艺参数,具体焊接工艺参数见表2。

表2 SCu1898紫铜焊丝焊接工艺参数
焊接所用母材Q235钢板厚20 mm,做熔敷金属焊接用,垫板厚度为5 mm,装配间隙为16 mm,在两母材对接处采用22.5°陡边坡口。施焊前,将坡口及其周边打磨干净,再预热到400℃。为降低焊接热应力,施焊结束后立即锤击焊缝两侧。采用3种成分紫铜焊丝分别焊接一副熔敷金属试板,用于制取熔敷金属样品。为了观察熔敷金属的抗裂性,又分别准备了一副角焊缝试板。
1.2.2 检测方法
将焊好的角焊缝试板表面清理干净,然后喷上着色剂,一段时间后用清洗剂清洗表面,再喷上显影剂,观察表面是否有裂纹。
按照GB/T 2652—2008将3组平焊缝试板的焊缝金属加工成标准圆棒拉伸试样,然后在拉伸试验机上进行拉伸试验。
在焊缝金属中间部位截取Φ10 mm×20 mm圆柱试样,将圆柱试样的一个端面进行打磨和抛光,然后采用氯化高铁盐酸酒精溶液进行腐蚀,最后用金相显微镜进行观察。
2 试验结果及分析
2.1 SCu1898紫铜铸坯线杆金相分析
对上述3种不同P含量的紫铜铸造线杆进行了金相试验,观察其金相组织的区别。图2(a)为不含P的铸造线杆,金相组织为α固溶体+少量第二相氧化物;图2(b)为w(P)=0.07%的铸造线杆,金相组织为α固溶体+少量Cu3P;图2(c)为w(P)=0.15%的铸造线杆,金相组织为α固溶体+Cu3P。从图2可以看出,随着铸造线杆P含量的增加,相应Cu3P呈增加状态。
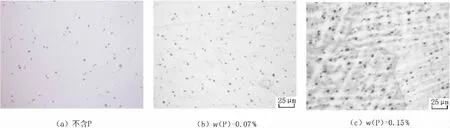
图2 3种不同P含量SCu1898紫铜铸造线杆金相组织
2.2 角焊缝渗透探伤试验
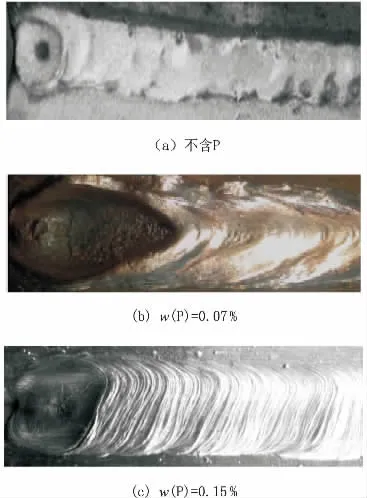
图3 3种不同P含量紫铜焊丝角焊缝渗透探伤外观图
3种不同P含量紫铜焊丝角焊缝渗透损伤外观如图3所示。由于不含P紫铜焊丝焊后其角焊缝无直观裂纹,则进行了着色渗透试验,而从图 3(b)和图3(c)可发现,焊缝收弧处有直观表面裂纹,因此未进行着色渗透试验。由图3(a)可以看出,不含P紫铜焊丝角焊缝表面无裂纹,着色探伤后亦未发现裂纹;由图3(b)可看出,w(P)=0.07%紫铜焊丝角焊缝收弧处有表面裂纹;由图3(c)可看出,w(P)=0.15%紫铜焊丝熔敷金属的收弧端有明显的裂纹,裂纹起源于弧坑并沿焊缝金属纵向发展。将图 3(b)、 图 3(c)和图 3(a)进行对比可以得知,P的加入会明显降低紫铜焊丝的抗裂性能。
2.3 熔敷金属金相分析
图4为3组不同P含量紫铜焊丝熔敷金属的金相组织。通过对比铜及铜合金金相图谱[8-9]可以判断熔敷金属中的氧化物夹杂及第二相的化学成分。由图4(a)可以看出,熔敷金属含有较多弥散气孔和以Cu2O为主的氧化夹杂,正上方的黑色圆点为焊接过程中产生的气泡,由于不含P元素,因此氧化夹杂较多。由图4(b)可以看出,熔敷金属中也出现了以Cu2O为主的氧化夹杂,但是较图 4(a)少, 这是由于焊丝中 w(P)=0.07%,P有一定的脱氧作用,P元素与熔敷金属中的一部分氧反应,将这部分氧元素消耗掉,从而使熔敷金属中的氧化物夹杂减少,图4(b)左上方的黑色圆点为焊接过程中产生的气泡。图4(c)是w(P)=0.15%的紫铜焊丝焊接的熔敷金属,对比熔敷金属金相图谱[8-9]可以判断图中的第二相为Cu3P,且第二相Cu3P尺寸较大,晶界偏聚了一定的杂质元素。 将图 4(b)、 图 4(c)和图 4(a)对比可知,在紫铜焊丝中适当添加P元素可以减少氧化杂质的数量,但随着P含量的增加会带来熔敷金属中Cu3P脆性第二相的产生,而且使晶界偏聚较多的杂质元素。
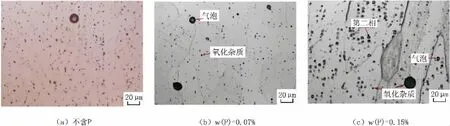
图4 不同P含量紫铜焊丝熔敷金属金相组织
2.4 拉伸试验结果分析
将焊缝熔敷金属加工成棒状试样并进行拉伸试验,试验结果见表3。
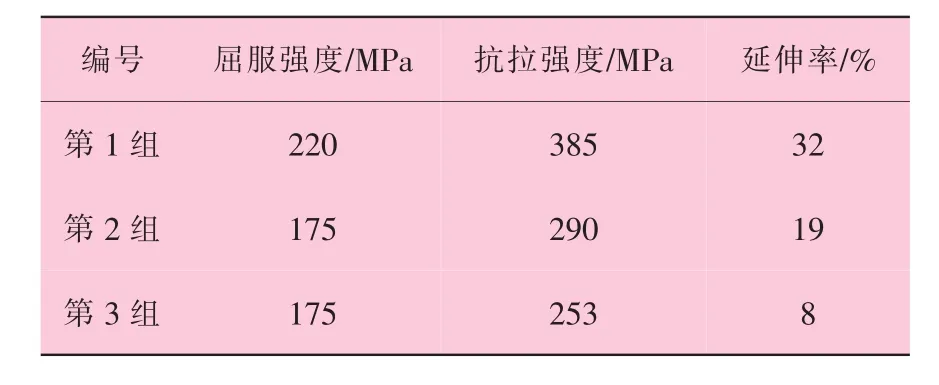
表3 3组熔敷金属试样拉伸试验结果
对比表3中3组结果可以看出,加入P元素后熔敷金属的抗拉强度、屈服强度和延伸率都有明显的下降,尤其第3组紫铜焊丝尤为明显,这主要是由于加入P元素后形成了不均匀分布的金属间化合物,以及增加脆性的氧化夹杂造成的[10]。
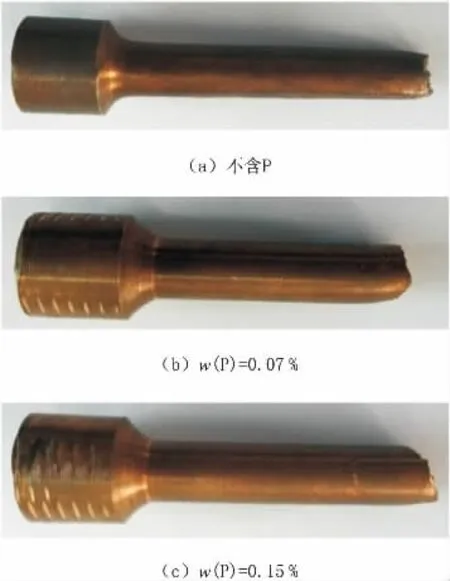
图5 不同P含量紫铜焊丝熔敷金属拉伸试验后形貌
图5为3组紫铜焊丝熔敷金属拉伸试验后形貌。从图5(a)可以看出,不含P的熔敷金属试样表面未发现有拉伸试验产生的裂纹。而图5(b)、图5(c)的熔敷金属表面均出现了拉伸试验产生的不同程度的裂纹,且w(P)=0.15%焊丝的熔敷金属的裂纹倾向较w(P)=0.07%焊丝更明显。
3 结 论
(1)SCu1898紫铜焊丝中加P会使其焊接接头产生裂纹,降低接头的抗裂性能。原因是加P的紫铜焊丝铸坯组织和焊接接头组织中均有不同程度的Cu3P脆性相,该组织的存在会使焊接接头的抗裂性降低。
(2)SCu1898紫铜焊丝中加入P元素,会降低焊接接头的抗拉强度、屈服强度和延伸率,随着P元素加入量的增加,抗拉强度、屈服强度和延伸率均降低。
(3)经试验测定,SCu1898紫铜焊丝的P元素的质量分数应控制在0.07%以下,以减少焊接过程中热裂纹的倾向。
[1]周振丰.焊接冶金学(金属焊接性)[M].北京:机械工业出版社,2001.
[2]张文钺.焊接冶金学[M].北京:机械工业出版社,2004.
[3]刘平,任凤章,贾淑果,等.铜合金及其应用[M].北京:化学工业出版社,2007.
[4]梁琦明.微量稀土La和Ce对纯铜性能的影响[D].南昌:江西理工大学,2010.
[5]杨春利,林三宝.电弧焊基础[M].哈尔滨:哈尔滨工业大学出版社,2003.
[6]居敏刚,李耀群.铜及铜合金棒、线材生产技术[M].北京:冶金工业出版社,2009.
[7]肖恩奎,李耀群.铜及铜合金熔炼及铸造技术[M].北京:冶金工业出版社,2007.
[8]梁基谢夫.金属二元系相图手册[M].北京:化学工业出版社,2008.
[9]刘培兴,刘晓瑭,刘华鼐.铜与铜合金加工手册[M].北京:化学工业出版社,2008.
[10]董占仁,常凤华,胡国琴.磷对焊缝裂纹的影响[J].锅炉制造,2000(2):71-72.
The Effect of Phosphorus on Welding Cracking Resistance of SCu1898 Red Copper Wire
TANG Liangxi, LI Yunfeng, WU Geli, XU Xiaolong, WANG Xiaojun,LI Youping
(Atlantic China Welding Consumables, Inc., Zigong 643010, Sichuan, China)
In order to avoid welded joint crack appeared in SCu1898 red copper wire welding,the influences of different content of phosphorus on welded joint cracking resistance,structure and mechanical property were analyzed by chemical analysis,dye penetration test,metallographic test and tensile test with Independent smelting production of SCu1898 red copper wire.The test results showed that Cu3P brittle phase appeared in P-containing red copper wire ingot and deposited metal,P content increasing raised cracking tendency of SCu1898 red copper wire,and mechanical properties were declined significantly with P content increasing to 0.15%.Therefore,P mass fraction should be kept below 0.07%to reduce the tendency hot crack in welding process.
welding;SCu1898 red copper wire; phosphorus; cracking resistance; mechanical property
TG407
A
10.19291/j.cnki.1001-3938.2017.10.004
唐良喜(1984—),大学本科,主要从事有色金属焊接材料的研发和技术服务工作。
2017-07-12
黄蔚莉