催化剂LRC-99在乍得炼厂重油催化裂化装置的应用
2017-12-07任飞费伯成
任飞, 费伯成
(1. 中油国际(乍得)炼油有限公司 6550; 2. 中国石油抚顺石化公司,辽宁 抚顺 113008)
催化剂LRC-99在乍得炼厂重油催化裂化装置的应用
任飞1, 费伯成2
(1. 中油国际(乍得)炼油有限公司 6550; 2. 中国石油抚顺石化公司,辽宁 抚顺 113008)
通过对乍得炼厂重油催化裂化装置选用的LRC-99催化剂进行前期调研和后期应用,表明该催化剂能具有较好的重油转化能力和抗重金属污染能力,配合优化操作参数,能显著提高炼厂柴汽比,很好的满足了乍得炼厂的产品需求,给炼厂带来了较好的经济效益,是一款性能良好的催化剂。
催化剂;平衡剂;液收;收益
重油催化裂化装置是乍得炼厂生产汽柴油的主要装置,也是实施多产柴油方案的重要落脚点。为其选择匹配催化剂、实际工业应用并优化操作深挖催化剂潜力,是炼厂的重要任务。
本文主要以乍得炼厂重油催化裂化催化剂LRC-99的调研选择、工业应用,以及优化操作深挖催化剂潜力等三方面进行论述。
1 乍得炼厂催化剂调研选择
催化裂化过程是一种平行顺序反应,重油烃分子要经过多次裂化反应才转化为柴油、汽油、气体和焦炭等不同形态的产品。其反应机理是:在催化裂化催化剂表面的酸中心作用下,吸附在催化剂表面上的烃类分子形成正碳离子,随之发生一系列反应。正碳离子的裂化反应主要是β-裂化,生成一个小烯烃分子和一个新的小正碳离子。该小正碳离子或经过质子化转移后再继续裂化,或与另一大烃分子作用生成小的烃分子和新的大正碳离子,使催化裂化的链式反应进行,生成大量的C3C4和汽油组份[1,2]。
基于相关反应机理,多产柴油催化剂的相应要求:一是控制中间馏分的进一步裂化,抑制再裂化;二是具有较强的重油转化能力;三是具有较强的抗金属污染能力,活性保持能力强[3,4]。
基于催化原理的理论分析及工业应用效果的调研,由兰州石化公司催化剂厂生产的多产柴油催化剂LRC-99满足以上要求。
1.1 理论分析
催化剂LRC-99是以DM超稳分子筛为活性组分,以复合铝粘结改性高岭土为基质的催化剂,此催化剂改善了基质的孔径分布和活性组分的酸性分布,在提高中间馏份产率的同时改进了干气和焦炭的选择性。催化剂LRC-99主要物化性质见表1。
我的画:借用我的某个个人画展的一段文字来诠释:“明月伴我,天地之间,烟云无限,茕茕其间;明月伴我,依然如故,狂醉高歌,不问归期;明月伴我,水流花开,似有还无,似无还有。”
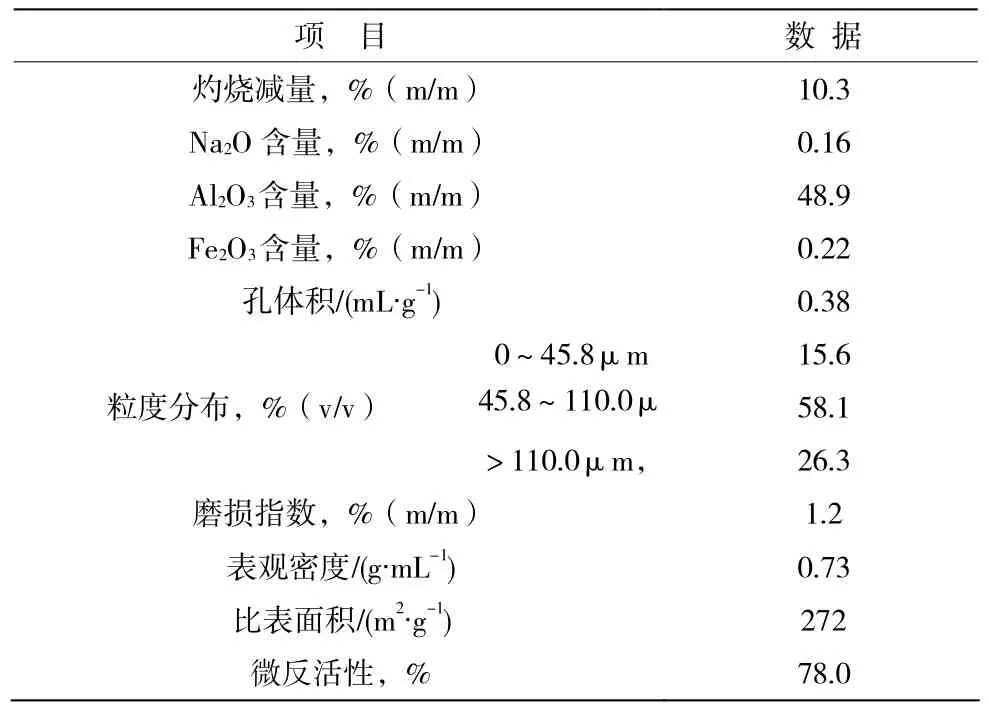
表1 LRC-99的主要物化性质Table 1 Main properties of LRC-99
1.2 工业应用调研
哈尔滨炼油厂 3#RFCC装置处理能力 100万t/a,原料为 100%大庆常压渣油,应用催化剂LRC-99。在标定期间,当催化剂LRC-99约占系统藏量的 75%、微反活性为 52%时,轻烃收率提高1.57%,焦炭产率下降0.77%,柴油收率提高4.9%,总液收提高1.02%,催化剂的稳定性和选择性良好。另外,催化剂的抗重金属污染能力较强。在使用钝化剂后,平衡剂上镍含量在8 500 ppm以上时,仍保持较好的产品分布。
催化剂 LRC-99在洛阳石油化工工程公司炼油实验厂进行试用标定,结果表明该催化剂能够满足工艺要求,并具有良好的工业使用性能,平衡剂活性较高,稳定性较好,产品分布理想,柴油选择性高。
乍得炼厂(设计)原料为常压渣油,密度为905.6 kg/m3,残碳4.87%,初馏点391 ℃,50%馏出点514℃。
从该催化剂的实际工业使用标定来看,催化剂LRC-99能够应用于乍得炼厂催化裂化装置,尤其是在乍得炼厂催化原料的Ni含量较高的情况下,催化剂LRC-99的较强抗重金属污染能力更加重要。
因此,乍得炼厂选择催化剂 LRC-99,并应用于重油催化裂化装置。
2 催化剂LRC-99的应用情况
2.1 装置概况
乍得炼厂60万t/a重油催化裂化装置是由中石化洛阳设计院设计。装置包括重油催化裂化装置和产品精制装置。催化装置加工乍得混合原油常压渣油,设计加工规模为60万t/a。该套重油催化裂化装置技术特点主要体现在:(1)再生型式采用快速床+湍流床两端串联再生技术;(2)采用SKH-5高效雾化喷嘴;(3)提升管出口采用效率较高的粗旋风分离器;(4)采用高效汽提技术。
2.2 原料性质
中油国际(乍得)公司H区块油田生产的混合原油,经乍得炼厂常压蒸馏装置得到常渣,作为乍得炼厂催化装置的原料(表2)。
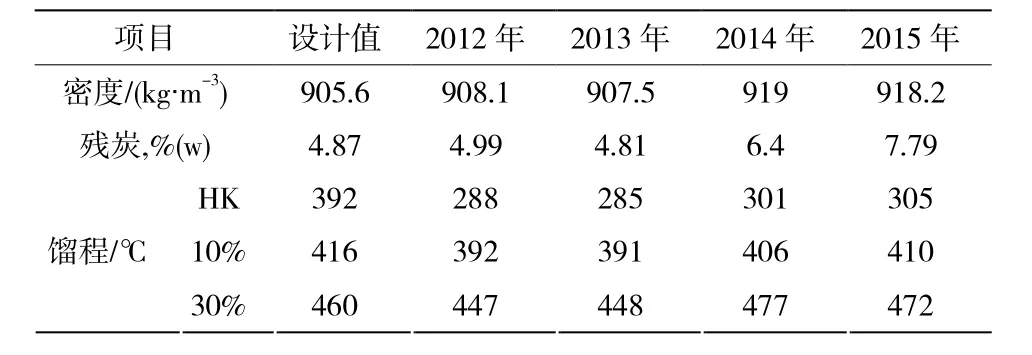
表2 原料油分析数据Table 2 Feed oil analysis data
2012年和2013年的常渣性质和设计值基本接近。自2014年开始,原料开始呈现明显变重趋势,2015年残炭值攀升至7.79%。具体数据见表2。
在选用催化剂LRC-99后催化两器操作平稳,满足设计操作条件。 2014年至2015年,随着原料性质变重,再生系统再生温度逐步升高,平衡剂烧焦情况良好,再生剂定碳含量控制较好,均未超过0.02%(m/m)。
2.4 平衡剂参数
自2012年开始,装置开始对平衡剂分析进行跟踪,具体变化趋势如表3。
2012年至2014年,平衡剂筛分组成分布保持良好。但2015年40 μm以下含量有所上升,>80 μm组份有所下降;
2012年至2013年,系统平衡剂整体性质持续稳定,从2014年开始,比表面积和孔体积逐步下降。
重金属含量较高,其中Ni含量呈现逐步上升趋势,2015年高达26 644 ppm。具体数据见表3。
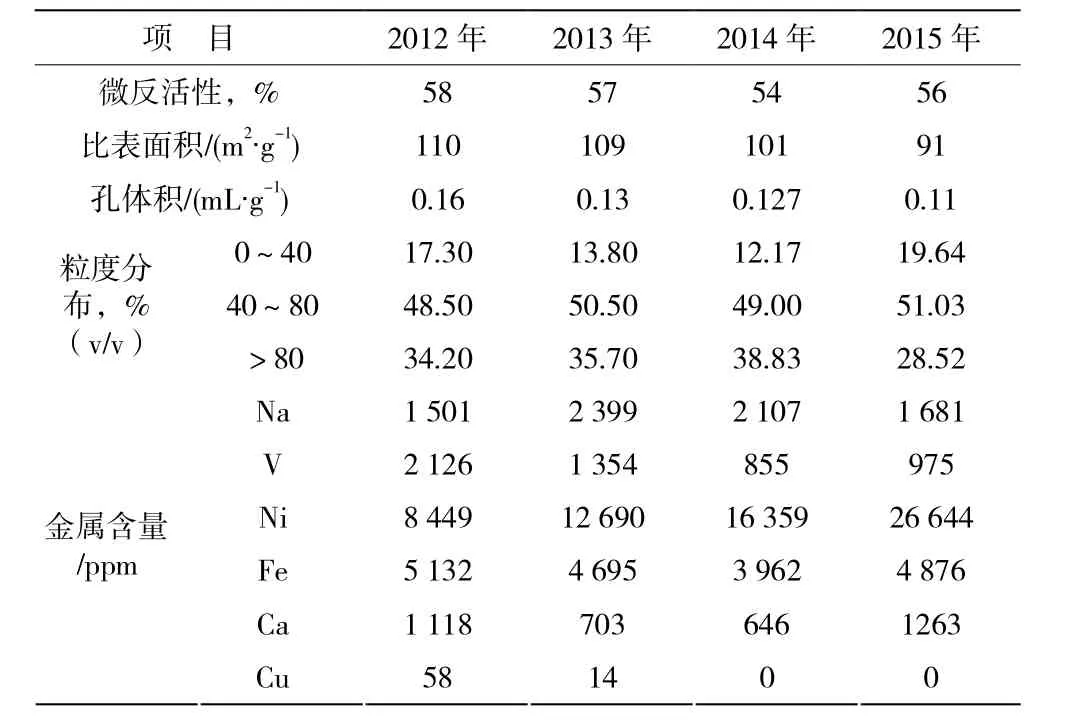
表3 平衡剂分析数据Table 3 Balance catalyst analysis data
2.5 应用效果
2.5.1 产品性质
2012年和2013年汽柴油均满足质量要求。为了应对当地柴油的巨大需求,2013年公司将柴油95%点调整到372 ℃。
2014年公司又将柴油95%点调整到不大于385℃。具体数据见表4、表5。
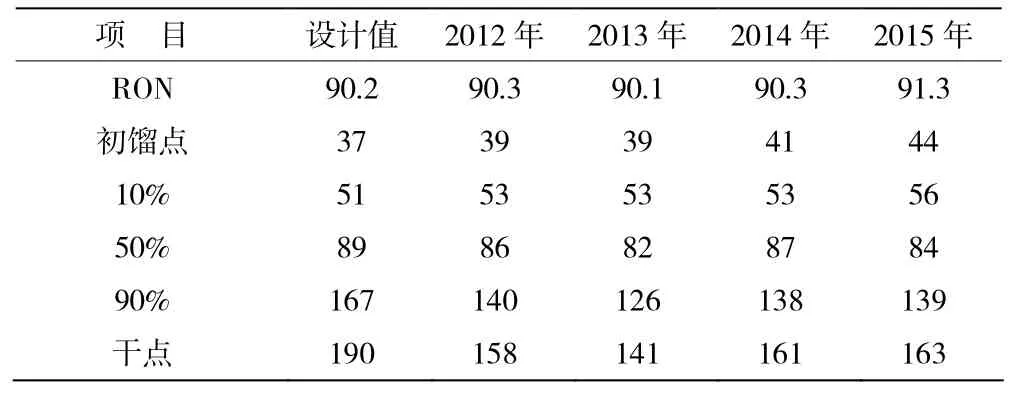
表4 稳定汽油分析数据Table 4 Stable gasoline analysis data
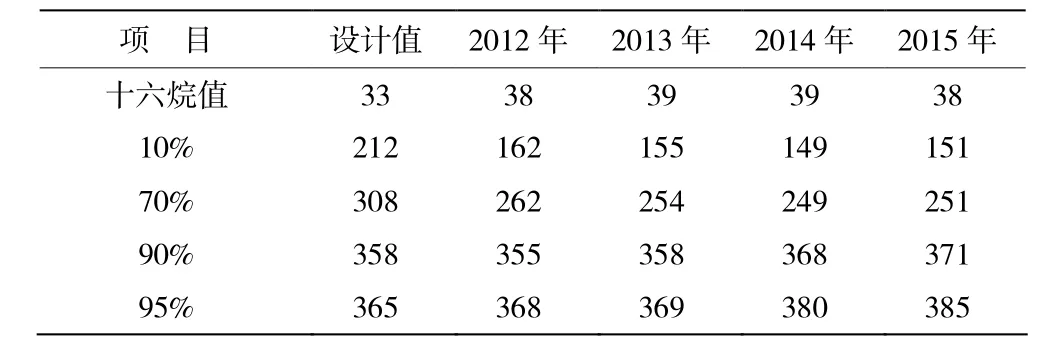
表5 柴油分析数据Table 5 Diesel analysis data
2.5.2 产品分布
使用催化剂LRC-99后,柴汽比最低为1.01,最高达到1.14,比设计值提高0.2~0.33个百分点。具体数据见表6。
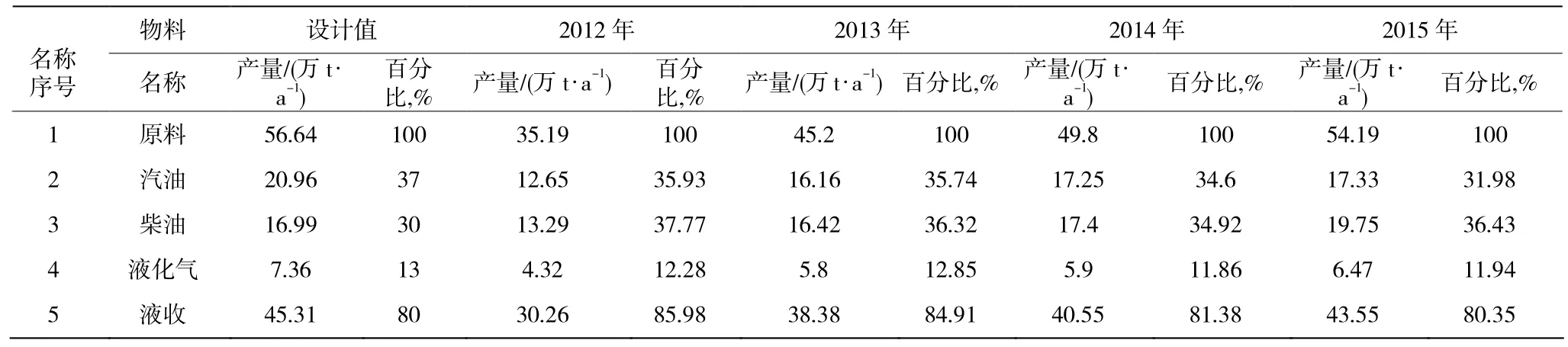
表6 催化装置主要产品分布Table 6 RFCCU main product distribution
2.6 经济效益
使用催化剂LRC-99后收益如下:以2012年处理量的35.19万t计算,汽油收率降低1.07%,汽油价格5 510元人民币/t(1元人民币=87西法),则汽油产量减少3 765 t,汽油收益减少2 075万元;柴油收率提高了7.77%,柴油产量增加27 343 t,柴油价格5 820元人民币/t,柴油收益增加15 914万元;液化气收率下降了0.72%,液化气产量减少2 534 t,液化气价格5 828元人民币/t,液化气效益减少1 477万元,由于油浆和干气作为电站燃料,不计入产品收益中,所以2012年总体收益为12 362万元。
依次计算,2013年产生的总体收益为:13 098万元。2014年产生总体效益为:4 378万元。2015年产生总体效益为:1 970万元。
从2012年至2015年,采用催化剂LRC-99后产品结构调整累计产生的效益为:31 808万元。
3 优化操作
改变操作参数,如降低反应温度、提高回炼比、改变切割点等,能够一定程度的增产柴油。要实现催化装置最大可能地多产柴油,就必须针对原料的特性,紧密地结合装置多产柴油的操作方案,充分发挥催化剂和工艺操作双方的优势,不断深挖催化剂 LRC-99 的应用潜力[5,1,2]。
与2012年相比,2013年乍得炼厂催化原料性质密度、残炭等基本平稳,但是重金属Ni含量继续增加,2014和2015年原料性质密度和残炭同时持续攀升,重金属含量也随之大幅上升。2013年平衡剂的Ni含量高达12 690 ppm,2014年上升到16 359 ppm,2015年高达26 644 ppm。虽然催化剂中毒很深,但产品分布依然比较理想。除了催化剂本身具有较高的抗重金属污染能力外,这与装置及时根据原料性质调整优化操作,深挖催化剂的潜力也是分不开的。2013年以后,装置进一步提高剂油比,配合停用油浆回炼、加大油浆外甩等措施,一方面降低重金属对催化剂的污染,另一方面为电站提供燃料,实现炼厂燃料油和重油的平衡。
通过应用我们发现,虽然催化剂LRC-99具有较好的抗重金属能力和重油裂解能力,但是从2014年,特别是2015年催化原料性质和装置总体操作情况来看,如果乍得炼厂催化原料可裂化性能和重金属含量持续得不到改善,或同时进一步增加,超过催化剂能力和工艺优化的限制,则会影响该催化剂的使用。
4 结 论
(1)催化剂LRC-99使用前调研的理论分析是有益且可行的;
(2)催化剂 LRC-99具有较好的工业应用效果,主要体现在:较强的重油裂化能力、较高的柴油选择性和较强的抗重金属污染能力。
(3)使用催化剂LRC-99后,对炼厂的产品结构有比较明显的改善,满足了炼厂的产品需求,为乍得炼厂创造了较好的经济收益。
[1] 赵晨曦,阎子峰,宋春敏.催化裂化多产柴油催化剂的研究进展[J].石油天然气化工,2005,34(2):114-117.
[2] 胡勇仁,彭永强,张执刚,等.催化裂化多产液化气和柴油技术在广石化的工业应用[J].石油炼制与化工,2001,32(12):18-22.
[3] 梁凤印.流化催化裂化[M].第一版.北京:中国化工出版社,2005.
[4] 陈俊武,等.催化裂化工艺与工程[M]. 第二版.北京:中国化工出版社,2005.
[5]叶晓东,刘静翔,徐武清.重油催化裂化增产柴油的技术分析[J] .炼油技术与工程,2003,3(4):15-18.
Application of Catalyst LRC-99 in RFCCU in Chad Refinery
REN Fei1, FEI Bo-chengi2
(1. N'djamena Refinery Company , B.P:6550,Chad;2. PetroChina Fushun Petrochemical Company, Liaoning Fushun 113008, China)
Preliminary study about application of catalyst LRC- 99 in N'djamena refinery company RFCC unit was carried out, and actual application status was analyzed. The results show that the catalyst LRC- 99 has good ability of heavy oil conversion, and good resistance to heavy metal pollution, at the same time, optimizing operating parameters can significantly improve diesel-gasoline ratio. The catalyst LRC- 99 not only can meet the production demands of N'djamena refinery company, but also can bring huge economic benefits to this refinery.
Catalyst;Equilibrium catalyst; Liquid yield; Income
TE 624.9
A
1671-0460(2017)11-2327-03
2017-08-30
任飞(1983-),男,江苏省扬州市人,中级职称,2005年毕业于江汉石油学院化学工程与工艺,研究方向:从事炼油生产管理,现任中油国际(乍得)炼油有限公司重油催化裂化装置经理。E-mail:renfei@tdnrc.com。
费伯成(1980-),男,江苏金湖人,高级工程师,研究方向:从事石油化工生产技术管理。E-mail:feibc@petrochina.com.cn。