几种快开门结构在压力容器中的应用分析①
2017-11-24李书容
李书容
(中船重工特种设备有限责任公司)
几种快开门结构在压力容器中的应用分析①
李书容
(中船重工特种设备有限责任公司)
根据对卡箍连接结构、齿啮式卡箍连接结构、整体齿啮式卡箍连接结构和平盖剪切环结构在压力容器中的应用分析与比较可知,在设计采用快开门结构时应从多方面考虑选择合适的快开门结构,并充分考虑使用过程中的安全性和可靠性。
压力容器 快开门结构 O形圈 刚度
快开门式压力容器[1]是指进出容器通道的端盖或封头与主体之间带有相互嵌套的快速密封锁紧装置的容器,如硫化罐、蒸压釜、高压氧舱、染色机、灭菌器及消毒柜等。快开门式压力容器因具有开关盖时间短、操作简单方便等特点,在化工、航天、军事、建材及医疗等领域被广泛应用。近年来,随着科学技术的进步,促使快开门容器朝着高压大型化的方向发展,这给容器的开盖与密封结构设计带来了极大的难度。
1 快开门式压力容器结构
快开门式压力容器结构(以下简称快开门结构)一般可分为3种形式:卡箍连接结构、齿啮式卡箍连接结构和平盖剪切环结构。其中,齿啮式卡箍连接结构又可分为普通齿啮式卡箍连接结构(简称齿啮式卡箍连接结构)和整体相连的齿啮式卡箍连接结构(简称整体齿啮式卡箍连接结构)。
1.1卡箍连接结构
卡箍连接结构(图1)主要由平封头、卡箍、筒体端部和密封圈组成。根据直径的大小,卡箍一般均分为两瓣、3瓣或4瓣,每两瓣卡箍之间由横向螺栓连接。每瓣卡箍下方可以设置滚轮和导轨,在卡箍开合时可以在导轨上运动。根据自动化程度的需要,卡箍可以采用人工拉开或液压缸、气缸拉开,然后再用相关设备吊出平封头。平封头可以根据需要设计成椭圆封头或球形封头加高颈法兰的形式。
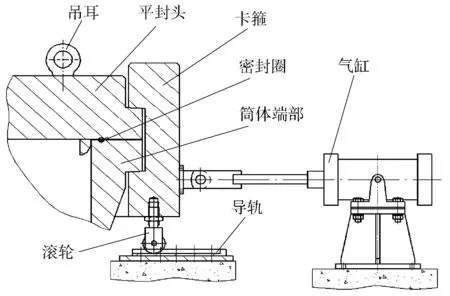
图1 卡箍连接结构
卡箍连接结构是利用筒体内部压力来压紧密封垫片的,属于自紧式密封结构[2]。其介质压力和由密封比压引起的轴向力由卡箍承受。通过上紧横向螺栓收紧卡箍,依靠锥面间的配合作用使封头向筒体端部靠拢,从而压紧密封O形圈,形成初始密封力。操作时,介质压力所产生的轴向力通过封头与卡箍的接触锥面传递给卡箍,卡箍沿接触锥面向外扩张的趋向力由横向螺栓承受。为了使卡箍与封头、筒体端部的接触锥面间达到自锁,卡箍锥面夹角一般取5~7°[3]。卡箍连接结构压力容器一般设计为立式,以方便开关盖。
卡箍连接结构比普通螺栓结构方便,且应用范围广,适用于大直径、高压力的场合。
1.2齿啮式卡箍连接结构
齿啮式卡箍连接结构(图2)主要由封头、卡箍、带齿法兰、筒体法兰和密封圈组成。卡箍一般分成两瓣,并用紧固螺栓连接,在后期使用过程中,该紧固螺栓无需拆开。开盖时,首先将卡箍旋开,卡箍在旋转装置的带动下旋转,当卡箍上的挡块碰到筒体法兰上的挡块时,行程开关给出盖旋开到位信号,盖旋转动作停止,此时带齿法兰齿与卡箍齿分开;确认卡箍旋开到位后,开启开盖装置,将封头盖打开。旋转装置和开盖装置一般由液压缸和相应的结构支撑件组成。

图2 齿啮式卡箍连接结构
齿啮式卡箍连接结构也属于自紧式密封结构,其介质压力和由密封比压引起的轴向力也由卡箍承受。通过旋转卡箍,使卡箍齿和封头齿啮合的同时,压紧封头和筒体端部之间的O形密封圈,达到初始密封力。为了方便卡箍和封头旋紧,通常在卡箍齿和封头齿端面旋入一侧开倒角,方便带齿法兰与卡箍齿旋紧啮合。该结构在立式容器和卧式容器上均可使用。
1.3整体齿啮式卡箍连接结构
整体齿啮式卡箍连接结构(图3)主要由封头、卡箍、筒体和密封圈组成。整体相连是指卡箍和筒体整体相连。在开盖时,卡箍固定不动,封头在旋转装置的作用下旋转,当封头齿与卡箍齿分开后,行程开关给出旋开到位信号,盖旋转动作停止;确认封头旋开到位后启动开盖装置,封头盖打开。

图3 整体齿啮式卡箍连接结构
整体齿啮式卡箍连接结构与齿啮式卡箍连接结构类似,且密封机理相同。不同的是,整体齿啮式卡箍连接结构中封头在旋转装置的作用下旋转,在与卡箍齿啮合的同时,压紧封头和筒体端部之间的O形密封圈,达到初始密封力。同样,为了方便卡箍和封头旋紧,通常在卡箍齿和封头齿端面旋入一侧开倒角,方便带齿法兰与卡箍齿旋紧啮合。该结构在低压力硫化罐上应用广泛[4,5]。
1.4平盖剪切环结构
平盖剪切环结构(图4)一般由4块或8块剪切环组成,每块剪切环上都有一个螺孔,用于装配拉紧螺栓。开盖时,先将剪切环往中心推出卡槽,然后用相关设备将封头吊出。当容器直径较大且空间也较大时,根据需要可以设置液压或气动装置来对剪切环进行自动操作。平盖剪切环结构不同于以上3种卡箍结构,该结构属于轴向密封。O形圈的内径一般比方形槽的内径稍小一点,其外径比方形槽的外径稍大一点。安装时,先将O形圈箍在平盖方形槽内,再将平盖装入筒体内,即可形成初始密封力。考虑到安装时O形圈与筒体内壁具有一定的摩擦阻力,O形圈的压缩量一
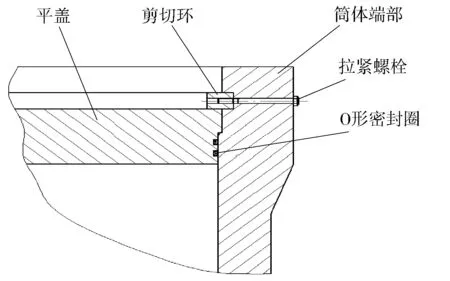
图4 平盖剪切环结构
般取值较小。操作时,介质压力引起的轴向力通过平盖传递给剪切环,最终传递给筒体端部。
2 几种结构的分析比较
卡箍连接结构能实现半自动化操作开盖,使用压力较高;齿啮式卡箍连接结构和整体齿啮式卡箍连接结构可以实现全自动化按钮操作开盖,开启方便,且容易实现自动化联锁控制,但锻件成本和加工费用较高,使用压力比卡箍连接结构低;平盖剪切环结构的开盖操作比前3种稍复杂,需手工进行操作,但其材料和加工费用都较低,且使用压力比前3种都高,可应用在高压容器上。
前3种结构比第4种结构所需锻件重,且加工精度要求较高。特别是带齿的卡箍连接结构,其加工工作量大,多个配合面需采用公差配合,对加工精度要求极高。
齿啮式卡箍连接结构需要频繁启闭,承受关闭、升压、升温、降温、降压和开启过程,这对结构的抗疲劳性能提出了较高要求,因此必须考虑结构的疲劳寿命。在使用过程中要定期对卡箍的齿根转角处和凸缘转角处进行磁粉检测,以便及时发现裂纹并采取相应措施。
前3种结构均为径向密封的卡箍结构,开盖操作简单、方便。但是在直径较大、压力较高时,容易出现O形圈被挤进间隙的现象(图5)。O形圈被挤会造成严重的后果:泄压后,O形圈回不去,挤在上下法兰之间的间隙,使得卡箍在液压缸作用下无法转开,无法打开盖子;泄压后,O形圈直接被挤坏,导致使用一次就需要更换。所以在采用这3种结构时,必须采取相应的措施防止O形圈被挤。

图5 O形密封圈被挤现象
卡箍连接结构经过改良后也可用于直径不大的超高压容器,如图6所示,在平盖内侧增加一定高度的凸缘,并与筒体端部采用轴向密封结构。

图6 超高压容器卡箍连接结构
3 防止O形圈被挤的方法
目前,由于设备的自动化程度越来越高,自动开盖的卡箍结构也越来越多,在直径较大、压力较高的情况下,就有可能出现O形圈被挤的现象,所以需要采取措施进行预防。
防止O形圈被挤可以从以下几方面考虑:
a. 卡箍结构本身的刚度。在保证结构强度满足要求的前提下,增大结构的刚度,并通过有限元分析O形圈处上下法兰之间的间隙。刘刚等对大直径卡箍结构从增加结构本身厚度方面进行了分析,指出增大法兰环轴向厚度可以明显提高卡箍结构的刚度[6]。
b. 密封处结构设计。在结构设计时,可以将方形槽适当加宽,尽量让O形圈的内直径接近方形槽的内径,在内压作用时,O形圈外侧有足够的空间让它产生变形,而不会被挤进缝隙中。同时,可以在上法兰密封处增加一个凸缘,一旦O形圈被挤也只是挤进凸缘与下法兰之间的间隙,不会导致卡箍无法旋开。O形圈还可以配合挡圈一起使用,如图7所示。对于与GB/T 3452.1-2005[7]中O形橡胶密封圈配套使用的挡圈的结构形式和规格尺寸,已有相关的企业标准,但是对于超出标准外的O形圈用挡圈,目前还没有统一的标准,后续可以对此做深入研究。
c. 密封O形圈要求。密封圈较多选用丁腈橡胶或氟橡胶。为了防止O形圈被挤,其硬度不能太低,一般控制在HB80~95之间,压力越大,O形圈所需的硬度越大。在成本允许的前提下,尽量采用模铸成型的O形圈,这样可以避免中间接缝,保证表面的光洁度和横截面尺寸,降低泄漏风险。

图7 O形圈+挡圈的密封结构
4 使用安全要求
近年来,快开门式压力容器的安全事故时有发生,约占国内压力容器事故总数的1/3。所以在TSG 21-2016中有明确规定,快开门式压力容器应当具有安全联锁功能:当快开门达到预定关闭部位时,方能升压运行;当压力容器内部压力完全释放后,方能打开快开门;需具有压力“有压”、“零压”指示和“超压”声光报警功能,以提醒操作人员采取相应措施。
卡箍连接系统还应设有包括安全阀、泄放阀及联锁装置等在内的安全装置。为区别操作状态和开启状态,应设有明显的声、光标志,只有通过电路或压力指示器确认已经泄压后才能打开。对于齿啮式卡箍,需定期检查法兰、封头和卡箍齿部的磨损情况,并定期对齿根部的转角处进行磁粉或着色探伤。
5 结论
5.1压力较低、直径较小时,可以采用齿啮式卡箍连接结构和整体齿啮式卡箍连接结构。
5.2压力较高、直径较大时,可以采用不带齿的卡箍连接结构和平盖剪切环结构。
5.3在选择卡箍结构时,不仅要保证强度,还要保证刚度,以防止O形圈被挤。
5.4在使用自动控制方法启闭封头盖时,一定要按照相关标准要求设置安全联锁装置,避免在容器卸压未尽前或带压下打开封头盖,以及在封头盖未完全闭合前升压。安全联锁装置应具备的功能有:锁紧件未完全达到预定工作部位之前,容器内不能升压;容器内部压力完全释放之前,锁紧件不能松开。
5.5在手动方法启闭封头盖时,应设置报警装置。当锁紧件未完全闭合前加压或容器内尚有残余压力即松开锁紧件时,能够产生明显的报警信号。
[1] TSG 21-2016,固定式压力容器安全技术监察规程[S].北京:新华出版社,2016.
[2] 丁伯民,黄正林.高压容器[M].北京:化学工业出版社,2003:99.
[3] GB 150.1~150.4-2011,压力容器[S].北京:中国质检出版社,2011.
[4] 刘延雷,陈涛,周涛,等.硫化罐齿块啮合强度校核及使用缺陷分析[J].中国安全生产科学技术,2015,11(11):71~75.
[5] 张国顺,李庆生.硫化罐齿啮式快开结构优化设计[J].轻工机械,2015,33(5):38~42.
[6] 刘刚,罗友高,曾嵘,等.大直径卡箍结构的刚度分析[J].化工机械,2011,38(6):753~756.
[7] GB/T 3452.1-2005,液压气动用O形橡胶密封圈第1部分:尺寸系列及公差[S].北京:中国标准出版社,2005.
2017-01-05)
(Continued on Page 568)
ApplicationAnalysisofSeveralQuick-openingStructuresinPressureVessels
LI Shu-rong
(CSICSpecialEquipmentCo.,Ltd.)
李书容(1982-),工程师,从事项目管理、压力容器常规设计与分析设计工作,76365761@qq.com。
TQ052.4
A
0254-6094(2017)05-0533-05
