一种清香型白酒固态发酵箱及其翻箱装置的设计与应用
2017-11-21岳腾飞孙露露潘天全丁鹏飞王明才王新生谢国排
程 伟,岳腾飞,孙露露,张 杰,潘天全,吕 鹏,丁鹏飞,王明才,王新生,谢国排,彭 兵
(安徽金种子酒业股份有限公司,安徽阜阳236023)
一种清香型白酒固态发酵箱及其翻箱装置的设计与应用
程 伟,岳腾飞,孙露露,张 杰,潘天全,吕 鹏,丁鹏飞,王明才,王新生,谢国排,彭 兵
(安徽金种子酒业股份有限公司,安徽阜阳236023)
固态小曲清香型白酒酿酒生产过程中的机械化程度相对较高,其使用的发酵箱大多需要较大的操作空间和占地面积,多应用叉车、高架行车等设备。探讨了一种清香型白酒固态发酵箱及其翻箱装置的设计与应用,该装置通过发酵箱、箱盖等实现清香型白酒粮醅的固态密封发酵,发酵期结束后,移除箱盖,通过叉车将发酵箱转移至翻箱装置的发酵箱支架,并通过挡杆实现固定;再通过行程控制开关、斜齿轮减速机、轴及其轴承座等的相互联动,实现发酵箱一定角度的倾斜与翻转,酒醅倾卸至下料面板,再转移到操作场地,进行配醅、蒸馏等操作。该配套装置满足了固态小曲清香型白酒的酿酒生产工艺要求,节省占地面积并避免使用行车等吊装设备,符合设备安全操作的需要,结构简单,使用方便,减轻了劳动强度。应用该固态发酵箱作为发酵容器酿造生产的小曲清香型白酒风格典型、出酒率稳定。
清香型白酒; 酿酒; 固态发酵箱; 翻箱装置; 设计
我国有饮用小曲酒的悠久历史,根据小曲酒的发酵类型不同可分为固态发酵和半固态发酵两种,四川、湖北、云南、贵州等省大部分采用固态发酵,在箱内糖化后配醅发酵,采用甑桶蒸馏取酒,与大曲酒的蒸馏方式相同。小曲酒按照香型可分为米香、清香、药香、豉香等4类[1];其中,以小曲为糖化发酵剂生产的固态小曲清香型白酒在我国南方各地拥有众多厂家,由于酿造方法、原料、工艺等不同,虽然都是用小曲作为糖化发酵剂,以乙酸乙酯和乳酸乙酯为主体香成分,但所含比例和其他微量成分不同,又各具特点。固态小曲清香型白酒酿酒生产过程中的机械化程度相对较高,其使用的发酵箱大多需要较大的操作空间和占地面积,应用叉车、高架行车等设备,入窖、出窖(或发酵箱)采用行车抓斗等,提高了劳动效率,降低了劳动强度,同时避免酒糟运输过程中的物料洒落浪费等。经过多年的发展,传统固态小曲清香型白酒在产品结构、生产工艺、技术装备等方面都取得了长足进步,并呈现规模化生产,极大地提高了原酒的品质,为产品提高档次、开发中高档产品打下了坚实的基础,也为企业创造了巨大的经济效益[2]。
本文探讨了一种清香型白酒固态发酵箱及其翻箱装置的设计与应用,该装置主要包括发酵箱、翻箱机及其配套装置等,尤其适用于固态小曲清香型白酒的酿酒生产。该配套装置满足了固态小曲清香型白酒的酿酒生产工艺要求,节省占地面积并避免使用行车等吊装设备,符合设备安全操作的要求,结构简单,使用方便,减轻了劳动强度。应用该固态发酵箱作为发酵容器酿造生产的小曲清香型白酒风格典型、出酒率稳定。
1 设计目的及其具体实施案例分析
1.1 所要解决的技术问题及其达到的有益效果
固态小曲清香型白酒在我国白酒市场的消费需求较大,生产成本低,以其“清、甜、爽、净”的酒体特征而备受消费者的欢迎。目前,固态小曲清香型白酒酿酒生产过程中的机械化程度相对较高,其使用的发酵箱大多需要较大的操作空间和占地面积,多使用高架行车等吊装设备。近两年新出现的发酵槽车,利用螺旋输送机入料,叉车和专用翻转架出料,实现了机械化出入物料,由于采用了食品级的不锈钢材料制成,清洁卫生,也能保证清香型白酒的酒体纯净。目前,发酵槽车采用配套的发酵室并安装中央空调控温,能耗高,槽车入料后需人工密封,密封过程与地缸的封缸相似,先盖上塑料布,再压上沙袋或石块,繁琐费力。槽车容积一般为1~2 m3,规模化生产时需要大量槽车,生产成本较高;另外,槽车多为卧式结构,发酵车间空间利用率不高[3]。
本设计属于机械设计及其应用领域,具体涉及一种清香型白酒固态发酵箱及其翻箱装置,尤其适用于固态小曲清香型白酒的酿酒生产,用于粮醅的固态密封发酵及发酵箱中酒醅的出料等操作。本设计的优点在于它提出了一种酿酒用固态发酵箱及其翻箱装置,可根据生产需要适当调整发酵箱箱体容积及其配套的翻箱装置的尺寸等,发酵箱可实现多层叠加,节省占地面积并避免使用行车等吊装设备。发酵箱采用食品级的不锈钢材料制成,并配套有不锈钢的箱盖,以满足密封发酵的工艺要求,便于清理,避免杂菌对发酵的不利影响,清洁卫生,有利于保证清香型白酒的酒体纯净、避免邪杂味等。通过与翻箱机配套使用的行程开关、斜齿轮减速机、轴及其轴承座等的相互联动,可以实现发酵箱一定角度的倾斜与翻转,完成酒醅的出箱操作,并有效确保操作安全及发酵箱倾斜与翻转过程中的平稳性。
1.2 具体实施案例分析[4]
一种清香型白酒固态发酵箱及其翻箱装置的结构图见图1。由图1可知,本文所设计的一种酿酒用固态发酵箱及其翻箱装置,其主要包括发酵箱(1)、翻箱机及其配套装置等。发酵箱(1)的底部成型有可以放置叉车叉腿的槽形钢(1-4),上部配套有箱盖(1-2)并可以通过绞链(1-3)实现拆卸或移动。翻箱机及其配套装置包括发酵箱支架(2)、机座(3)、轴及轴承座(4)、斜齿轮减速机(5)、行程开关(6)、挡杆(7)、料口(8)、加强板(9)、下料面板(10)等。发酵箱支架(2)和挡杆(7)置于翻箱机机座(3)的上部;其中,挡杆(7)在发酵箱上、下翻箱机的过程中可以固定或拆卸。
翻箱装置配套使用的有斜齿轮减速机(5)、行程开关(6)、加强板(9)等设备,集中安装置于翻箱机机座(3)的一侧,并离地面有一定高度,以利于安全并符合操作要求。行程开关(6)、斜齿轮减速机(5)、轴及其轴承座(4)等的相互联动,可以实现发酵箱一定角度的倾斜与翻转,确保操作安全及发酵箱倾斜与翻转过程中的平稳性。发酵箱支架(2)两侧的侧面居中位置成型有轴及其轴承座(4)。

图1 一种清香型白酒固态发酵箱及其翻箱装置的结构图
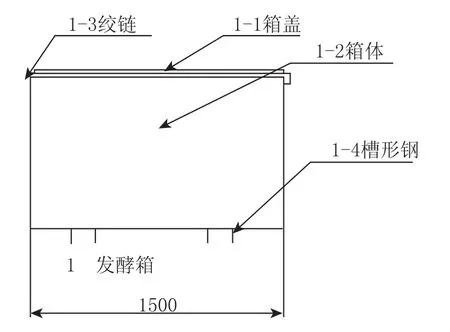
图2 固态发酵箱的结构图
固态发酵箱的结构图见图2。由见图2可知,发酵箱(1)的底部成型有可以放置叉车叉腿的槽形钢(1-4),以利于叉车对发酵箱的搬运及其移动操作。发酵箱(1)的上部配套有箱盖(1-1),可以通过绞链(1-3)实现拆卸或移动;堆积糖化后的粮醅经过配糟调整,装入发酵箱内,并进行粮醅的踩压操作,再盖上面糟,关闭箱盖并紧固卡环,可满足白酒酿酒生产工艺要求的固态密封发酵等要求。
1.3 工作原理及其主要特点
本文介绍了一种清香型白酒固态发酵箱及其翻箱装置,该装置主要包括发酵箱、翻箱机及其配套装置等,尤其适用于固态小曲清香型白酒的酿酒生产。通过发酵箱、箱盖等实现清香型白酒粮醅的固态密封发酵;发酵期结束后,移除箱盖,通过叉车将发酵箱转移至翻箱机的发酵箱支架,并通过挡杆实现固定;通过行程开关、斜齿轮减速机、轴及其轴承座等的相互联动,实现发酵箱一定角度的倾斜与翻转,酒醅倾卸至下料面板再转移到操作场地,进行配醅、蒸馏等操作。
该配套装置满足了固态小曲清香型白酒的酿酒生产工艺要求,发酵箱可以实现多层叠加,节省占地面积并避免使用行车等吊装设备,符合设备安全操作的要求,结构简单,使用方便。以往在地缸或窖池中发酵好的糟醅,依靠人工进行出糟,劳动强度大,效率低。本文设计的发酵箱可以在叉车和专用翻箱机的辅助下,完成机械化出糟,降低了劳动强度。生产实践表明,应用该固态发酵箱作为发酵容器酿造生产的固态小曲清香型白酒风格典型、出酒率稳定。
2 生产应用分析与探讨
2.1 两种不同发酵容器酒醅发酵过程中的温度变化(图3)
利用插入式窖池测温计测量发酵过程中酒醅的温度变化,选择发酵容器中心位置作为测量点。从图3可以看出,发酵箱在发酵过程中,升温幅度较小,只是随着室内温度的变化有略微变化,其厌氧发酵速度较平稳且所产生的气体也较少;其中,地上发酵箱放置在专门配置的发酵间内,并配备有通风及温度调节系统。地下不锈钢发酵窖池的发酵温度变化明显,粮醅入池3~7 d的温度变化较为明显,并且窖池四周及转角处感觉有热气产生,第9天后,发酵温度逐渐回落。相比较而言,由于实际生产过程中采用的地下窖池与周围土地及环境形成一个整体,发酵热被土壤吸收,再缓慢传递到环境中,因此,温度变化表现为“前缓,中挺,后缓落”的趋势[5];地上发酵箱发酵温度受发酵间及环境温度影响较大,不锈钢发酵箱的发酵散热较好,其发酵温度变化较为平缓。

图3 不同发酵容器酒醅发酵过程中的温度变化
温度是影响白酒发酵的关键因素,酵母菌最适繁殖温度为28~30℃,最适发酵温度为31~35℃,37℃以上导致酵母易老化,活力下降,40℃以上酵母开始死亡[6]。有研究表明,利用陶缸地下发酵,夏季气温过高,往往需要停产洇缸,冬季则需要铺上厚厚的保温材料[7];利用立式发酵设备发酵,配套安装有弥勒板,夏季可降温,冬季可保温,发酵温度可自动控制;弥勒板直接布置于罐体表面,与罐体接触面积大,传热效率高,节约能源,操作方便[8]。
2.2 两种不同发酵容器产酒对比
表1为地上不锈钢发酵箱与地下不锈钢发酵窖池产酒对比,由表1可以看出,在15~20 d的常规发酵周期下,应用两种不同发酵容器发酵所产原酒的总酸、总酯、乙酸乙酯含量等理化指标略有差异;发酵时间相同的情况下,发酵箱产酒与发酵窖池产酒相比,其总酸、总酯、乙酸乙酯、乳酸乙酯等的含量略高,这与粮醅发酵过程中发酵箱的温度变化较为平缓等因素密切相关。研究表明,产酯酵母通常在19~30℃的温度范围内均能产酯,但最适产酯温度为25~30℃,当培养温度升至37℃以上时,产酯量则急剧下降,甚至不产酯[9]。生产实践表明,由图3可知,发酵箱的发酵温度变化较为平缓,在22~27℃,有利于产酯酵母的生化代谢;发酵窖池的发酵“顶温”在30℃以上,对产酯酵母的生化代谢产生不利影响;因此,应用发酵箱发酵所产原酒的总酯、乙酸乙酯、乳酸乙酯等酯类成分的含量略高于发酵窖池发酵所产原酒。

表1 地上不锈钢发酵箱与地下不锈钢发酵窖池产酒对比
经白酒品酒员的口感品评对比认为,应用地上不锈钢发酵箱发酵所产原酒的“香气、口感、醇净程度、风格”等感官指标整体略优于应用地下不锈钢发酵窖池发酵所产原酒,发酵箱作为发酵容器产酒“较为醇净、邪杂味少”。由于粮醅的密封方式不同,发酵箱采用箱盖密封发酵,箱口与外界空气接触面积较小,有利于粮醅的厌氧发酵与避免杂菌污染等。窖池占地面积大,耗费土地资源多;窖池布、沙袋等密封发酵及后期保养管理工作量大、较为繁琐;发酵窖池由于缺乏温控设备,常因发酵温度不适宜而可能影响产酒的数量和质量,进行机械化出窖操作的难度较大、劳动强度大等也是发酵窖池的明显缺陷。
3 讨论与总结
在传统白酒固态发酵机械化的发展进程中,机械化酿造一直是行业内较难解决的核心问题;目前,发酵箱、发酵槽车等立式发酵设备多应用于清香型白酒的发酵,部分设备的成功运行还需要进行大量的试验研究及其细节等方面的改进与完善[10]。本文介绍的一种清香型白酒固态发酵箱及其翻箱装置,其固态发酵箱设备能满足小曲清香型白酒的发酵工艺需要,便于清洗,密封性好,不容易感染杂菌,有利于发酵中所产热量的散发,保持发酵温度平稳。发酵箱可以在叉车和专用翻箱机的辅助下,完成机械化出糟,降低了劳动强度。应用该地上不锈钢发酵箱发酵产酒风格典型,全年平均出酒率可达45%以上(以20℃,60%vol基酒计)。
范伟国等[11]研制了一种清香型白酒立式发酵设备,该发酵设备采用“一条龙”式的结构设计,将发酵罐、温控装置、进出料系统等结合起来,组成一套系统设备。进料系统包括接料斗、斗式链板提升机、输料系统、顶部压实装置;发酵罐包括不锈钢罐体、进料口、自动喷淋清洗头、窥视灯镜、压力传感器、出料口、罐体支座等;温控装置包括弥勒板、温度传感器等;出料系统包括出料装置、输送绞龙(或输送带)等。因此,本文设计的一种清香型白酒固态发酵箱及其翻箱装置还需要进一步完善自动化控制单元与系统,以提高该装置的自动化控制水平。
[1] 陆寿鹏.关于小曲白酒按香型分类的建议[J].酿酒科技,1999(1):100-101.
[2] 杨强.劲牌公司白酒生产机械化发展历程与体会[J].酿酒,2011(9):12-13.
[3] 王东,龚晓林,娄国平,等.技术进步与创新,助推江津小曲白酒的发展[J].酿酒,2011(3):26-28.
[4] 程伟,彭兵,谢国排,等.一种带有翻箱装置的酿酒用固态发酵箱:ZL201621243239.2[P].2017-06-16.
[5] 张鑫.大曲清香白酒地上控温发酵工艺探索[J].酿酒,2015(4):48-53.
[6] 赵华,赵树欣,张维,等.耐温型产酯酵母的选育[J].酿酒,1997(3):17-19.
[7] 任润河,渠建平.地温对汾酒发酵的影响[J].酿酒科技,2014(8):53-55.
[8] 李伟,相里加雄.清香型白酒发酵缸机械化的设想[J].酿酒科技,2010(11):68-69.
[9] 李锐利.高产乙酸乙酯酵母菌的选育及在清香型小曲酒中的应用研究[D].武汉:湖北工业大学,2011.
[10] 蔡凤娇.固态法小曲白酒机械化酿造工艺技术研究[D].武汉:湖北工业大学,2013.
[11] 范伟国,张艳梅,乔新建,等.清香型白酒立式发酵设备的研制[J].酿酒科技,2014(7):78-80.
Design and Application of a Solid-State Fermentation Box and its Turning Device for Qingxiang Baijiu
CHENG Wei,YUE Tengfei,SUN Lulu,ZHANG Jie,PAN Tianquan,LÜ Peng,DING Pengfei,WANG Mingcai,WANG Xinsheng,XIE Guopai and PENG Bing
(Jinzhongzi Distillery Co.Ltd.,Fuyang,Anhui 236023,China)
In the production process of Qingxiang Baijiu,the fermentation boxes used need large operating space and floor space,and forklift trucks and overhead traveling crane are equipped correspondingly.In this paper,a solid-state fermentation box and the box turning device had been designed and applied in practice.The fermentation box and box cover could achieve sealed fermentation.After the fermentation and the removal of the box cover,the fermentation box was transferred to the container device support by forklift truck,and then fixed by the lever,then through the operation of linkage control,shaft and helical gear reducer bearing seat,the turning of the fermentation box was achieved and fermented grains were dumped to the panel and then transferred to the operation field for subsequent mixing and distillation.The use of such box and turning device had the advantages including space saving,simple operation,simple structure,and reducing labor intensity.Besides,its use in practice also guaranteed the typical style of Qingxiang Baijiu and stable liquor yield.
Qingxiang Baijiu;liquor-making;solid-state fermentation box;turning device;design
TS262.3;TS261.4;TS261.3
A
1001-9286(2017)11-0068-05
10.13746/j.njkj.2017212
安徽省柔和型白酒酿造及质量安全工程技术研究中心资助项目。
2017-08-08
程伟(1984-),男,安徽阜阳人,工学硕士,工程师,高级品酒师,研究方向为食品微生物技术与发酵工程,E-mail:564853735@qq.com。
彭兵(1970-),男,安徽六安人,高级工程师,高级品酒师,省级白酒评委,研究方向为酿酒生产技术与现代企业管理。
优先数字出版时间:2017-09-20;地址:http://kns.cnki.net/kcms/detail/52.1051.TS.20170920.1511.009.html。