基于任务包的造船生产资源配置
2017-11-20顾晓波王长武林博伟
张 鲁, 顾晓波,, 王长武, 林博伟
(1. 江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003;2. 江苏现代造船技术有限公司, 江苏 镇江 212003)
基于任务包的造船生产资源配置
张 鲁1, 顾晓波1,2, 王长武1, 林博伟2
(1. 江苏科技大学 船舶与海洋工程学院, 江苏 镇江 212003;2. 江苏现代造船技术有限公司, 江苏 镇江 212003)
以任务包作业分解为基础,将托盘类物资按照各任务包类型进行配置,并对其配置时间节点的设置进行研究,而场地以及设备的配置则是在将各类型任务包同组化的基础上,建立任务包组负荷同造船生产资源能力之间的算法,以此提出一种造船生产资源合理性分配的方法,提高造船效率。
任务包;托盘物资;生产资源配置
0 引 言
在船舶建造作业流程中,对生产资源进行配置是生产计划中的重要组成部分,建造所需要的生产资源主要包括物资、生产设备以及生产场地。生产技术、工艺的实际应用都需以这些有形的资源为基础发挥功效,因此有必要对生产资源进行合理的配置,以提高生产资源的利用效率[1]。
任务包是现代造船模式中生产管理的基本单位,其内容包括完成该项任务所需要的生产、设计、检验检测项目以及相关物资等信息,是造船企业实现设计、物资、生产集成化管理的重要基础[2]。在生产管理中也以任务包为单位进行生产资源的配置,因此有必要对以任务包为基础的生产资源的配置方式进行研究,使生产资源的配置更加合理。
1 任务包的作业分解
造船工程的作业分解是从横向和纵向两方面进行的。横向层面主要是对于生产进度而言,对应的是造船生产作业流程中设置的各个时间节点。时间节点的划分,主要包括开工、总组、进船坞、下水、试航、交船等重要节点,在每个时间进度区间内,进行相应的生产施工作业。造船作业的纵向分解则是按照划分形成的中间产品的建造顺序,结合船厂生产组织形式,对不同类型的壳舾涂作业任务按生产活动、任务包、派工单的层次进行分解,并将分解形成的作业任务派发给相应的施工单位。
生产活动对应的是生产中日程的关注项,任务包是根据区域、阶段以及类型的不同划分形成的基本作业单元,而派工单则是任务包继续细化分解形成的最小管理单位。船舶工程作业分解的核心就是对造船流程进行合理的分解,得到一个个任务包来指导现场生产。
工种在生产计划中对应生产中日程的关注项,并在实际生产中结合节点计划把控生产进度的合理性。生产中日程计划以及节点计划制定的科学性为任务包的划分提供了依据,而将工种对应到某一生产阶段中的产品结构形成了中日程的生产活动项目,其所对应的技能、生产作业类型则是划分任务包的基本依据,将各类型、阶段的工种在生产中所应用的技能对应到产品结构中的某一分段/总段/区域等,构成一个个任务包。每个任务包都有相应的区域、阶段、类型与之对应,且都代表一项具体的作业任务。因此,任务包的内容包含了作业部分、作业阶段、作业工种以及所使用的技能。图1为任务包分解过程中的信息基本构成,其中:船舶建造过程中的分段、区域以及系统等决定任务包是哪个部分的作业;作业阶段是指该项工作的进行阶段,如分段阶段、总组阶段及船坞阶段等,而阶段又对应于时间节点;作业工种则可以确定该任务包是什么样的作业,如预处理、切割等;作业技能是指该工种下具体的作业内容,如装配、焊接等。

图1 任务包的基本构成
任务包不仅是作业分解中的一个有效的信息载体,作为管理部门制定生产信息以及生产部门所需生产信息的承载者,在实际生产中,还需对每个任务包配置相关生产信息,以满足实际生产的需要。任务包是托盘集配管理的基本单位,在对舾装类物资托盘根据物资内容等信息进行托盘任务包划分的前提下,依据生产计划制定不同类型任务包的托盘物资的配置计划;生产场地、设备等生产资源的配置也是以任务包或任务包组为基本单位,将造船生产资源能力同任务包或任务包组负荷进行对应分析,将生产资源合理地配置给对应的任务包。
2 基于任务包的托盘物资配置
在以区域舾装为主的现代造船模式中,船厂舾装是以托盘为基本单位进行管理的,因此需建立以托盘管理为核心的托盘类物资配置方式。托盘的作业类型有制作与安装等两种类型,其涉及的阶段有分段阶段、总组阶段以及合龙作业时的船坞阶段,而每个阶段的作业部分(分段、总段等)根据所需要的托盘物资内容(铁舾件托盘、管件托盘、电装件托盘、设备托盘等)进行分类,形成造船流程全部的托盘分类。托盘管理以其内容信息为基本划分单位,参考托盘对应的区域、阶段以及类型,遵从中间产品的划分原则,在集配时根据实际情况以及生产计划制定的生产信息进行配置,并且在现场安装时不跨班组、不跨施工区域、不跨作业阶段,一个托盘就是一个任务包。
造船企业在进行托盘管理时,其思路可以简单表示为:
生产中日程计划→托盘集配计划→舾装件需求计划→纳期需求计划→舾装件入库→舾装件领取→舾装件托盘集配→现场施工[3]。
托盘集配计划以月为周期进行滚动管理,而舾装件需求计划与纳期需求计划是根据托盘集配计划制定的舾装件采购和制作计划。在集配中心领取舾装件到位后就需根据小日程计划进行舾装件托盘的集配,以“周”为单位进行管理,集配中心在进行托盘配置时根据生产计划信息(如施工区域、作业时间、施工班组、生产图纸等)将托盘按时、按地送达。因此,在托盘管理中最重要的是确定托盘的制作时间、集配时间以及安装时间,并以此为据建立托盘物资的配置计划。
托盘类物资配置计划是在托盘类任务包分解形成的基础上,以任务包为单位,在中日程计划制定的基础上,参考任务包对应的中日程关注项,按照一定的时间节点标准制定舾装件托盘的计划安装日期,然后再通过计划安装日期来倒推托盘的集配计划时间,通过托盘的集配计划时间来计算托盘的制作计划时间,确保在计划时间范围内将托盘制作(或外协购入)完成并运送至施工现场进行安装。
托盘类物资配置计划的编制依据主要有:
(1) 造船生产线表计划、生产中日程关注项计划;
(2) 各类型任务包的生产周期信息;
(3) 各生产执行部门的前期准备、执行能力情况分析。
分段舾装类托盘的安装参考对应的分段大组中日程,因为分段舾装托盘的舾装工作需在大组作业进行时完成。总段舾装托盘类安装参考的是对应的总组中日程,即总段舾装的工作要在总组阶段安装完成。区域托盘的舾装则是参考对应的搭载合龙形成的区域中日程,即区域舾装需在区域的合龙阶段安装完成。
船厂生产各工序的进行具有一定的节拍,保证均衡连续性的生产。各类型舾装任务包的生产工序间隔周期在设定时也需具有一定规律,一般设为半周(3~4天)的倍数,这是参考胎位计划制定的经验得来的,根据生产经验以及资源配置情况,将分段占胎时间设为半周的倍数,能保证最大化的胎位利用效率。所有的工序都以此为参照节点,将前后各任务的作业时间都按照此规律进行设置,进行节拍化生产。因此,托盘类物资配置时间节点的设置是在参照对应的中日程关注项的基础上考虑托盘配置流程中下道工序的生产间隔时间而得出的数值公式,即时间节点的设置建立在生产部门、班组在不影响下道生产工序的基础上,必须在一定的时间提前(延后)期内保证安装、集配以及制作(外协)工作的完成。以载重38 000 t的散货船为例,表1为根据其实际生产作业情况制定的托盘物资配置计划。

表1 载重38 000 t散货船托盘物资配置计划
需要说明的是,表1中S代表完成,S+表示节点完成以后的延迟时间,S-表示节点完成的提前时间。同一分段/总段/区域内不同的舾装托盘类型安装时间不一,需根据实际的生产需要设定时间节点。
表中托盘物资的配置计划时间只是基于某船厂的某一船型制定的,在实际生产中可以随着建造船型的不同、生产进度中实际情况的变化进行阶段性的调整,保证托盘物资的配置计划符合生产进度的要求。
3 基于任务包的场地、设备配置
任务包是现场生产的基本管理单位,需要为每个任务包的生产执行配置场地、设备等生产资源。每个任务包的作业生产也都要通过场地、设备等生产资源中的一项或多项来完成。这就需以工程分解结构下形成的任务包为基本单位,将生产资源能力同任务包负荷进行匹配,在生产策划时进行资源协调,从而合理地进行资源的配置。
以任务包为基础的生产资源的配置,首先需根据相似性原理,结合实际情况将任务包成组化,以任务包组为基础,分析该任务包组在某一生产阶段上的负荷,再将组负荷与生产资源进行对接,分析任务包组的负荷与生产资源能力是否平衡。如果资源能满足负荷的需求,则可进行资源的计划编制,并投入作业生产;如果资源不能满足负荷的需求,则要对任务包组负荷与生产资源能力再次分析,并进行调整。图2为以任务包为基础的造船生产资源配置管理流程。

图2 造船生产资源配置管理流程
在生产作业实施中需注重对资源能力、作业负荷信息的采集,选择有代表性的作业过程进行信息采集,并将采集得到的信息进行反馈、分析,以作为生产部门生产作业安排以及资源计划制定是否合理的判断依据。
造船生产资源的配置流程就是根据实际生产需要将相关生产资源合理地配置给对应的任务包。其配置流程为:
(1) 任务包分解形成及成组化。根据工程分解,选择在生产作业时与生产工艺、生产资源相近的任务包,将此类同类型任务包成组化。
(2) 各任务包影响能力分析。任务包成组化后,对任务包组中的各任务包对项目的影响能力进行分析。可以设第j个任务包影响能力向量公式为
式中:Aj为第j个任务包的优先施工顺序,分别用1,2,3这3种级别表示;Bj为第j个任务包的施工作业难度,分别用1,2,3,4,5这5种级别表示,级别越高,表示施工作业难度越大,对项目的影响能力也越大;Cj为第j个任务包的施工作业量,作业量越大,表示用时越长,对项目的影响能力也越大;Dj为第j个任务包的紧后任务数量,数量越大,表示紧后任务越多,对项目的影响能力也越大。系数λ1,λ2,λ3,λ4表示各影响因素的向量系数,根据数学运算法则,定义:
(3) 生产资源影响能力评价。任务包生产作业的实施要建立在一种或多种资源的应用上面,可将造船生产资源对项目运行的影响能力设定一个向量公式为
式中:Fi为项目实施所依赖资源的重要程度,分别用1,2,3表示一般、重要以及非常重要3种级别,级别越高表示该资源对项目实施的影响越大;Gi为该资源对项目实施的有效作用时间;Hi为该资源本身的因素,如工作效率等。系数K1,K2,K3表示各影响因素的向量系数,根据数学运算法则,定义:
(4) 生产资源与任务包对接。分析了任务包与生产资源对生产项目的影响后,需将生产资源同任务包进行对接,分析生产资源同任务包的作业匹配程度情况,可设匹配关系矩阵公式为
式中:i为任务包生产作业提供能力的生产资源配置组,i=1,2,3,…,m;j为任务包组中任务包的数目,j=1,2,3,…,n。
造船生产资源同任务包的作业匹配程度等级可设为1,0.7,0.5,0等4种等级,分别表示很合适、合适、可以匹配和不可匹配。
一般来说,一个任务包通过配置一种或几种生产资源都可以进行作业生产,但不同的生产资源对不同任务包的影响程度不一样,为追求整个项目的建设进度以及质量的优化,可考虑将生产资源按优先级别与匹配情况配置给相应的任务包。
(5) 生产资源配置。通过上述分析,可以以任务包为基础,进行生产资源的配置,建立一个生产资源能力同任务包负荷之间的平衡矩阵公式,设为
式中:E为生产资源对项目运行的影响能力;P为某一个任务包对生产项目的影响能力;R为生产资源同任务包的作业匹配关系。
对B中的数值进行分析,可得造船生产资源的分配依据。数值越大就要将具有优先施工顺序、施工作业难度大、施工作业量大的任务包分配给能满足该任务包负荷的生产资源。对B中数值的分析可转化为最小优化模型为

式中:s.t.表示式(7)转化为最小模型的成立条件。Xij=1为将生产资源i配置给j;Xij=0为没有将生产资源i配置给j;bmax=max(bij)。
此外,在式(5)中,m为该生产项目的m个提供能力的生产资源配置组总能力;n为生产项目中包含的任务包数目总负荷。
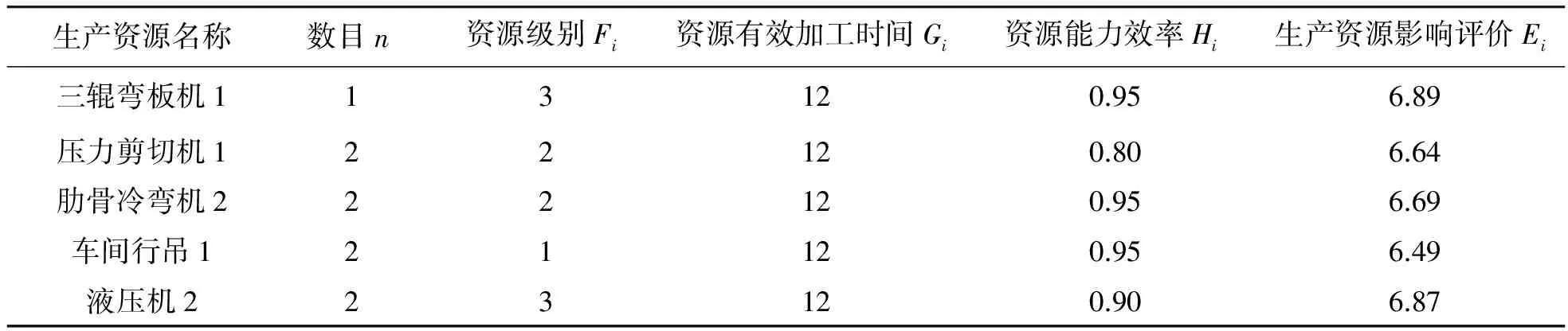
对m与n的数值进行分析。当m>n时,表示生产资源能力完全能够满足任务包组的负荷;当m=n时,表示生产资源能力刚好能够满足任务包组的负荷;当m 以载重38 000 t的散货船的3个船底分段223,225,227为例来说明,它们作业类型、作业流程相似,所需要的生产资源也基本相同,将此3个分段构件加工作业任务包成组并进行设备资源的配置分析如下。 (1) 各任务包影响能力分析。任务包的施工顺序、作业难度、作业量以及紧后任务数对项目的影响能力差别不大,取λ1=λ2=λ3=λ4=0.25,并将各任务包的施工顺序、作业难度、作业量以及紧后任务数进行信息采集并赋值,得出各任务包的影响能力数值表,如表2所示。 表2 任务包影响能力 (2) 生产资源影响能力评价。生产资源所具有的因素对项目的影响程度不一样,其因素系数也不一样。取K1=0.2,K2=0.5,K3=0.3,采集相关资源信息,并将生产资源对项目的重要程度、实施的有效作用时间以及资源本身因素进行赋值,得出生产资源影响能力评价表,如表3所示。 表3 生产资源影响能力评价 (3) 生产资源与任务包对接。将生产资源同任务包进行对接,对生产资源与任务包之间的作业匹配情况进行信息采集,并对所得信息数据进行分析,建立关系匹配矩阵公式为 (4) 生产资源的配置。以任务包为基础对象,进行造船生产资源的配置。建立生产资源能力同任务包负荷之间的平衡矩阵公式为 依据式(7)对B中数据进行分析,结果是 这就得出对该任务包组进行生产资源配置的依据,即将肋骨冷弯机2配置给223分段,将三辊弯板机1配置给225分段,将液压机2配置给227分段。 在此例中,造船生产资源数为5,任务包数目为3,m>n,表示生产资源能力完全能够满足此任务包组的负荷。 在实际生产应用中,该船厂在进行计划安排时以各类型任务包为基础进行生产资源的分配,并注重采集生产信息,将任务包负荷同生产资源之间建立算法,以此为据使生产计划的安排更加合理,大幅降低了生产中的设备、场地空闲等待现象,提高了资源的利用效率。 本文以作业分解得到的任务包为基本单位,对舾装托盘类物资以及设备、场地等生产资源的配置方式进行研究、分析,得出托盘类物资配置计划的设置依据以及建立任务包负荷同设备、场地等生产资源能力之间的匹配关系的算法,为生产资源的合理配置提供一种研究方法和参考依据。 [1] 宫琳,李鑫,李彬,等. 面向造船企业的生产设施资源建模及配置技术研究[J].成组技术与生产现代化,2008, 25(3):14-18. [2] 毛蕾. 基于数字化造船的作业任务包研究[D].镇江:江苏科技大学,2014. [3] 邓硕. 面向船舶制造的托盘集配技术及系统实现[D].哈尔滨:哈尔滨工业大学,2007. ShipbuildingProductionResourceAllocationBasedonTaskPackage ZHANG Lu1,GU Xiaobo1,2, WANG Changwu1, LIN Bowei2 (1.School of Naval Architecture and Ocean Engineering,Jiangsu University of Science and Technology,Zhenjiang 212003, Jiangsu, China;2. Jiangsu Modern Shipbuilding Technology Co.,Ltd.,Zhenjiang 212003, Jiangsu, China) The tray material is configured according to the type of task package based on the task package operation and the configurotin of time node settings are studied. The allocation of the building site and equipment is based on the grouping of different types of task packages, and the calculation of the relationship between the task packages group load and the capacity of the shipbuilding production resources is established. A method of rational allocation of production resources is proposed which can improve the shipbuilding efficiency. task package; tray material; production resource allocation 张 鲁(1989-),男,硕士研究生,研究方向为船舶先进设计与制造技术 1000-3878(2017)05-0006-06 U673 A



4 结 语
