自润滑热镀锌汽车板的性能分析
2017-11-14赵晓非贾松苗雨芳黎敏汪小培
赵晓非 *,贾松,苗雨芳,黎敏,汪小培
(1.首钢技术研究院,北京 100041;2.首钢股份公司制造部,北京 064400)
【研究报告】
自润滑热镀锌汽车板的性能分析
赵晓非1,*,贾松2,苗雨芳1,黎敏1,汪小培1
(1.首钢技术研究院,北京 100041;2.首钢股份公司制造部,北京 064400)
在热镀锌汽车板表面涂覆无机自润滑涂层后对材料的成型性能、焊接性能、胶接性能、耐蚀性能等进行分析。结果显示,自润滑膜能够在冲压过程中对锌层提供较好的保护,从而有效提升热镀锌板的成型性能。自润滑热镀锌汽车板的耐蚀性能、连接性能等均能够满足汽车主机厂的相关认证要求。
热镀锌板;自润滑涂层;成型性;胶接强度;耐蚀性;可涂性
热镀锌板(GI板)因具有良好的耐蚀性、成型性及可涂装性,已成为车身材料的重要组成部分[1-3]。热镀锌汽车板材作为车身材料,在生产过程中经历成型、焊/胶接、涂装等工序。由于热镀锌板表面镀锌层硬度低,在冲压复杂汽车零部件(如侧围外板、门内板、行李箱内板等)的过程中,镀锌层的摩擦行为对冲压工艺及模具较敏感,使钢板的冲压成型性能受影响,甚至发生冲压开裂现象。图1所示为某钢厂热镀锌汽车板材料作为前车身下内板,在冲压时由于锌层表面出现大面积摩擦痕迹而引起的开裂。

图1 热镀锌汽车板冲压开裂Figure 1 Stamping crack on hot-dip galvanized steel sheet for automobile
针对上述问题,国内外钢铁公司及研究机构开展了诸多研究,以降低汽车用热镀锌板的表面摩擦因数,进而提升材料的成型性能。其中,镀锌汽车板表面自润滑膜是近年来的研究热点之一。所谓自润滑技术,是指在镀锌工艺段后,直接对锌层表面进行涂覆,随后在配合防锈油的条件下,形成有利于冲压的固体自润滑膜[4-5]。固体润滑膜对改善热镀锌材料的成型性能和减少冲压缺陷的产生有着显著的效果。例如,宝日汽车板公司经新日铁授权,可生产部分润滑处理的合金化热镀锌板(GA板),其核心原理就是在GA板表面涂覆一定厚度的有机硅烷体系自润滑膜,再配合使用防锈油,从而有效改善了GA板冲压过程的粉化问题[6-8]。为了改善GI板的冲压成型性能,同时考虑到生产成本、工艺等问题,无机自润滑薄膜成为目前的研究热点,多家化学试剂公司及钢铁企业已进行相关研发。例如,宝钢研发的润滑处理 GI板,就是在GI板表面涂覆纳米级无机薄膜及防锈油,在冲压过程中对锌层提供较好的保护[9-11]。
鉴于汽车生产工艺的复杂性,要求汽车板表面不同类型的固体自润滑薄膜与当前汽车生产的各道工序(包括焊接、胶接、脱脂及磷化)具有良好的匹配性,因此本文选取某化学试剂公司提供的无机自润滑试剂为研究对象,针对无机自润滑热镀锌汽车板的摩擦及冲压性能、连接(焊接及胶接)性能及其与汽车板前处理(脱脂及磷化)工艺的匹配性进行全面分析,以便为自润滑热镀锌汽车板的进一步推广和应用提供理论依据及参考。
1 实验
1.1 材料
取0.8 mm厚的DX53D+Z热镀锌板为研究对象,根据各实验项目对试样进行裁切后,在表面涂覆无机自润滑剂而得到自润滑膜。所用无机自润滑剂是由 PO34-、Zn2+、Mg2+等组成的无机酸性溶液,用去离子水稀释至质量分数为5%。
1.2 样品制备
将热镀锌板置于无水乙醇中超声清洗20 min,然后采用去离子水漂洗,再冷风干燥获得洁净表面。采用棒涂法在样片表面涂覆无机自润滑剂后置于热风干燥箱中,在120 °C下固化成膜反应1 min,取出后室温下晾干。进行各项试验前,对自润滑热镀锌汽车板及普通热镀锌汽车板试样涂覆防锈油,油膜涂覆量约为1 000 mg/m2。
1.3 热镀锌自润滑材料的性能分析
参照各大汽车主机厂的性能认证标准及自润滑热镀锌汽车板自身的性能特点,对自润滑热镀锌汽车板的成型性能、连接(焊/胶接)性能、耐蚀性能及其与汽车主机厂涂装前处理的匹配性进行评价。
1.3.1 摩擦因数
采用板材成型拉延摩擦试验系统,按照YB/T 4286-2012《金属材料 薄板和薄带 摩擦系数试验方法》测定涂覆不同防锈油后材料表面的线性摩擦因数,拉伸速率为150 mm/min,压紧力Fn= 3 000 N。如图2所示,采用平面磨具和半圆柱形模具两侧对试样进行重复摩擦,模具通过压紧力与试样紧密贴靠,按式(1)计算试样的平板线性摩擦因数(其中F为摩擦长度内的拉力,单位为N)。d

图2 平板摩擦试验原理示意图Figure 2 Schematic diagram showing the principle of friction testing for flat sheet
1.3.2 变形能力
利用Zwick BUP400板材综合成型试验机,选取筒形件拉深试验对自润滑热镀锌汽车板的变形能力进行评价,测试条件为:压边力10 kN,拉深速率1 mm/s,凸模直径15 cm。
1.3.3 耐蚀性
采用美国Q-LAB公司所产Q-FOG CRH1100中性盐雾箱测定耐蚀性,腐蚀介质为3.5% NaCl溶液,沉降量为15 mL/h。样品尺寸为100 mm × 200 mm,试验前对其四周进行封边处理,裸露面积为80 mm ×180 mm,18 h后取出,观察表面状态。
1.3.4 焊接性能和胶接性能
点焊试验:电极压力2.2 kN,通电时间200 ms,保持时间100 ms,电极帽端面直径6 mm,测定自润滑处理前后热镀锌汽车板的焊接窗口。
拉伸剪切试样依据GB/T 7124-1986《胶粘剂拉伸剪切强度测定方法(金属对金属)》进行加工,试片裁切成100 mm × 25 mm大小后进行胶接。随后于180 °C下热固化反应20 min。反应结束后,根据GB/T 7124-2008《胶粘剂 拉伸剪切强度的测定(刚性材料对刚性材料)》,采用Zwick-100电子拉力万能试验机测定单搭接接头的拉伸剪切强度,测试时样片上夹具间距不小于25 mm,总距离保持在100 mm,测试速率为5 mm/min。
1.3.5 与磷化膜的匹配性
在汽车主机厂中对自润滑处理前后的热镀锌汽车板进行脱脂及磷化,对两种不同样片表面磷化膜的厚度和微观形貌进行分析。
1.3.6 其他性能
采用Hommel T8000粗糙度测试仪测试自润滑涂覆前后的热镀锌汽车板的表面粗糙度。采用Hitachi S-4700扫描电镜(SEM)及其附带的能谱仪(EDS)对不同样片表面进行形貌观察和成分分析。采用 Leco GDS850A型辉光光谱仪(GDOS)对样片进行元素分析。
2 结果与讨论
2.1 自润滑处理前后热镀锌汽车板表面粗糙度对比及膜厚分析
从图3可知,热镀锌原板的粗糙度Ra为(1.06 ± 0.06) µm,峰值密度RPC为(109.7 ± 6.9) cm-1。涂覆自润滑膜后,热镀锌汽车板的表面粗糙度显著下降,Ra为(0.9 ± 0.06) µm,峰值密度为(89.6 ± 3.9) cm-1。
由图4可知,自润滑膜的厚度为30 ~ 40 nm,膜层的主要成分包含Zn、P及Mg。由图5可知,在现有工艺下,无机自润滑膜中的各元素(如P、Mg等)在板面均匀分布。

图3 自润滑处理前后GI板的表面粗糙度Figure 3 Surface roughness of GI sheet before and after self-lubrication treatment
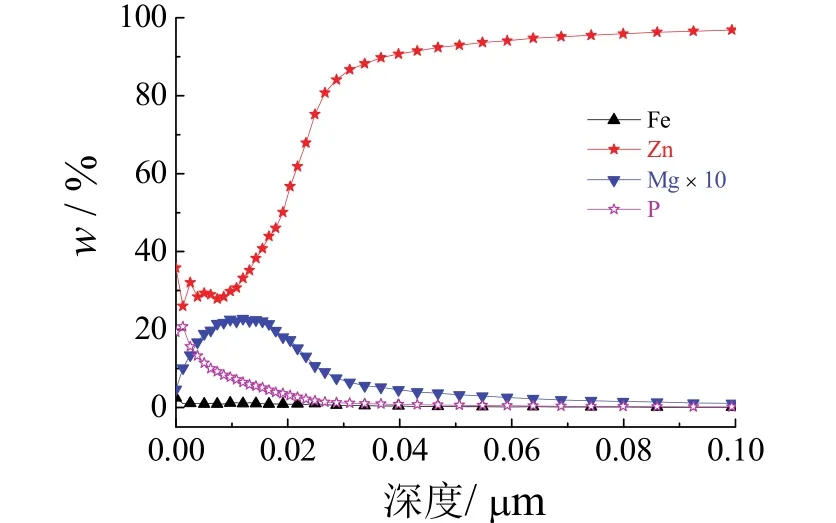
图4 自润滑GI板的辉光光谱分析结果Figure 4 Result of glow discharge optical emission spectrometric analysis for self-lubricating GI sheet

图5 自润滑GI板的SEM和EDS分析结果Figure 5 SEM and EDS analysis results of self-lubricating hot-dip GI sheet
2.2 自润滑处理对热镀锌汽车板成型性能的影响
从表1可知,自润滑处理前后GI板的摩擦因数都较稳定,涂覆自润滑膜后GI板的表面平均摩擦因数由0.102降至0.085,下降幅度约为16.7%。这意味着热镀锌板表面自润滑膜在成型过程中可有效降低磨具与表面锌层间的相互磨损。

表1 自润滑处理前后GI板的表面摩擦因数Table 1 Surface friction coefficients of GI sheet before and after self-lubrication treatment
拉深也称为拉延,是利用模具将平板坯料制成薄壁空心零件的冲压工艺。通过拉深可以制成筒形、盒形、阶梯形、锥形以及其他形状的薄壁零件。在板料成型的试验认证中,经常以筒形件拉深为例来研究板料在拉深变形过程中的变形能力和力学特点。涂覆自润滑膜前后GI板的筒件拉深试验结果见表2。

表2 自润滑处理前后GI板的板料拉伸力Table 2 Deep drawing force of GI sheet before and after self-lubrication treatment(单位:kN)
热镀锌原板的板料拉伸力为26.92 kN,其表面涂覆自润滑膜后板料拉伸力下降为22.02 kN,下降幅度约18%。
根据拉深试验原理,板料拉伸力主要与材料的强度、厚度、模具参数、摩擦阻力等有关。由于涂覆自润滑膜前后GI板的材料强度、厚度及模具参数全一致,因此,摩擦阻力是表观拉深力存在差异的原因。在相同拉深高度下,自润滑膜的存在能明显降低成型过程中的摩擦阻力,从而改善材料的变形均匀性,提高材料的变形能力。
2.3 自润滑处理对热镀锌汽车板耐蚀性的影响
如图6所示,涂覆自润滑膜可明显提高热镀锌汽车板的耐蚀性。中性盐雾试验18 h后,自润滑热镀锌汽车板除边缘处存在少量锈蚀产物外,整个板面保持良好。

图6 未经和经自润滑处理的GI板NSS试验18 h后的外观Figure 6 Appearances of GI sheet with and without self-lubrication treatment after NSS test for 18 h
2.4 自润滑处理对热镀锌汽车板涂装性能的影响
自润滑热镀锌汽车板在使用过程中,必须能够与汽车主机厂当前的脱脂及涂装工艺很好地匹配,即采用现有的脱脂工艺可完全除去自润滑膜,并对后期磷化及电泳工艺无任何不良影响。因此,在汽车主机厂中对自润滑处理前后热镀锌汽车板材料进行涂装前处理挂片试验,再对磷化试样进行微观结构分析,结果见图7。两种样片表面的磷化膜基本无差异,均匀、连续,粒子尺寸均在7 ~ 14 µm范围内,厚度均为1.5 ~ 2.0 µm。说明自润滑处理对后续磷化、电泳等工艺无不良影响。
2.5 自润滑处理对热镀锌汽车板连接性能的影响
2.5.1 焊接窗口的测定

图7 未经和经自润滑处理的GI板上磷化膜的表面和截面形貌Figure 7 Surface and cross-sectional morphologies of phosphate coating on GI sheet with and without self-lubrication treatment
为考察自润滑膜是否会对热镀锌汽车板材料的焊接性能产生影响,依据美国焊接协会标准对自润滑前后的热镀锌汽车板材料的焊接窗口进行测定,结果如下:热镀锌原板的焊接电流窗口为2 500 A(8.5 ~11.0 kA),经自润滑处理后收窄至2 000 A(9.1 ~ 11.1 kA),但仍符合汽车主机厂对材料的焊接认证需求。因此认为,无机自润滑薄膜的存在对热镀锌板材料焊接性能的影响较小。
2.5.2 单搭接接头胶接强度的测定
为考察自润滑膜是否会对汽车主机厂所采用的汽车结构胶及现有胶接工艺产生影响,对自润滑前后热镀锌汽车板的单搭接接头胶接结构的拉伸剪切强度和断裂模式进行分析,结果见表3和图8。自润滑热镀锌汽车板的单搭接头断裂强度为14.99 MPa,高于GI板的单搭接头断裂强度,说明自润滑膜与汽车主机厂现有的结构胶具有较好的匹配性。观察图8可知,所有胶接接头的断裂均呈内聚断裂模式,说明自润滑热镀锌汽车板的表面与结构胶之间的相互作用较强,符合各汽车主机厂的实际要求。

表3 未经和经自润滑处理后GI板的拉伸剪切强度Table 3 Tensile lab-shear strengths at break for GI sheet with and without self-lubrication treatment(单位:MPa)

图8 自润滑GI板胶接接头的断裂模式Figure 8 Joint failure modes of GI sheets coated with self-lubricating film
3 结论
(1) 与未经自润滑处理的热镀锌原板相比,在相同条件下,自润滑热镀锌板表面的自润滑膜可有效降低材料的表面摩擦因数,在冲压过程中对GI板表面锌层起到良好的保护作用。
(2) 自润滑膜具有良好的耐蚀性,可对热镀锌汽车板表面提供较好的保护。
(3) 采用汽车主机厂现有的脱脂工艺可完全去除自润滑膜,对材料后期的磷化和涂装处理无不利影响。
(4) 自润滑热镀锌汽车板的焊接窗口较之原有材料有一定程度收窄,但仍在汽车主机厂的认可范围内。
(5) 自润滑热镀锌汽车板与汽车主机厂现有胶接工艺具有良好的兼容性,单搭接接头的断裂强度及断裂模式均符合要求。
[1] ZHANG Q F, HUANG J Z, ZHAO P, et al.Development of continuous coating and plating strip steel [J].Journal of Iron and Steel Research (International),2001, 8 (2): 34-41.
[2] FEI J Y, LIANG G Z, XIN W L, et al.Surface modification with zinc and Zn-Ni alloy compositionally modulated multilayer coatings [J].Journal of Iron and Steel Research (International), 2006, 13 (4): 61-67.
[3] SONG L Z, YANG Z Y.Corrosion resistance of sintered NdFeB permanent magnet with Ni-P/TiO2composite film [J].Journal of Iron and Steel Research(International), 2009, 16 (3): 89-94.
[4] 袁旭, 刘昕, 杨春生, 等.自润滑镀锌钢板的现状和发展[J].腐蚀与防护, 2011, 32 (12): 976-979.
[5] 李淑梅, 安成强, 郝建军.镀锌板自润滑涂层的研究进展[J].电镀与精饰, 2015, 37 (5): 14-18.
[6] 曹曙.NKK开发出高润滑性合金化热镀锌钢板PZA-N [J].上海金属, 1999 (2): 61.
[7] 刘相华, 王国栋.有机涂层钢板的涂覆工艺和设备[J].轧钢, 2000, 17 (3): 50-52.
[8] 汪亚楠, 张振海, 孙晨阳, 等.自润滑涂层钢板的研究新进展[J].材料保护, 2013, 46 (增刊2): 147-148.
[9] 杜蓉, 涂元强, 蔡捷, 等.自润滑镀层钢板的研究进展[J].武钢技术, 2014, 52 (4): 55-58.
[10] 戴毅刚.宝钢表面处理产品的研发与展望[J].宝钢技术, 2009 (增刊): 67-71.
[11] 刘昕, 江社明, 张启富.自润滑镀锌板的主要性能[J].腐蚀与防护, 2014, 35 (2): 124-127.
Analysis on properties of self-lubricating hot-dip galvanized steel sheet applied to automobile
ZHAO Xiao-fei*,JIA Song, MIAO Yu-fang, LI Min, WANG Xiao-pei
The formability, weldability, adhesive bondability and corrosion resistance of hot-dip galvanized steel sheet for automobile covered by inorganic self-lubricating film were analyzed.It is indicated that the self-lubricating film offers an efficient protection for zinc coating during the stamping process, improving the formability of hot-dip galvanized steel sheet.The corrosion resistance as well as the weldability, bondability and other properties of the self-lubricating hot-dip galvanized steel sheet for automobile meet the corresponding certification requirements of automobile manufacturers.
hot-dip galvanized steel sheet; self-lubricating film; formability; adhesive bonding strength; corrosion resistance; paintability
Shougang Research Institute of Technology, Beijing 100043, China
TG178; TQ153.15
A
1004 - 227X (2017) 20 - 1069 - 06
10.19289/j.1004-227x.2017.20.001
2017-06-02
2017-09-20
赵晓非(1982-),女,山东青岛人,博士,主要从事涂装工艺及表面处理新技术研究。
作者联系方式:(E-mail) mybrightlife@126.com。
[ 编辑:周新莉 ]
