帘线钢LX72A夹杂物控制优化实践
2017-11-01桂仲林王海洋腾力宏
桂仲林 王海洋 腾力宏
(中天钢铁技术中心,江苏常州 21300)
帘线钢LX72A夹杂物控制优化实践
桂仲林 王海洋 腾力宏
(中天钢铁技术中心,江苏常州 21300)
结合中天钢铁第三炼钢厂帘线钢LX72A生产实际,通过控制铁水[Si]、[Ti]等含量和实施转炉“双渣留渣”冶炼技术,实现转炉出钢高拉w([C])≥0.12%、低w([P])≤0.008%和低w([Ti])≤0.005%的要求,有效减少脱氧产物和含Ti夹杂物数量。调整精炼渣系碱度和优化中间包流场,使盘条夹杂物成分达到CaO- Al2O3- SiO2系相图塑性化控制目标,同时使铸坯夹杂物尺寸由最大48 μm降低到20 μm以内。
帘线钢 夹杂物 精炼渣 中包流场
钢帘线是橡胶骨架材料中发展最为广阔的产品,主要应用在汽车轮胎、传送带等生产领域,要求其具有动态弹性率大、强度高、拉伸蠕变小、尺寸稳定性好以及弯曲刚度高等特点,是金属制品中生产难度最大的产品[1]。帘线钢在加工过程中,需从φ5.5 mm左右的线材快速拉拔至单丝φ0.15~0.38 mm的细丝,这对钢中夹杂物塑性要求很高,以避免在生产过程中断丝。因此,要生产出高质量的帘线钢就必须努力提高帘线钢的洁净度,要求夹杂物尺寸小、数量少、延展塑性好[2]。研究表明[3- 4],一般影响钢中夹杂物数量和尺寸的重要因素是钢中T[O]含量,但却更加强调夹杂物的塑性化指标,如夹杂物熔点低是变形性能好的重要特征之一。
中天钢铁自开发LX72A帘线钢以来,盘条存在大颗粒夹杂物、B类夹杂物和纵截面夹杂物尺寸超标等问题,而夹杂物超标是帘线钢生产过程中出现断丝的主要原因。本文通过稳定铁水成分和控制转炉出钢终点[C]、[P]和[Ti]含量,调整精炼渣碱度和优化中间包流场,以实现减小帘线钢中夹杂物尺寸和塑性化控制的目的。
1 夹杂物塑性化的理论基础
帘线钢中夹杂物的主要来源为内生脱氧产物和外生耐材剥落物以及卷渣产物。而夹杂物的塑性化控制基本思想是优化内生夹杂物成分降低其熔点,在轧制温度下随着夹杂物熔点的降低,变形能力越来越好。研究表明[5],当夹杂物熔点低于1 400 ℃时,夹杂物的变形能力和同温度下钢的变形能力接近,即夹杂物实现塑性化。
目前帘线钢主要采用低碱度的酸性渣进行冶炼。钢中夹杂物主要有两种:一种是来自于Si、Mn脱氧产物的MnO- SiO2- Al2O3系夹杂物,目标相图中含15%~25% Al2O3的锰铝榴石(3MnO·Al2O3·3SiO2)及其周边为低熔点区,如图1(a)所示;另一种是来自炉渣反应的CaO- SiO2- Al2O3系夹杂物,目标相图中钙斜长石(CaO·Al2O3·2SiO2)与假硅灰石(CaO·SiO2)的共晶区为低熔点区,见图1(b)。

图1 (a)MnO- Al2O3- SiO2系和(b)CaO- Al2O3- SiO2系塑性夹杂物成分范围[5]Fig.1 Composition range of plastic slag inclusion of (a) MnO- Al2O3- SiO2 and (b) CaO- Al2O3- SiO2 system[5]
根据Lrunner等的研究结果[6],夹杂物中Al2O3含量与不变形夹杂物呈指数关系。当夹杂物中Al2O3质量分数为20%时,夹杂物塑性变形能力最好。在工业生产实践中,帘线钢夹杂物一般是四元、五元复合夹杂物,因此,夹杂物塑性化控制并不容易。
2 生产过程工艺参数控制及优化
2.1 生产工艺路线
LX72A帘线钢的冶炼工艺流程为:KR铁水预处理→120 t顶底复吹转炉→LF精炼炉→160 mm×160 mm小方坯连铸机(10机10流) →高速线材轧制。表1为LX72A帘线钢的目标化学成分。

表1 LX72A帘线钢的目标化学成分(质量分数)Table 1 Chemical composition of LX72A tire cold steel (mass fraction) %
2.2 转炉工艺参数控制及优化
转炉出钢终点的[C]、[P]和[Ti]含量对钢水纯净度和夹杂物有着至关重要的影响。提高终点出钢[C]含量,降低钢水氧含量,可减少夹杂物来源;降低终点[P],能够避免P偏析导致盘条拉拔分层断裂;降低[Ti]含量,能够抑制铸坯凝固过程中析出TiN(C)高硬质不变形夹杂物。对于帘线钢来说,TiN类夹杂物对盘条的拉拔和绞线过程危害最大。转炉具体工艺控制优化措施如下:
(1)为控制Ti夹杂,生产前对铁水Ti含量进行检测,用Ti含量低的铁水生产,一般要求铁水w([Ti])≤0.05%;禁止使用含Ti的废钢冶炼帘线钢。
(2)保证铁水中的[Si]含量,要求w([Si])=0.25%~0.60%,稳定转炉高拉碳终点控制,出钢w([C])≥0.12%。
(3)转炉采用“双渣留渣”脱P、脱Ti技术,要求终点出钢w(P)≤0.008%,w(Ti)≤0.001%。
(4)为最大程度降低Al2O3等不变形脆性夹杂物的数量,在合金化过程不得使用含铝的脱氧剂,而采用低铝硅铁和金属锰合金脱氧,高纯硅预脱氧,把钢中Als的质量分数控制在0.001%以下。
(5)出钢合金加入顺序对夹杂物生成影响较大,加料顺序依次为低氮增碳剂→高纯硅→金属锰→低铝硅铁→顶渣。
(6)严格控制精炼到站样成分:w(C)=0.60%~0.68%、w(Si)=0.10%~0.15%、w(Mn)=0.45%~0.50%。精炼到站成分的精确控制有利于脱氧产物及时上浮,同时能够促进精炼过程夹杂物的变性。
(7)加强出钢过程的挡渣操作,采用挡渣球和滑板双挡渣,且出钢扒渣。
表2为帘线钢转炉工艺参数优化前后炉次的具体数据。从表2中不难看出,加强过程控制要求前,铁水中[Si]的质量分数偏低为0.08%,转炉出钢w([C])<0.10%,w([P])>0.01%;工艺参数调整后,铁水中的[Si]含量稳定提高,转炉出钢能够实现保温度高拉[C]、低[P]、低[Ti]出钢,给后续精炼过程夹杂物的控制提供了有利条件。

表2 工艺参数优化前后帘线钢入炉铁水和转炉出钢的成分及温度变化Table 2 Variation of composition and temperature of liquid iron and BOF tapping for tire cold steel before and after process optimization
2.3 精炼渣系优化
帘线钢精炼过程主要通过设计顶渣碱度和Al2O3含量与钢水化学反应,再通过钢水中溶解的活性[Ca]与[Al]等微量元素与夹杂物反应,达到控制夹杂物成分的目的。如果精炼过程渣- 钢反应能达到热力学平衡,则夹杂物成分和渣成分一致,但受制于动力学条件,实际工业化生产中热力学平衡是无法实现的。帘线钢中渣- 钢和钢水- 夹杂物主要有以下3个化学反应。
2MnO(S)+[Si]=SiO2(S)+2[Mn],
ΔG0=-5 700-34.8T
(1)
2Al2O3(S)+3[Si]=3SiO2(S)+4[Al],
ΔG0=658 200-107.1T
(2)
2CaO(S)+[Si]=2[Ca]+SiO2(S),
ΔG0=694 422-75.06T
(3)
帘线钢要求钢水纯净度高和夹杂物变形塑性良好,根据夹杂物塑性化理论分析,夹杂物的碱度(CaO/SiO2)要控制在0.6~1.0左右,Al2O3的质量分数在20%左右。本文精炼渣系采用双渣变性工艺,前期用石灰、电石、萤石造高碱度渣脱氧,后期用石英砂造低碱度渣变性。变渣前后渣系碱度的确定对盘条夹杂物塑性化有较大影响。表3为精炼渣系优化调整前后渣化学成分的对比。从表3可以看出,原工艺变渣前碱度1.9~2.0,变渣后碱度1.0~1.1,工艺调整后变渣前碱度1.5~1.6,变渣后碱度0.9~1.0。
使用扫描电镜和能谱仪分析铸坯中夹杂物成分,图2为精炼渣系调整前后铸坯中夹杂物在CaO- Al2O3- SiO2相图上的位置,阴影部分为夹杂物熔点低于1 400 ℃的塑性区。从图2(a)中可以看出,渣系优化前夹杂物基本都不在塑性区,夹杂物成分离散度大,部分夹杂物Al2O3含量严重偏高,其原因为,原渣系碱度高,低SiO2含量促进化学反应式(2)进行,渣中的Al2O3易被还原成[Al]进入钢水,导致夹杂物中Al2O3含量偏高;图2(b)为渣系优化后夹杂物成分的检测结果,可见夹杂物基本都在塑性区,且分布集中。
2.4 中包流场优化
中间包不仅是稳压、分配钢液和保证钢液连续性浇铸的缓冲容器,还是去除钢液中非金属夹杂物、均匀钢液温度和保证铸坯质量的关键设备。中间包内的控流元件多孔挡墙的参数设置对中间包内非金属夹杂物的上浮及均匀钢液温度起着至关重要的作用。对于多流连铸小方坯中间包,若出口温度及所含夹杂物的大小和数量变化很大,势必给铸坯质量控制带来一定的困难。因此,优化中间包挡墙的设置参数非常重要。

表3 精炼渣系优化调整(质量分数)Table 3 Optimization basicity of refining top slag (mass fraction) %
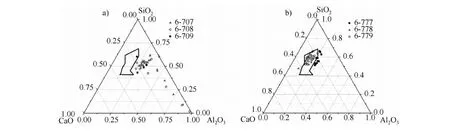
图2 精炼渣系优化(a)前、(b)后夹杂物的塑性区Fig.2 Plastic zones of inclusions (a) before and (b) after optimization of refining slag
中天钢铁第三炼钢厂连铸机为10机10流双中间包“T”型结构,原挡墙设计主要针对普通钢种,不能满足高品质钢种如帘线钢的要求。通过与高校合作开展中间包挡墙水模型和数值模拟设计研究,对挡墙的结构进行了优化,由原“V”两侧孔改为“V”型单侧4孔挡墙,尺寸位置示意图如图3所示。水模拟和数值模拟的结果表明,新挡墙夹杂物去除率由优化前的45.4%提高到78.9%。通过铸流取样,在金相显微镜下观察夹杂物的数量和尺寸,结果显示,挡墙优化前夹杂物尺寸最大48 μm, 采用新挡墙后,夹杂物尺寸基本都小于20 μm,说明挡墙优化后去除夹杂物效果明显。
3 盘条夹杂物检测结果分析
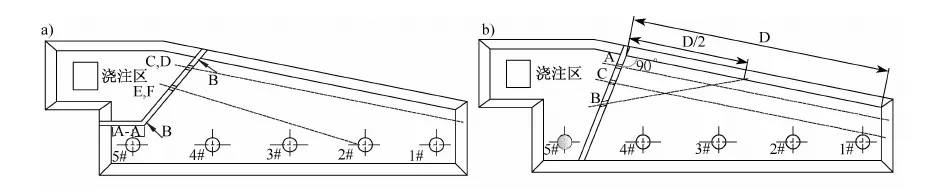
图3 中包挡墙优化(a)前、(b)后的形状示意图Fig.3 Schematic diagrams of tundish wall (a) before and (b) after optimization
帘线钢夹杂物的检验非常严格,下游客户一般要求每个炉次取12根盘条样,检测纵截面不变形夹杂物(长宽比小于3)最大宽度、横截面夹杂物最大宽度和Ti夹杂物数量及尺寸。图4为帘线钢工艺参数优化前后盘条夹杂物的形貌。可见优化前夹杂物为串状不变形颗粒;优化后夹杂物为塑性良好的长条状,且宽度小于5 μm。

图4 工艺优化(a、b)前、(c、d)后盘条夹杂物形貌的变化Fig.4 Variation of morphology of inclusions (a,b) before and (c,d) after process optimization
表4为根据ASTM标准对盘条B类不变形夹杂物的评级结果。可以看出,工艺参数优化前,B类夹杂物平均级别为0.58~0.79,最大级别2.5级,≤1.0级合格率为41.7%~75%,满足一般帘线钢的使用要求;工艺参数优化后,B类夹杂物平均级别为0.17~0.21,最大级别小于1.0级,≤1.0级合格率100%。说明工艺参数优化后,夹杂物的尺寸明显细化。

表4 盘条夹杂物ASTM标准评级结果(B类不变形夹杂物)Table 4 Results of rating wire inclusions (B type non-deformation inclusion) according to ASTM standard
4 结论
(1)通过稳定转炉铁水成分中的[Si]、[P]和[Ti]含量,加入清洁废钢,使用低铝低钛合金和脱氧剂,冶炼时采用“双渣留渣”和高拉碳技术,终点出钢可满足w([C])≥0.12%、w([P])≤0.008%、w([Ti])≤0.005%的要求,并有效减少脱氧产物和Ti夹杂物数量。
(2)采用双渣工艺精炼,变渣前碱度由1.9~2.0调整到1.5~1.6,变渣后碱度由1.0~1.1调整到0.9~1.0,夹杂物在CaO- Al2O3- SiO2相图的位置可由偏离塑性区的离散分布转变为集中分布在熔点低于1 400 ℃的塑性区。
(3)优化10机10流中间包挡墙结构,提高大颗粒夹杂物去除率,能使铸坯中夹杂物尺寸由优化前的最大48 μm降低到20 μm以内。
[1] MINAMIDA T,HIRAGA N,SHIBATA T. Developments in steel cord wire rods[J]. Kobe Steel Engineering Reports,2000,50(3):31- 35.
[2] 赵中福,余新河,洪军,等. 帘线钢中非金属夹杂物控制技术研究[J]. 炼钢,2009,44(3):40- 44.
[3] 刘中柱,蔡开科. 纯净钢生产技术[J]. 钢铁,2000,35(2):64- 69.
[4] 沈奎,廖舒纶,于学森,等.减少帘线钢改判率的工艺实践[J].上海金属,2015,37(3):66- 70.
[5] BERNARD G, RIBOUND P V, URBAIN G. Oxide inclusions plasticity[J]. La Revue de Metallurgies- CIT,1981,78(5):421- 433.
[6] RUNNER D L, MAEDA S,GALE J P, et al. Start- up of Tire Cord through USS/KOBE's Billet Caster[C]// Steelmaking Conference Proceeding. Toronto, 1998,81:129- 136.
收修改稿日期:2017- 01- 18
OptimizationPracticeofInclusionControlforLX72ATireColdSteel
Gui Zhonglin Wang Haiyang Teng Lihong
(Zenith Steel Technology Center, Changzhou Jiangsu 213000, China)
Combined with the practical production situation of LX72A tire cold steel in No.3 Steelmaking Plant of Zenith Steel Group Co., Ltd, through controlling of silicon and titanium contents in the liquid iron, practicing double slag and slag- remaining technology, the requirements of tapping withw([C])≥0.12%,w([P])≤0.008% andw([Ti])≤0.005% for converter was achieved, thus reducing the amount of deoxidation products and Ti- inclusion. The size of inclusion in billet was decreased from 48 μm to 20 μm by adjusting the basicity of refining slag and optimizing tundish fluid flow, so the chemical composition of inclusion in wire rod could reach the plastic control target of CaO- Al2O3- SiO2phase diagram.
tire cold steel,inclusion,refining slag,fluid flow in tundish
桂仲林,男,从事连铸工艺方面的研究,Email:gui_zhong_lin@163.com