基于MTO烯烃分离装置压缩机防喘振控制研究
2017-11-01白硕王雪梅张妍君庞怡
白硕,王雪梅,张妍君,庞怡
(中国寰球工程有限公司,北京 100012)
基于MTO烯烃分离装置压缩机防喘振控制研究
白硕,王雪梅,张妍君,庞怡
(中国寰球工程有限公司,北京 100012)
离心式压缩机是石油化工中的重要设备,针对某烯烃分离装置中的产品气压缩机,概述了压缩机的工艺流程,介绍了喘振的危害,对压缩机控制系统的选用、防喘振控制方案进行了分析和研究,包括产品气压缩机喘振曲线的确认以及防喘振曲线的设定,并通过实例详述了防喘振控制曲线的改进措施,为后续的防喘振方案优化提供了可行性方案。
烯烃分离 离心式压缩机 防喘振控制 性能曲线
压缩机作为石油化工装置中的动设备,为装置的运行提供了动力,压缩机的运行状态是否稳定决定了整个装置的成败。压缩机控制方案对压缩机的平稳运行起到至关重要的作用。
1 工艺流程概述
某680kt/a煤基新材料项目以煤为原料,通过气化生产甲醇,再通过甲醇制烯烃(MTO)技术进一步将甲醇加工成烯烃及其衍生物,其中烯烃分离装置设2台压缩机,分别为产品气压缩机和丙烯气压缩机,均为单轴多级离心式压缩机,本文仅针对产品气压缩机的防喘振控制方案进行分析和研究。
产品气压缩机对来自MTO装置的反应产品气进行四段压缩,提高分离的操作温度,可将产品气由0.052MPa升压至3.275MPa。
2 压缩机控制系统
压缩机控制系统(CCS)采用TS3000系统,主要包括: TRICON控制器、轴系监测系统、跳闸停车系统。CCS负责完成产品气压缩机组的启停、调速、防喘振控制、负荷控制、性能控制、联锁保护和辅助系统监控等功能[1]。其中,控制器为冗余、容错型,用于系统的安全联锁控制、速度控制、过程控制、防喘振控制及其他辅助控制等。控制器内部所有的重要电路均采用三重冗余(TMR)、容错设计。特点如下:
1) 每个I/O模块内都包含有3个独立的分电路。
2) 采用TMR结构,3个完全相同的通道各自独立地执行控制程序,而且有专门的硬件/软件结构,可对输入/输出进行表决。
3) 支持卡件热插拔。
4) 每个I/O卡件都带微处理器,减轻了处理器的工作量。
5) 支持在线诊断。
6) 允许在线做正常的维护工作等。
3 压缩机防喘振控制方案
喘振是离心式压缩机在流量减少到一定程度时所发生的一种非正常工况下的振动,它是介质受到周期性吸入和排出的激励作用而发生的机械振动[2]。离心式压缩机对气体的压力、流量、温度变化较敏感,易发生喘振,喘振时,压缩机剧烈振动,可能造成叶轮断裂、压缩机密封损坏等现象发生[3]。
喘振是压缩机损坏的主要诱因之一,具有较大的危害性。因此,离心式压缩机必须考虑防喘振控制问题,保证压缩机工作在远离喘振的工况中[4]。
3.1压缩机的喘振周期
当压缩机工作在预期性能曲线临界点左边时,即工作于不稳定区时,压缩机的流量和压头在瞬间会发生不稳定的周期性变化的现象[5]。压缩机产生的最大压头将小于管路中的阻力降,会使流体开始反方向倒流,当由管路倒流入压缩机,即出现负流量时,由于压缩机在继续运行,因而当管路中压力降低时,压缩机入口又开始有新的流量进入,只要压缩机入口流量小于临界点流量时,上述过程将重复出现[6]。喘振周期内,压缩机出口压力pout和入口流量qV-in的关系曲线如图1所示,其中:a点指工作点在性能曲线上移动;b点指工作点接近喘振极限点;c点指工作点接近喘振浪涌区;d点指在pout下,重新建立流动压降。

图1 压缩机喘振周期pout-qV-in曲线示意
压缩机防喘振控制的首要前提是得到喘振曲线。图1中,qV1为压缩机的极限流量,即喘振点的流量,不同转速下的qV1组成了压缩机喘振曲线。防喘振控制就是使压缩机工作在喘振线右侧的安全区[7],当压缩机负荷降低时,入口流量将减小,控制器将打开回流阀,使入口流量不小于极限流量。
根据工艺条件,压缩机厂商提供了该压缩机在某工况下的1组预期性能曲线,如图2所示。在该曲线中查找出压缩机喘振点的qV-in和pout等数据,包括不同转速下的qV1对应的出口压力,即可找出压缩机在不同转速下的喘振点,压缩机喘振点数据见表1所列。
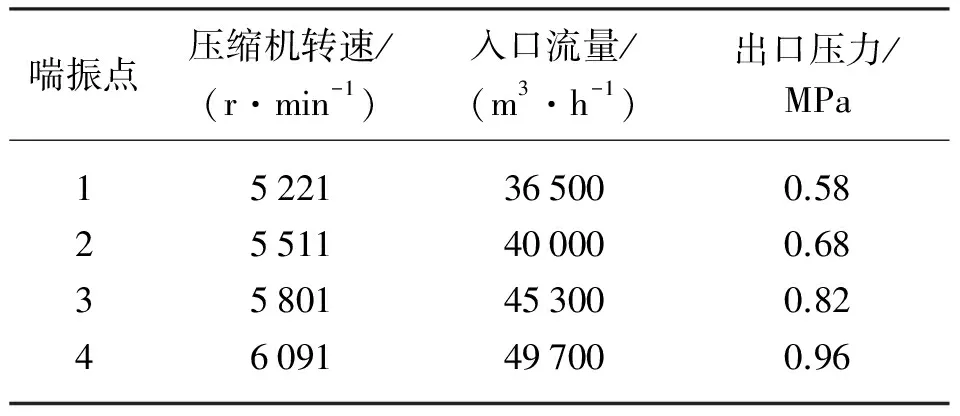
表1 压缩机喘振点数据
由于qV-in和pout成非线性关系,曲线为抛物线,如果把左侧的极限流量连在一起,会有大部分的空白区域,不利于防喘振控制。有必要通过坐标变换,使得横纵坐标成线性关系,建立无量纲数学模型,使得防喘振控制更为顺畅[8]。

图2 压缩机预期性能曲线
3.2防喘振控制方案
TRICON控制器软件平台中主要实现: 喘振线功能、温度压力补偿计算、防喘振PID调节功能和超弛选择功能等[9]。以下对压缩机机组的防喘振控制方案进行描述。
防喘振控制的核心就是无论压缩机的压比如何变化,均要保证压缩机的吸入流量比发生喘振时的qV1大,只有这样才能保证压缩机稳定运行[10]。防喘振控制方案需要关注以下几个方面: 喘振线的绘制,快开线、防喘振线的绘制,工作点的计算,流量的温压补偿计算。
3.2.1喘振曲线的绘制
坐标变换后,压缩机防喘振控制采用了压比“pout/pin-Δpin/pin”的表示方法,其中Δpin为压缩机入口流量计两端的压差值,pin为压缩机入口压力。首先根据压缩机的预期性能曲线找出各转速下的qV1即为喘振点流量,将其转化为pout/pin-Δpin/pin曲线。
根据表1压缩机喘振点数据,可以将pout-qV-in曲线转换为pout/pin-Δpin/pin曲线。
1) 质量流量的计算公式如下:

(1)
式中:qm——质量流量,kg/s;C——流出系数;ε——可膨胀性系数;β——直径比,β=d/D;d——节流件的孔径,m;D——上下游管道的内径,m;Δp——差压,Pa;ρ——上游流体密度,kg/m3;K——定值。
2) 体积流量的计算公式如下:

(2)
式中:qV——体积流量,m3/s。
3) 理想气体状态方程的变换:

(3)
式中:p——压力,Pa;M——摩尔质量,g/mol;R——比例系数,J/(mol·K);T——温度,K;下标a为操作工况,下标b为标准状况。
4) 喘振点的体积流量qV1的计算公式如下:
(4)
经过一系列转化,防喘振坐标系横坐标的公式:
(5)
式中:T1——喘振点的温度。
根据表1压缩机喘振点数据及图2压缩机预期性能曲线,压缩机入口温度Tin,M,qV-in,K为已知参数,计算出不同转速下Δpin/pin。再找出qV-in对应下的pout,算出纵坐标的值pout/pin。每个转速下有1个喘振点,将4个喘振点连接一起,并通过x-y轴的交叉点,就可以形成当前工况下的喘振曲线。如有多种工况,须找出相对苛刻的喘振点,合并工况画出喘振曲线。
3.2.2快开线与防喘振线的绘制
1) 防喘振曲线。采用渐进方式绘制曲线,在喘振曲线的右侧画出,按流量的8%作为裕度进行计算。
2) 快开曲线。采用渐近线方式绘制曲线,在喘振曲线的右侧画出,按流量的2%作为裕度进行计算。
防喘振裕量的选用需分析整个工艺管网的滞后时间,包括冷却器的位置对整个回路的影响。如果裕量设置偏小,起不到防喘振调节的作用;若设置偏大,则缩小了安全区域,同时工作点的波动会提前引起阀门动作,导致工艺发生不必要的调节。因此,防喘振裕量需要在工厂运行中加以修改。
3.2.3工作点的计算
Δpout,Tout,pout,Tin,pin5个变量变化后,工作点Δpin/pin随之变化。当达到防喘振线时,喘振控制起作用;反之可通过普通PID调节控制防喘振阀门,以保证防喘振返回管线的流量值。
根据质量守恒原理,通过式(3)和式(4),得出:

(6)

(7)
pout/pin也根据工作点的位置与喘振线比较,进行防喘振控制。
3.3流量的温压补偿
由于压缩机内产品气的压力和温度会有一定的波动,需要通过温压补偿方式计算出准确的流量。
图3为产品气压缩机防喘振曲线,其中喘振线与防喘振线把压缩机工作范围划分成安全区与循环区。

图3 产品气压缩机防喘振曲线
无论任何原因使工作点在性能曲线上移动并到达防喘振线,防喘振控制系统必须打开防喘振阀。由此压缩机入口流量增加,操作点再次移向安全区,这时防喘振阀关闭。当机组联锁停车时,电磁阀失电,阀门气缸中的仪表空气迅速放空,防喘振阀快速打开,避免机组开、停车时发生喘振。
3.4传统压缩机防喘振控制存在的问题
1) 由于压缩机厂商给出的预期性能曲线是根据设计院给出的pin,Tin,M绘制的,它们均为定值,在开车阶段或生产阶段,无论pin,Tin,M怎样变化,喘振线和防喘振线的形状和位置始终固定不变,不能有效补偿这3个参数变化对喘振线、防喘振线和运行点造成的影响。
2) 由于喘振曲线不准确,实际还未达到喘振点,但根据喘振曲线已经把防喘振阀门打开,导致防喘振阀门长期回流或放空,造成工艺流程的波动,增加了压缩机的能耗,给工厂造成了不必要的经济损失。
3.5防喘振控制方案的改进措施
针对传统压缩机防喘振控制存在的问题,有以下改进措施:
1) 在开车阶段实测压缩机的喘振点,绘制出喘振曲线,保证压缩机的性能。这样做虽然能得到较好的压缩机喘振曲线,但有一定的风险,需要压缩机生产厂家配合完成。

改变算法之后,喘振点只与同类型信号的比值有关,且比值为无量纲,仅需要5个测点信号: Δpin,pin,pout,Tin,Tout,有利于压缩机防喘振的精确控制。
3) 增加解耦控制算法。1台压缩机如果有多个防喘振阀,阀门间的动作会相互影响。所以通过解耦控制算法实现1个阀门动作,同时让其他阀做出响应;否则1个阀动作,所有阀门都动作,将会导致防喘振系统的混乱。
4) 增加微分作用。防喘振的微分作用是为了响应工作点的快速变化,微分不是直接作用在PID的输出上,而是作用在增加防喘振线的安全裕量上,微分响应的前提是工作点在安全区之内。
5) 增加工况选择按钮。烯烃分离装置中压缩机的设计工况有很多种,在保证压缩机运行效率的同时,防止不必要的能源损耗,可以增加工况选择按钮,在不同工况时,选用当下的防喘振曲线,保证了压缩机的稳态运行。
4 结束语
文中针对压缩机防喘振方案计算方法加以细化推导,并根据现有的压缩机防喘振控制方案提出了改进措施,为下一步的压缩机性能提升打下了良好的基础。
该煤基新材料项目烯烃分离装置于2016年9月29日一次性开车成功,产品气压缩机和丙烯气压缩机运行良好,性能考核之后可以针对压缩机的防喘振控制方案加以改进。
[1] 王书敏.离心式压缩机技术问答[M].北京: 中国石化出版社,1995.
[2] 王树青.工业过程控制工程[M].北京: 化学工业出版社,2005.
[3] 俞金寿.工业过程先进控制[M].北京: 中国石化出版社,2002: 129-141.
[4] 何衍庆.工业生产过程控制[M].北京: 化学工业出版社,2004.
[5] 陆德民,张振基,黄步余.石油化工自动化设计手册[M].3版.北京: 化学工业出版社,2000.
[6] 王飞.基于压缩机喘振与3C防喘振控制器在空压机上的设计策略[J].工业仪表与自动化装置,2013(03): 77-80.
[7] 厉玉鸣.化工仪表及自动化[M].北京: 化学工业出版社,2009: 233-234.
[8] 贺代芳.离心压缩机的防喘振控制[J].化工自动化及仪表,2011(03): 90-92.
[9] 褚菲,王福利,王小刚,等.建多级离心压缩机防喘模型与防喘控制策略[J].控制与决策,2013,28(03): 439-444.
[10] 靳伍银.离心压缩机的防喘振控制[J].兰州理工大学学报,2007,33(03): 42-45.
ResearchonAnti-surgeControlBasedonMTOOlefinsSeparationUnitforCompressor
Bai Shuo,Wang Xuemei, Zhang Yanjun, Pang Yi
(China Huanqiu Constructing&Engineering Co. Ltd., Beijing, 100012, China)
Centrifugal compressor is an important equipment in petrochemical industry. The product gas compressors of olefins separation unit are introduced. The process of compressor is expounded, the hazards of surge are introduced. The control system selection, anti-surge control scheme of compressor are analyzed and studied, which include the confirmation of the surge curve of product gas compressor and setting of anti-surge curve, the improvement measures of anti-surge control curve are described in detail through actual case. A feasible scheme for the follow-up anti-surge scheme optimization is provided.
olefins separation; centrifugal compressor; anti-surge control; performance curve
TP273
B
1007-7324(2017)05-0025-04
稿件收到日期: 2017-06-08,修改稿收到日期2017-07-30。
白硕(1984—),男,2010年毕业于北京化工大学自动化专业,获硕士学位,现工作于中国寰球工程有限公司,从事石油化工自动化工程设计工作,任工程师。