硫磺回收装置反应炉燃烧控制设计
2017-11-01袁国利张文玥
袁国利,张文玥
(1. 中国石油化工股份有限公司 九江分公司,江西 九江 332004 ;2. 北京信息科技大学,北京 100192)
硫磺回收装置反应炉燃烧控制设计
袁国利1,张文玥2
(1. 中国石油化工股份有限公司 九江分公司,江西 九江 332004 ;2. 北京信息科技大学,北京 100192)
针对硫磺回收装置反应炉的工艺特点,采用配风前馈-反馈控制方案,通过调节主燃烧室风量的大小,确保了酸性气和空气达到合适的比例,进而控制反应炉炉膛温度,有效地提高了硫的转化率。阐述了硫磺反应炉的主风控制和次风控制方案的实现方式,硫磺反应炉燃烧控制确保了酸性气反应炉温度控制的稳定,提高了酸性气中硫化氢的转化率,实际应用表明: 硫磺反应炉配风控制方案比较合理,控制效果良好。
硫磺回收 控制方案 前馈反馈 转化率
硫磺回收装置反应炉燃烧控制是硫磺反应的关键,通过控制主燃烧室风量的大小可确保酸性气和空气达到理想的比例,控制反应炉炉膛温度,有效地提高硫的转化率。如果主燃烧室空气不足或者空气过量都将导致Claus工段硫回收减少。
某硫磺回收装置采用部分燃烧法,使酸性气在燃烧炉内燃烧,其中的NH3和烃类组分被完全分解,而H2S不完全燃烧,约60%~65%直接转化成单质S,其余的H2S约有33%转化为SO2,H2S和SO2在催化剂条件下发生低温Claus反应。
1 硫磺反应炉配风控制方案
基于环保排放的要求,硫磺回收装置烟气中硫的质量分数受到严格控制,这就要求硫磺回收装置反应炉的配风控制更加精确和稳定。硫磺回收装置酸性气的来源主要有3号硫磺连通线(炼油老区)、煤制氢、3号污水汽提、1号溶剂再生、2号溶剂再生和硫磺回收自身溶剂再生等装置。由于酸性气来源较为复杂,受上游装置波动影响较大,造成进入硫磺回收装置的酸性气流量波动,普通PID控制无法精确地控制空气流量,因而引入前馈-反馈控制。
燃烧空气由酸性气反应炉鼓风机供给,进入主燃烧器的全部燃烧空气被分成2路: 主风和次风。主风管路设置流量控制阀,根据酸性气流量前馈比例调节主空气流量,次风管路也设置流量控制阀,根据设置在尾气捕集器出口过程气管线上的H2S/2SO2在线比值分析仪调节次风流量控制阀的开度。控制的目标是使捕集器出口过程气中φH2S-2φSO2=0。
1.1硫磺反应炉的次风控制
1.1.1次风控制原理
反应炉次风控制主要是对反应炉的配风量控制起到微调作用,保证反应炉内H2S/2SO2摩尔比的值达到最佳比例。控制原理如图1所示,采用串级控制,其中尾气捕集器后H2S/2SO2比值控制为主回路,控制器为AIC60601;H2S/2SO2比值分析仪的测量值AT60601作为主回路的反馈。次风流量调节为副回路,控制器为FIC60203A;次风流量经过温度和压力补偿后作为副回路的反馈。
反应炉次风控制是典型的串级控制回路,主回路和副回路均为PID控制。根据工艺特性分析,确定主回路控制器为正作用,副回路控制器为反作用,风量控制蝶阀为气开阀(FC)。主回路控制器AIC60601的输出作为副回路FIC60203A的给定,即副回路FIC60203A的输入由AIC60601的输出决定,通过控制器FIC60203A的输出实时调节次风控制蝶阀FV60203A。
现场φH2S/2φSO2比值高于理想设定值1时,反馈信号AT60601增大,控制器PV值增加,正作用控制器AIC60601的输出增大,副控制器FIC60203A的给定值变大,测量值减去给定值的偏差变小,反作用副控制器的输出增大,FV60203A 开大。反之,现场φH2S/2φSO2测量值变小时,反馈信号AT60601的PV值减小,反作用控制器AIC60601的输出减小,则副控制器FIC60203的给定值减小,测量值与给定值的偏差增大,反作用副控制器输出减少,FV60203A关小,造成风量减少,φH2S/2φSO2比值增大,通过PID控制达到新的平衡状态,满足工艺控制要求。
由于φH2S/2φSO2的比值是通过现场比值分析仪测量并转换为电流信号送到DCS参与显示及控制的,可通过φH2S-2φSO2来替代φH2S/2φSO2比值。原有的控制方案采用φH2S/2φSO2的比值直接控制次风量,由于φH2S/2φSO2的比值有时会很大,工艺参数波动较大,控制效果不好,改成φH2S-2φSO2的差值后,一般要求设定值为零,控制器给定值幅度较小,控制效果得到了明显提升。

图1 硫磺反应炉次风控制原理示意
1.1.2次风控制方案的实现
该公司2套70kt/a硫磺回收装置控制系统均为ECS-700系统,反应炉燃烧控制是通过PID控制模块实现,具体程序如图2所示。
如图2所示,次风流量FT60203A/B分别经过温度和压力补偿运算后,通过1个选择模块0256_SEL_FT60203AB,进行选择流量FT60203A/FT60203B控制,当现场测量变送器出现问题时,方便操作人员进行FT60203A/B 2路仪表的切换,确保生产操作稳定。选择后的流量变量为FY60203A/B,作为副回路FIC60203A的测量反馈值;AIC60601控制器的MV值与FIC60203A的串级引脚CSV相连,作为副控制器FIC60203A的给定值。同时程序还与硫磺装置SIS相关联,当Claus单元联锁停车时,信号会发给DCS,接至FIC60203A控制模块的SWTR引脚,该引脚为PID控制的跟踪引脚,当变量触发变为“1”的时候会使控制器输出为零,关闭次风控制蝶阀FV60203A,确保反应炉F601的安全和硫磺装置的安全。
1.2硫磺反应炉主风控制
1.2.1主风控制原理
主燃烧空气控制是根据硫磺回收装置设计的要求,提供酸性气燃烧所需足够的氧,确保其中的NH3和烃类组分被完全分解,部分H2S不完全燃烧,约60%~65%直接转化成单质S,其余的H2S约有33%转化为SO2。
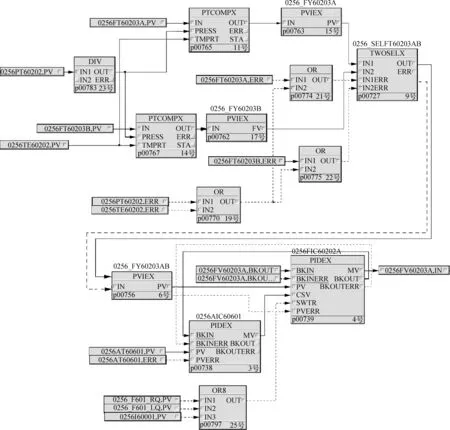
图2 硫磺反应炉F601次风控制程序
为了使空气流量对酸性气的流量变化快速反应,采用前馈-反馈控制方案。前馈-反馈控制是按扰动进行控制的前馈与按偏差进行控制的反馈相结合,达到理想的控制品质。根据进入反应炉的每种酸性气的介质特性,通过计算确定某种酸性气所需空气量,将每种介质所需的空气量相加得出进入反应炉总的空气量,作为主燃烧空气控制回路的设定值。具体控制原理如图3所示。
进入反应器的介质主要为高浓度酸性气、低浓度酸性气、燃料气,根据每种工艺介质的特点,计算出适当的配风比例。高浓度酸性气、低浓度酸性气、燃料气各介质流量乘以相应的期望比例,可得到燃烧各类酸性气所需空气的流量。将各类酸性气所需空气量相加的值作为控制器的设定值。同时燃料气只在正常开工烘炉期间使用,引入酸性气正常运行阶段燃料气的流量为零。
1.2.2主风控制方案的实现
反应炉主风控制也是通过PID控制模块实现的,具体程序如图4、图5所示。
图5中首先得到中间变量,然后减去根据工艺修订的补偿值后,得到最终变量作为控制器FIC60202A的给定值。FT60202A/B的主要流量通过温压补偿后得出计算变量作为控制器FIC60202A的反馈,实现闭环控制。同时程序还与硫磺装置SIS相关联,当Claus单元联锁停车时,信号会发给DCS,接至FIC60202A控制模块的SWTR引脚,此引脚为PID控制的跟踪引脚,当变量触发变为“1”的时候会使控制器输出为零,关闭主风阀FV60202A,确保反应炉的安全和硫磺装置的安全。
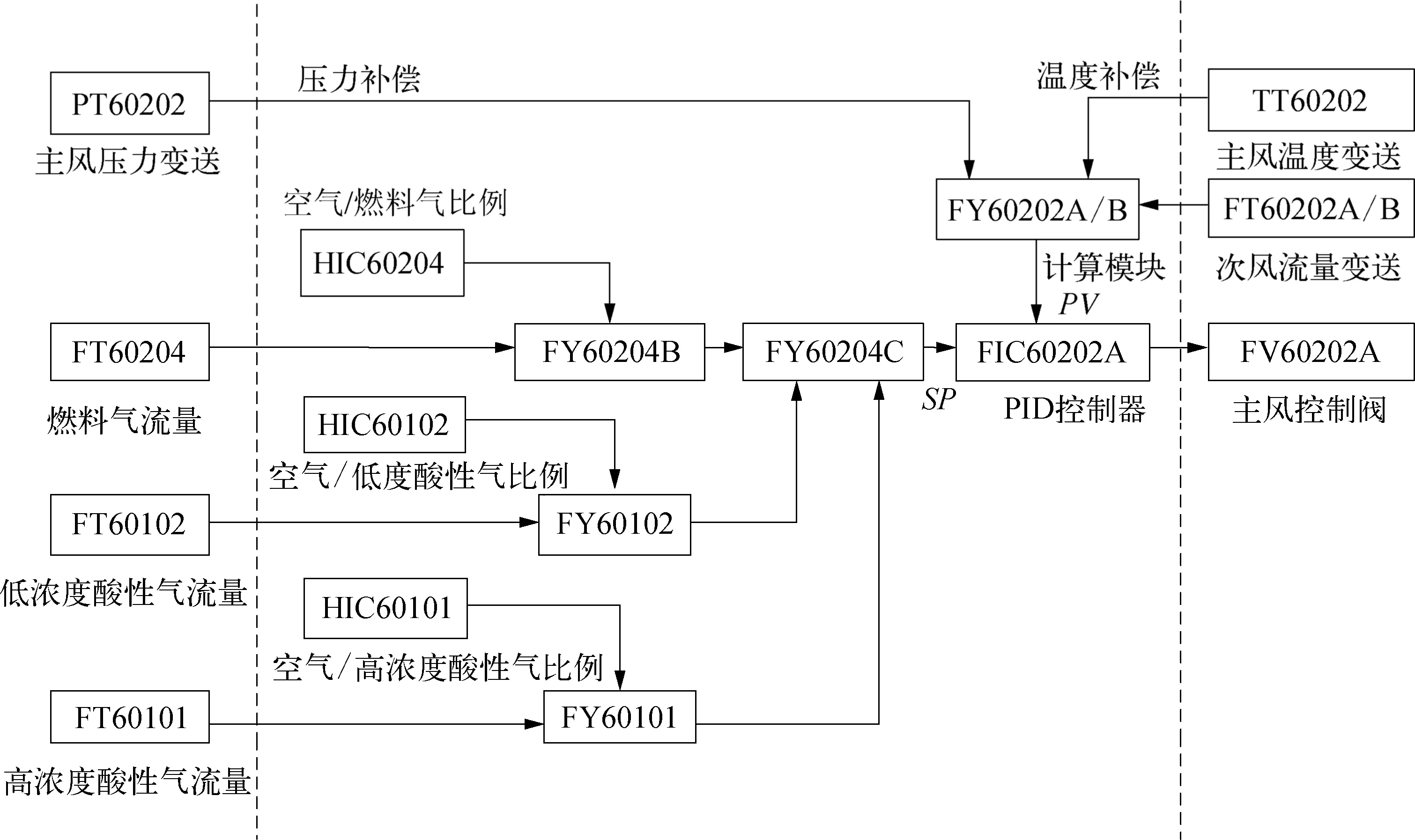
图3 硫磺反应炉F601主风控制原理示意

图4 主风控制程序块示意

图5 主风流量计算块示意
2 控制参数的整定
为了获得良好的控制品质,该工艺在开工正常后会及时将主风控制和次风控制投到串级控制,确保工艺操作及时准确,因而存在PID控制器的整定问题。主风和次风控制器均为串级控制。对于串级控制的PID整定,一般先对副回路进行整定,副回路的响应在可接受的稳定范围内越快越好,一般采用曲线法和试凑法相结合的方法进行整定,先调稳副回路后,再调主回路。
1) 首先进行主风参数的整定。根据反应炉的运行工艺状况,通过计算与工况结合确定相应的配风系数: 高浓度酸性气配风系数HIC60101为1.33,HIC60102为1.02,HIC60204为零。通过不断整定优化确定的PID参数: P为300,I为10。
2) 主风控制器参数整定完成正常投用到串级控制后,可对次风控制器进行整定。先整定副回路FIC60203A的参数,通过多次试凑整定后确定副控制器PID参数: P为300,I为40;主控制器AIC60101控制器PID参数: P为100,I为700。PID控制曲线如图6和图7所示。通过曲线可看出,经过短时间震荡后,控制参数逐步稳定,超调量和响应时间都比较理想,经过工艺操作不断优化调整,能够很好地满足控制品质的要求。

图6 主风流量控制PID控制曲线示意

图7 次风流量控制PID控制曲线示意
3 结束语
根据正常工况下工艺原料酸性气进料量、配风
量、反应炉温度等指标,主、次风配风控制方案基本能满足生产负荷的要求。
综上所述,由于硫磺回收工艺的特点,酸性气进料流量波动频繁,幅度较大,如果依靠操作人员手动控制,对人员的操作经验、技术水平、工作责任心有很高的要求,稍有不当就有可能造成装置的大幅波动,导致烟气SO2排放浓度超标。
采用主、次风配风控制设计,系统能够快速地反应到控制回路中,调节空气流量时响应速度快,投用后效果良好,能够满足不同工况下参与燃烧反应的多路酸性气和燃料气有合理的配风比例,确保了系统安全、稳定的运行,提高了产品收率和质量,同时能够有效防止人为误操作,减少操作人员的劳动强度,极大地提高了生产效率。
[1] 吴勤勤.控制仪表及装置[M].北京: 化学工业出版社,2006.
[2] 胡寿松.自动控制原理[M].北京: 科学出版社,2007.
[3] 俞华军.前馈-反馈控制在硫磺回收装置反应炉中的应用[J].河南化工,2016(06): 32.
[4] 李菲.硫磺回收装置低负荷运行存在问题及解决方法[J].现代化工,2013(02): 83-84.
[5] 张鑫,仇广金,李胜利.富氧燃烧硫磺回收装置重要控制方案探讨[J].石油化工自动化工,2017,53(01): 30-33.
[6] 王坤.基于SIS与DCS联合控制加热炉燃烧系统的应用[J].工程技术,2016(09): 210.
[7] 刘文广.Claus硫磺回收装置再热炉流动燃烧模拟研究[J].石油与天然气化,2014(06): 590-594.
[8] 陶涛.硫磺回收装置制硫系统堵塞原因及解决措施[J].炼油技术与工程,2017(03): 7-10.
[9] 马恒亮.硫磺回收装置烧氨过程分析及条件优化[J].石油炼制与化工,2012(05): 33-35.
[10] 彭宛.硫磺回收用新型高效燃烧炉[J].石油科技论坛,2015(B10): 92-94.
CombustionControlDesignofReactorFurnaceinSulfurRecoveryUnit
Yuan Guoli1, Zhang Wenyue2
(1. Sinopec Jiujiang Branch, Jiujiang, 332004, China; 2. Beijing Information Science &Technology University, Beijing, 100192, China)
s: According to the process characteristics of sulfur recovery unit reactor furnace, air distribution feedforward-feedback control scheme was applied. Through adjustment of air flow in main combustion chamber, the proper ratio of acidic gas and air can be ensured. The firepot temperature of reactor furnace can be controlled and sulfur conversion is improved efficiently. The realization way of the main air control scheme and the secondary air control scheme is expounded. The stability of temperature control of acidic gas reactor furnace is ensured by sulfur reactor furnace combustion control.The conversion of H2S in acidic gas is improved. The actual application shows that air distribution control scheme of sulfur reactor furnace is rational, control performance is good.
sulfur recovery; control scheme; feedforward-feedback; conversion
TP273
B
1007-7324(2017)05-0015-05
稿件收到日期: 2017-07-13,修改稿收到日期2017-08-01。
袁国利(1982—),男,内蒙赤峰人,2011年毕业于北京交通大学电气工程专业,获硕士学位,现就职于中国石油化工股份有限公司九江分公司,从事仪表技术工作。