Characteristics of Hydrotreating Reaction in VRDS Units Located along the Yangtze River and Overall Solution for Long-cycle Running
2017-11-01ShaoZhicaiJiaYanziDaiLishunYangQingheNieHong
Shao Zhicai; Jia Yanzi; Dai Lishun; Yang Qinghe; Nie Hong
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
Characteristics of Hydrotreating Reaction in VRDS Units Located along the Yangtze River and Overall Solution for Long-cycle Running
Shao Zhicai; Jia Yanzi; Dai Lishun; Yang Qinghe; Nie Hong
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
The VRDS feedstock processed in re fineries along the Yangtze River has special characteristics, including high Fe and Ca content, and low sulfur and high nitrogen content. Depending upon feedstock properties and operating conditions,some approaches have been developed by the SINOPEC Research Institute of Petroleum Processing (RIPP), which include installing the decalci fication facility, developing new guard catalysts and HDCCR catalysts, implementing a new catalyst grading approach, developing a highly efficient distribution technology and applying RICP process in some refineries.The application effects have revealed that the integrated technology, which can be conducive to the long-cycle operation developed by RIPP, can maximize the deposits uptake capacity of the guard reactor and the activity of grading catalysts.
feedstock characteristics; decalci fication; guard catalyst; HDCCR catalyst; catalyst grading; distribution; RICP
1 Introduction
The increasing stringency of the products specifications as well as the change in the demand for quali fied products have made the residue hydroprocessing one of the most widely used technologies among various residue upgrading processes at many re fineries[1-3]. To satisfy the specifications imposed by regulations and the increased demand for middle distillates, the main objectives of residue upgrading processes include hydrodesulfurization (HDS),hydrodenitrogenation (HDN), and Conradson carbon reduction (HDCCR). Over the past years the market trend towards lighter products has made it attractive to convert the residue fraction to lighter, more valuable products through the combination of residue hydrotreater and RFCC unit[4-5]. In view of the high profitability and potential, four VRDS units have been constructed in the re fineries along the Yangtze River in recent years.
The feedstock properties of these units are more or less the same, since the crude oil treated by these refineries all stems from the Yichang pipeline. Compared with the Middle East residue, the feedstock for these units is totally different. Through the research on characteristics relating to the hydrotreating reactions of the feedstock,the overall solution developed by the Research Institute of Petroleum Processing (RIPP) has been applied in these re fineries to achieve satisfactory results.
2 Characteristics of VRDS Feedstock Processed in Re fineries along the Yangtze River
2.1 High iron and calcium contents and their impact
The first VRDS unit located along the Yangtze River was constructed by the SINOPEC Changling Branch Company. Before startup, the typical feedstock of this VRDS unit was sampled and analyzed. The main properties of the feedstock are listed in Table 1[6]. It can be clearly seen from Table 1 that the sulfur content was only 1.38%, whereas the nitrogen content was as high as 0.68%. As demonstrated in Table 1, Fe and Ca contents attained a very high level (equating to 36 μg/g of fe, and 92.9 μg/g of Ca).
All of the above-mentioned feedstock properties remind us of the Shengli residue hydrotreated by the VRDS unitat the SINOPEC Qilu Branch Company in 1992, which also exhibited high iron and calcium content. However,one should bear in mind that this run only lasted 3 to 4 months because of the excessive pressure drop in the first reactor[7]. Therefore, after 3 run cycles, the feedstock of this unit was shifted from the Shengli residue to the Middle East residue, which in contrast was characterized by low iron and calcium content.
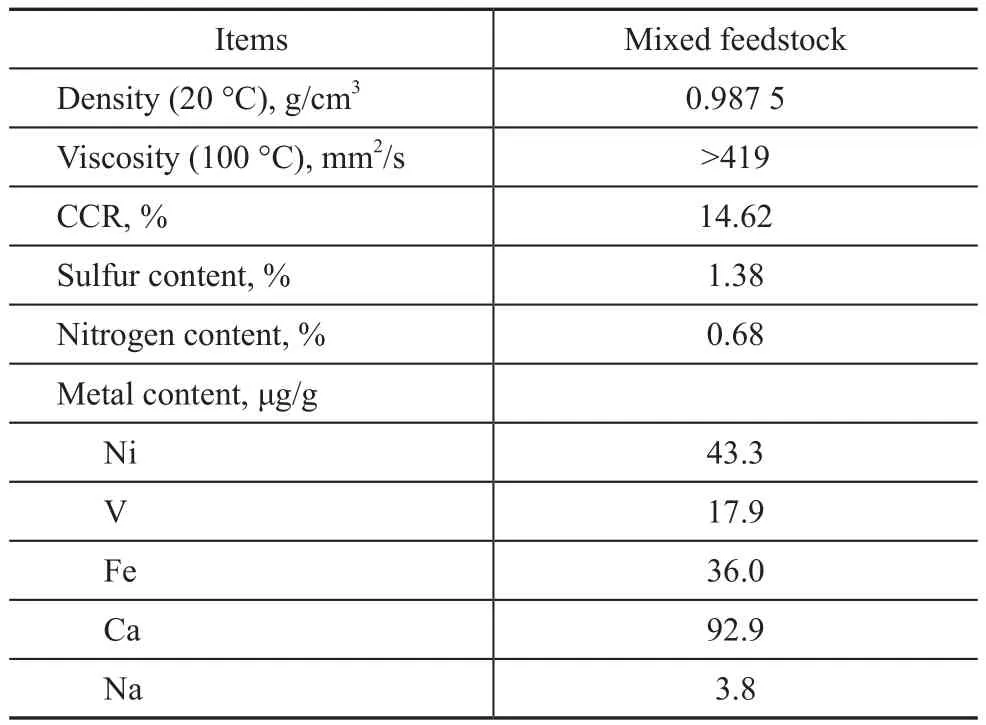
Table 1 Properties of typical feedstock
It is generally accepted that Ca in organic form can be converted to CaS, which is prone to deposition on the external surface of catalysts. The Ca species removed during hydrotreating reaction can deposit gradually on the external surface of catalyst (or guard catalyst)extrudates or in the interstices between catalyst (or guard catalyst) granules to form solid accumulations[8]. The crust-like layer created by the deposition of such solids on the catalyst bed may affect the operation by causing channeling to develop thereby pressure drops[9].
Research made by Dongkai, et al. showed that the Cacontaining compounds include the easily-removable and the not-easily-removable Ca species in the residue of crude oil which is processed at refineries along the Yangtze River[10]. The easily-removable Ca species,which can be readily removed by the decalcification agent, mostly exist in the resins. After being treated by the decalcification unit, nearly all Ca species in residue are composed of not-easily-removable Ca species. These compounds, as the name implies, are contained in the asphaltenes and are not easily removed by hydrotreating process. Due to their recalcitrant property, the not-easilyremovable Ca compounds usually comprise a tough issue for the hydrotreating unit.
2.2 Low sulfur and high nitrogen content and its reaction characteristics
In order to understand the reaction characteristics of VRDS feedstock produced at re fineries along the Yangtze River, two different types of residues were investigated.One feed was obtained from the Changling VRDS unit(abbreviated as ‘CL feedstock’ hereinafter), while the other feed was delivered from the Maoming VRDS unit (abbreviated as ‘MM feedstock’ hereinafter). The hydrotreating test was carried out in the pilot-scale reactors while adopting the same catalyst grading scheme and reaction conditions.
The oil sample properties before and after hydrotreating reactions are demonstrated in Table 2. It can be seen from Table 2 that the reactivity of CL feedstock was quite different from that of MM feedstock, which could be attributed to the different content and reactivity of sulfur and nitrogen compounds in the two residues. In comparison with the MM feedstock, the CL feedstock had low sulfur content and high nitrogen content[11]. It is widely accepted that the sulfur-containing compounds can be divided into the easily-removal sulfur species (existing in the S-S bonds or C-S bonds) and the refractory sulfur species (C-S bonds in thiophenic structure), while most of the nitrogen species are contained in the polyaromatic rings. Owing to the high bond energy of C=N, the nitrogen removal reactions firstly involve the saturation of aromatic rings, and then the cleavage of C-N bonds,which make nitrogen even harder to be removed in respect to the refractory sulfur species[12-13]. Consequently,the high sulfur and low nitrogen content in MM feedstock signifies the easily-removable sulfur species, which can facilitate the breakdown of the large sulfur-containing molecules into small molecules, and vice versa. As for the HDCCR activity of these two different feedstocks, since the HDCCR activity is associated with HDN and HDS activity as well as the breakage of large aromatic rings to smaller ones, MM feedstock having high HDS and HDN activity also exhibits high HDCCR activity. In other words, the feedstock with low sulfur and high nitrogen content was more difficult to be hydrotreated through the HDS, HDN and HDCCR reactions as compared to the feedstock with high sulfur and low nitrogen content[11,14].
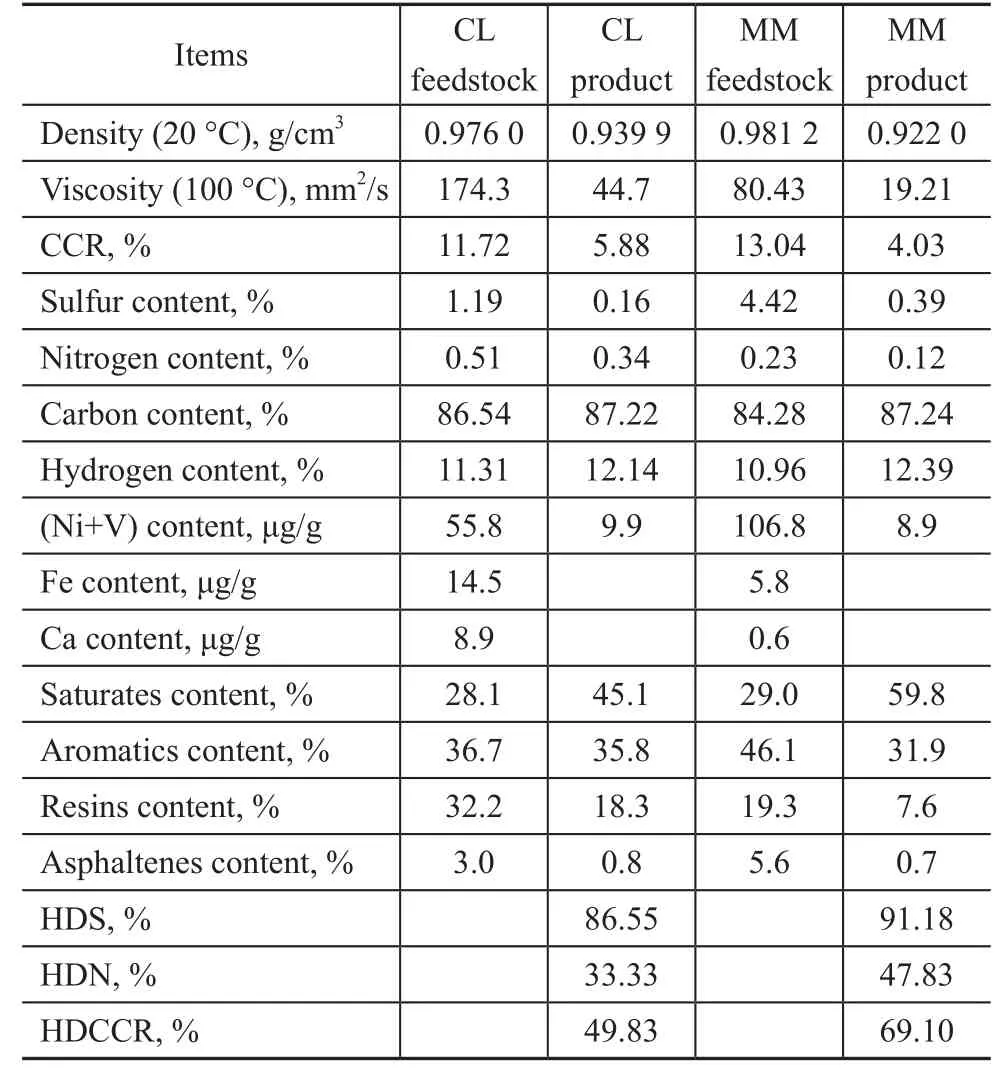
Table 2 Properties of feedstock and product
3 Corresponding Solutions
According to the processing characteristics of VRDS feedstock treated at refineries along the Yangtze River,some corresponding measures were taken by RIPP to solve these problems.
3.1 Installing decalci fication facility
3.1.1 Revamping diagram
Based on the feedstock property and its reaction mechanism, RIPP proposed that the decalci fication facility should be built before the desalting unit. The revamping diagram is shown in Figure 1 (the red line represents the newly added equipment and pipelines)[15]. Figure 1 also illustrates that the decalci fication agent can be introduced into three desalting tanks, respectively. After revamping,all the easily-removable Ca species were almost completely removed by injecting decalci fication agent.
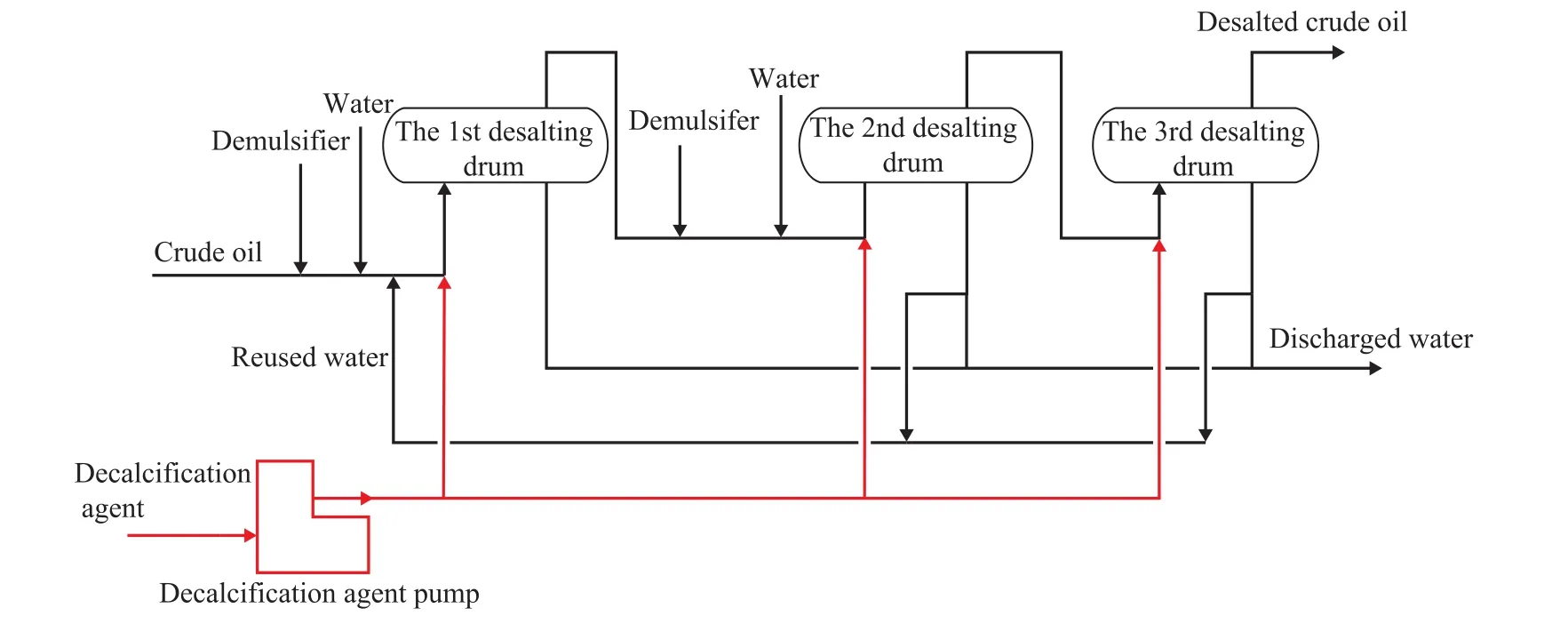
Figure 1 Decalci fication facility flow diagram
3.1.2 Application effect
By adopting this measure, the first long-cycle run of unit for processing high Fe and high Ca residue was achieved at the SINOPEC Changling Branch Co. Figure 2 shows the key operating parameters adopted in the 1strun of this unit[15-16].
As illustrated in Figure 2, the pressure drop in R-101 finally still reached 0.70 MPa at the EOR (end of run)because of high iron content in the feedstock. However,from SOR (start of run) on August 25, 2011 to EOR on October 23, 2012 the 1strun of the VRDS unit covered 426 DOS (days on stream). It could almost meet the design requirements, which anticipated that DOS should be equal to 448 at a feed rate of 212.5 t/h.
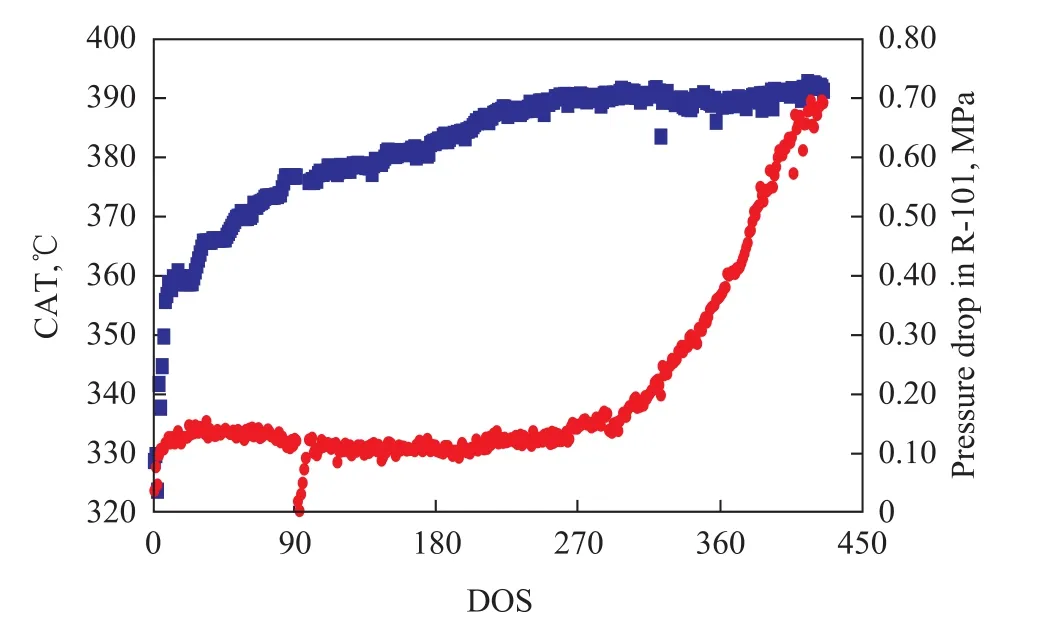
Figure 2 CAT and pressure drop in R-101
3.2 Customized appropriate catalyst
3.2.1 Guard catalyst development
As shown in Figure 2, although the catalysts still had some activity, the Changling VRDS unit had to shut down because the pressure drop of R-101 reached its threshold value (0.7 MPa), from which we can speculate reasonably that the void fraction of catalyst bed in R-101 was decreased dramatically.After shutdown of the unit, spent catalysts in R-101 were sampled and analyzed. Judging from the operating data and the analytical results of spent catalysts, large quantities of fe and Ca species emanating from the feedstock had deposited in the first reactor (R-101)[15].
The guard catalyst was loaded in the first reactor. Through deepened research, the guard catalysts with higher void and more Fe and Ca deposits uptake capacity, such as the RG-30, RG-20, RG-30E, RG-30A, and RG-30B catalysts,were developed by RIPP[17]. There are two principles on designing new catalysts, viz.: the special pore structure which can enable iron and calcium species to diffuse into the catalyst particles as much as possible, and a higher void which can accommodate enough deposited impurities between the catalyst particles.
3.2.2 HDCCR catalyst development
Because the VRDS feedstock can hardly be converted over conventional HDCCR catalyst used by refineries located along the Yangtze River, the catalysts with higher HDCCR activity, such as RCS-31 and RCS-31B, have been developed by RIPP[18]. The effective reaction surface and accessibility to active centers of the catalyst were improved in the new catalyst by optimizing the pore structure of carrier. The total number of active centers was increased in the new catalyst through the optimization of active components. The intrinsic activity of the catalyst active phase structure was enhanced by improving the technique for active component impregnation. The amount of coke formation on the catalyst surface during operation was reduced via the modification of surface properties. Based on the above-mentioned improvements, the newly developed catalysts are beneficial to carbon residue conversion and coke inhibition.
3.3 Developing relevant catalyst grading technology
Unlike distillate oil hydrotreating, the catalyst grading system is requisite for the fixed-bed hydrotreating of residue. Moreover, all the catalysts are used only once and they are not suitable for regeneration because of high metal deposition. It can be seen from the 1strun of the Changling VRDS unit that the unit had to shut down after reaching the pressure drop threshold value in R-101,which of course should be ascribed to high Fe and Ca contents in the feedstock. Based on the deep understanding of feedstock characteristics and catalyst performance, a reasonable catalyst grading technology, which could ensure the pressure drop increase in line with the extent of catalyst deactivation, was developed by RIPP. In this way, the deposit uptake capacity of the guard reactor and the overall activity of all the catalysts could be brought into full play.Through learning from the operating experience obtained at the 1strun of the Changling VRDS unit, catalysts grading scheme was optimized subsequently by RIPP in the next few runs. Thus, the unit operability followed the 1strun was improved gradually[16,19]. Figure 3 shows the pressure drop of the reactor R-101. Figure 4 shows the catalyst average temperature (CAT). It can be seen from Figure 3 and Figure 4 that the increase of pressure drop rate in R-101 was more and more synchronous with that of CAT.
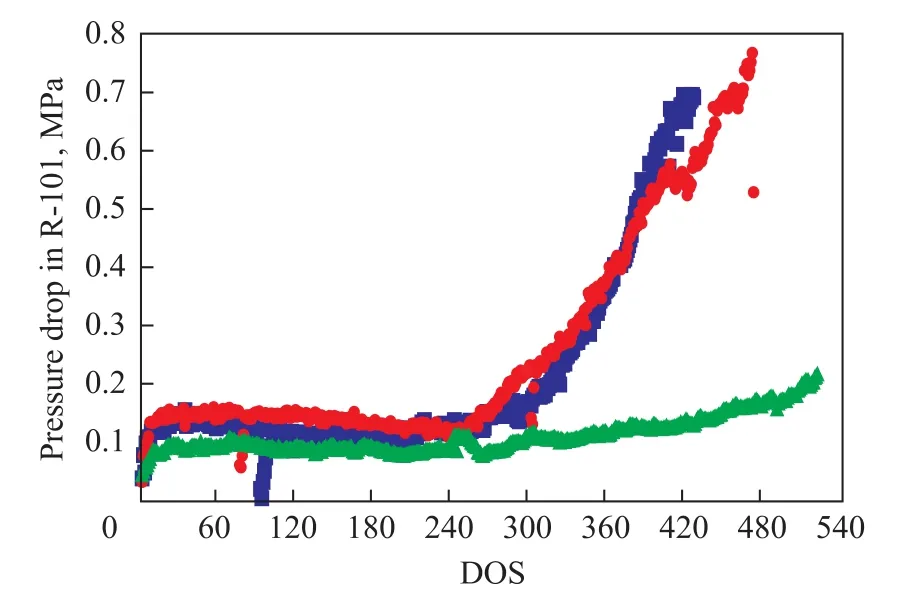
Figure 3 Pressure drop in R-101
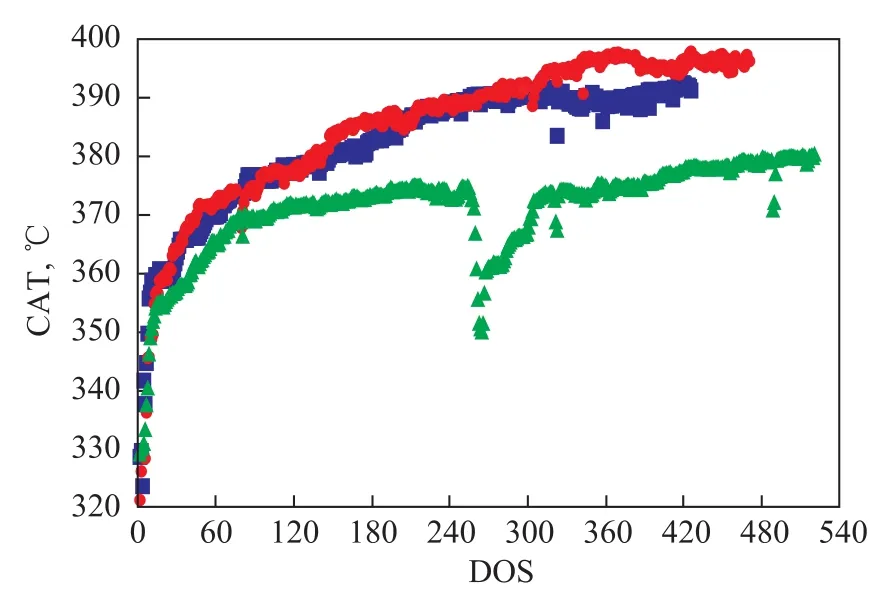
Figure 4 Catalyst Average Temperature (CAT)
3.4 Developing highly efficient distribution technology
Because of the high viscosity of residue, the uniform liquid distribution is also another big concern, which should draw our attention during fixed-bed hydrotreating of residue.Good radial distribution of liquid feed over the catalyst surface can guarantee efficient utilization of the loaded catalysts. Owing to mal-distribution in the catalyst bed,heavy coke deposition and agglomeration can take place.Beneath the agglomerated catalyst bed, the flow speed of reaction streams is very low, and the feed cracking(mainly thermal cracking) will increase dramatically. The temperature will be increased very quickly which can result in the formation of hot spots[20]. Furthermore, the hot spots will greatly weaken the long-cycle operation of the unit.
Based on the deep understanding of the properties of feedstock and hydrodynamic effects, the distributor tray tailored to the feedstock characteristics and operating conditions has been of fered. This technology had been used in the 2ndrun of the Changling VRDS unit. Figure 5 shows the maximum radial temperature difference of R-101 in the first and the second runs. It can be seen from Figure 5 that the maximum radial temperature difference of R-101 was greatly reduced[21], which was beneficial to the long cycle-length and highly efficient running.
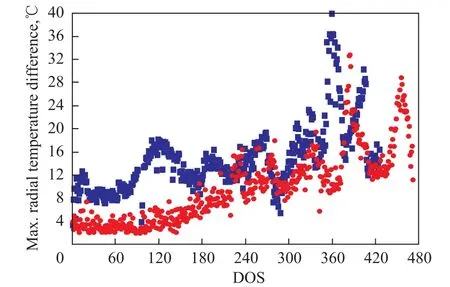
Figure 5 Maximum radial temperature difference in R-101
3.5 Employing RICP technology
During the residue hydrotreating process, the reactant molecules should diffuse into the catalyst interior in order to achieve chemical reaction. Both the molecular weight and the viscosity of residue are very high so that the mass transfer resistance is very strong and the diffusion velocity is very slow. The viscosity and molecular size of residue are two important parameters affecting the hydrogenation of residue. The RICP process developed by RIPP can both reduce the viscosity of residue feedstock, and promote the HDS, HDM, HDCCR, and HDASP reactions[22].
The RICP technology not only can promote the hydrogenation reaction and improve the light oil yield,but also reduce the amount of coke formation on the catalyst, while improving the overall performance of catalyst grading[22]. Meanwhile the high nitrogen content in VRDS feedstock processed in refineries located along the Yangtze River can result in more serious coke formation on the catalyst. By using the RICP technology,coke formation on the catalyst can be effectively reduced.Table 3 shows the carbon content on spent catalysts in the 1strun of VRDS units at the Anqing Branch Co. and the Changling Branch Co. It shows that the coke content of spent catalyst used in the RICP process was significantly less than that in the conventional RHT process.
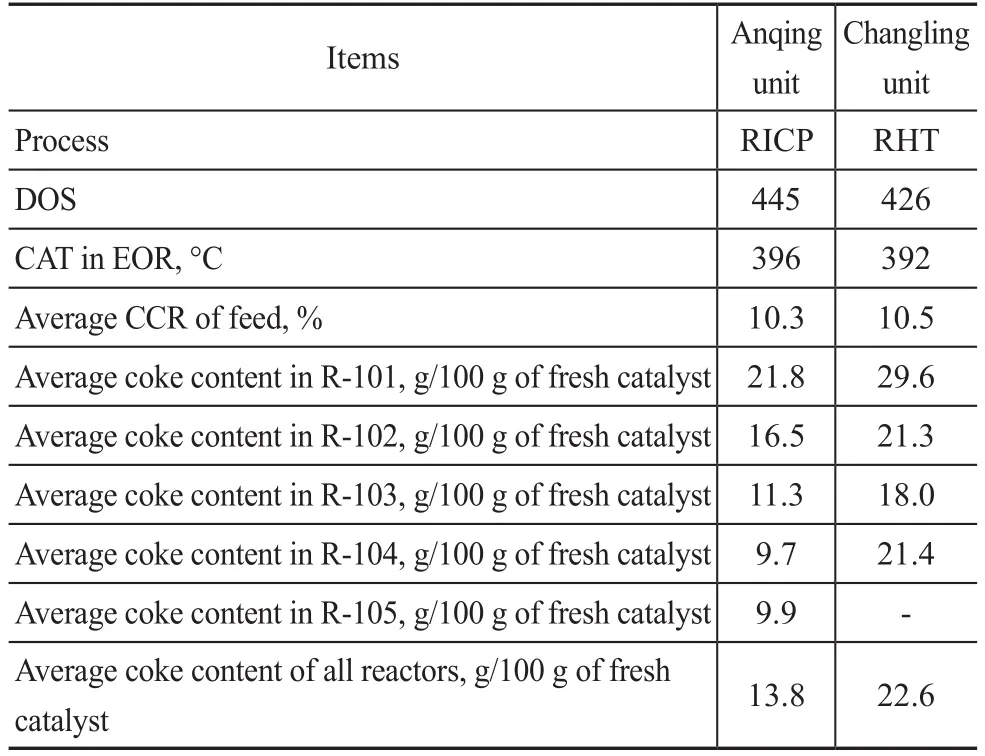
Table 3 Coke content of spent catalysts
4 Conclusions
According to the feed characteristics of VRDS units in refineries located along the Yangtze River, such as high Fe/Ca content, and low sulfur and high nitrogen content,an overall strategy including a series of solutions has been developed by the Research Institute of Petroleum Processing (RIPP) and has been commercialized successfully. To solve the problem of high Ca content, a decalcification facility has been introduced and a guard catalyst with higher capacity for uptake of feS and CaS deposition has been developed. Based on the low sulfur content and high nitrogen content, the catalysts with higher HDCCR conversion capability have been developed. For realizing a longer cycle-length, a suitable catalyst grading technology has been developed, which can ensure the pressure drop increase in line with the catalyst deactivation.For further preventing the deactivation of all the catalysts,a highly efficient distribution technology has been meanwhile developed. Besides, for avoiding more coking formation induced by the high nitrogen content, the RICP process has been applied in several units, and the results show that coke formation decreases dramatically, which is beneficial to the long-cycle run length of the VRDS units.
[1] Ancheyta J, Speight J G. Hydroprecessing of Heavy Oils and Residua[M]. CRC Press, 2007
[2] Furimsky E. Catalyst for upgrading heavy petroleum feeds[J]. Stud Surf Sci Catal, 2007, 169: 1-387
[3] Rana M S, Samono V, Ancheyta J, et al. A review of recent advances on process technologies for upgrading of heavy oils and residua[J]. Fuel, 2007, 86(9): 1216-1231
[4] Li Z Q. Heavy oil upgrading—A focus of petroleum re fining techniques in 21stcentury[J]. Petroleum Re finery Engineering, 1999, 29(12): 8-14 (in Chinese)
[5] Liu J M. Application of residue hydrodesulfurization process in China[J]. Petroleum Processing and Petrochemicals, 1998, 29(6): 17-21 (in Chinese)
[6] Shao Z C, Zhao X Q, Liu T, et al. Commercial application of the second generation RHT catalysts for hydroprocessing the residue with low sulfur and high nitrogen[J]. China Petroleum Processing and Petrochemical Technology,2014, 16(1): 1-7
[7] Sun L L. Capacity expansion of a residue hydrodesulfurization unit using up-flow reactor[J].Petroleum Processing and Petrochemicals, 2002, 33(4): 5-8(in Chinese)
[8] Guo D G, Dai L S. Discussion on agglomeration of commercial residue HDM catalyst[J]. Petroleum Processing and Petrochemicals, 2003, 34(4): 47-49 (in Chinese)
[9] Li D D. Hydrotreated Processing and Engineering[M].Beijing: China Petrochemical Press, 2004: 155, 444 (in Chinese)
[10] Dong K, Sun S L, Shao Z C, et al. Study on calcium compounds distribution in Yichang residue and hydrodecalcification reaction [J]. Acta Petrolei Sinica (Petroleum Processing Section, 2017, 33(2): 267-272
[11] Shao Z C, Jia Y Z, Dai L S, et al. Characteristics difference in hydrotreating reaction of different residue feedstocks[J].Petroleum Processing and Petrochemicals, 2017, 48(1): 1-5(in Chinese)
[12] Ho T C. Hydrodenitrogenation catalysis[J]. Catalysis Reviews-Science Engineering, 1998, 30(1): 117-160
[13] Olive J L, Yoko S B, Moulinas C, et al. Hydroprocessing of indole and o-ethyl aniline over sulfided CoMo, NiMo and NiW catalysis[J]. Applied Catalysis, 1985, 19(1): 165-174
[14] Dong K, Shao Z C, Liu T, et al. Study on hydrotreating activity of Yichang residue: I. Characterization and hydrotreating reactivity of Yichang residue[J]. Petroleum Processing and Petrochemicals, 2015, 46(1): 1-5 (in Chinese)
[15] Shao Z C, Jia Y Z, Dai L S, et al. Industrial practice of long-cycle running for hydroprocessing residue with high Fe and Ca content[J]. Petroleum Processing and Petrochemicals, 2015, 46(9): 20-23 (in Chinese)
[16] Liao S B, Chen Z H, Yang Q. Operation analysis for the first VRDS unit in refineries along Yangtze River[J].Petroleum Processing and Petrochemicals, 2014, 45(1):59-63 (in Chinese)
[17] Hu D W, Yang Q H, Dai L S, et al. Development and commercial application of third generation resid hydrotreating catalysts[J]. China Petroleum Processing and Petrochemical Technology, 2013, 15(20): 1-5
[18] Zhao X Q, Yu Z X, Jia Y Z, et al. Development of residue HDCCR and HDS catalyst RCS-31[J]. Industrial Catalysis,2013, 21(4): 22-26 (in Chinese)
[19] Chen D Y, Tu B. Application of the third generation RHT series catalysts for hydrotreating VR with high N, low S and high Fe and Ca content [J]. Petroleum Processing and Petrochemicals, 2015, 46(6): 46-51 (in Chinese)
[20] Koyama H, Nagai E, Torii H, et al. Commercial experience in vacuum residue hydrodesulfurization[J]. Stud Surf Sci Catal, 1996, 100: 147-155
[21] Liu T, Shao Z C, Yang Q H, et al. RHT technology with long operation cycle[J]. Petroleum Processing and Petrochemicals, 2015, 46(7): 43-46 (in Chinese)
[22] Niu C F, Dai L S, Li D D. Effect of aromaticity on residue hydrotreating reactions[J]. Petroleum Processing and Petrochemicals, 2008, 9(6): 1-5 (in Chinese)
date: 2017-06-20; Accepted date: 2017-09-09.
Shao Zhicai, Telephone: +86-10-82369323; E-mail: shaozc.ripp@sinopec.com.
杂志排行

中国炼油与石油化工的其它文章
- A Study on Tribological Properties of Polypropylene Nanocomposites Reinforced with Pretreated HNTs
- Study on Quantitative Relationship between Surface Wettability and Frictional Coefficient of Liquid Flowing in a Turbulent Horizontal Pipe
- Study on the Hydrodynamic Characteristics of Venturi-Rod Deck Tray
- Behavior and Kinetics of Non-isothermal Pyrolysis of Coal at Different Heating Rates
- Synthesis of MIL-53(Fe)/MWCNTs Hybrid Material with Enhanced Efficiency for Photocatalytic Degradation of Rhodamine B
- One-Pot Synthesis of Hierarchically Nanoporous SSZ-13 for Conversion of Methanol to olefins