K4169高温合金机匣的精密脉冲弧焊修复技术
2017-10-23周冠男宋文清李晓光
周冠男 曲 伸 李 英 宋文清 杨 烁 李晓光
K4169高温合金机匣的精密脉冲弧焊修复技术
周冠男 曲 伸 李 英 宋文清 杨 烁 李晓光
(中国航发沈阳黎明航空发动机有限责任公司技术中心,沈阳110043)
精密脉冲弧焊技术具有适应性强、灵活简便、可精确控制热输入等优势,采用该工艺对3 mm厚K4169板材进行焊接试验。结果表明,焊缝组织呈细枝晶形态,并析出细小均匀的沉淀强化相,X射线检测结果表明焊缝内无缺陷形成,接头中焊缝处硬度较母材低,接头室温拉伸性能、高温抗拉强度均与母材相当。采用该工艺对机匣零件裂纹缺陷进行了修复试验,检测结果表明修复质量满足使用要求,即精密脉冲弧焊技术可以应用于机匣零件的裂纹修复。
精密脉冲弧焊 修复技术 高温合金
0 序 言
精密脉冲弧焊(Precision Pulse Arc Welding,PPAW)是一种再制造新技术,受到制造业广泛的重视。作为一种以优质、高效、节能、节材、环保为准则的先进修复技术[1-4],现已初步应用在民用制造业,如柴油发动机缸体发动机、通用机床等设备[5]。精密脉冲弧焊在修复零部件磨损、划痕以及磕碰损伤方面有着显著的优势,具有经济、方便、热输入量小等优点。
航空发动机在服役中,受到恶劣工作环境和复杂受力状况的影响,各部位零件均出现缺损的情况,导致其无法满足使用要求,为增加使用寿命,避免更换新机,需要一种稳定可靠的修理技术。目前常用的三种修复工艺有:①传统惰性气体气保护焊工艺,如TIG焊,MIG焊等,该种工艺操作简单,但热输入量大,修复后零件变形严重;②热喷涂工艺[6],虽然其修复精度较高,但修复厚度有局限性;③激光熔敷工艺[7],工艺高效、精度高,甚至可增材制造任意复杂结构零件,但其设备和修复成本过高,修复后性能无法满足航空发动机服役的苛刻要求。因此,需要一种简便、修复效果好、成本低廉、修复后变形小的修复技术,而精密脉冲焊技术就满足上述要求。
目前,精密脉冲弧焊尚未在航空发动机领域中应用,高温合金的精密脉冲弧焊研究也鲜有报道。文中针对高温合金机匣类零件的裂纹故障及修理进行深入研究,开展高温合金精密脉冲弧焊工艺试验及修复后质量评定工作。
1 精密脉冲弧焊工艺
PPAW与脉冲钨极惰性气体保护焊原理相同,即在保护气氛下,钨极和待修复工件间在极短时间内产生高能电弧,使补焊材料和待焊工件瞬时熔化,达到冶金结合;但PPAW在脉冲持续时间上更加精确的控制,可以保证极低的脉冲持续时间(t≤0.05 s)。
针对K4169高温合金机匣裂纹故障情况,文中采用手工填丝的PPAW工艺,焊道布置如图1所示,工艺过程为:使用低占空比(D≤0.5%)的PPAW,完成待补焊部位(已去除缺陷)的分层堆焊,并按照图1中的填充顺序进行焊接,最终填补整个缺损部位。该工艺具有如下优势:①工艺适应性高,各种形貌缺陷均可修复;②操作灵活简便,焊枪可达即可修复;③严格控制层间温度,避免焊接热量积累,极大的减少焊接内应力和修复后变形量,达到精密修复的目的。

图1 精密脉冲弧焊焊道布置示意图
2 试验方法
为验证精密脉冲弧焊的工艺适应性,采用3 mm厚K4169试板进行工艺试验。试验中所用的母材为K4169铸造毛坯,经测定其化学成分见表1,经切割和磨加工后制造为板条形试片,规格为110 mm×40 mm×3 mm,供应状态为均匀化处理+固溶处理+时效处理。

表1 K4169高温合金化学成分(质量分数,%)
试验中所使用焊丝为HGH4169(φ1 mm),其成分与K4169基本相同,并选用纯度≥99.999%的高纯氩气作为保护气体,精密脉冲弧焊焊机型号为LOXOHRWS-3250。接头为V形坡口对接接头,如图2所示。由于在实际修复过程中需要用机械方法去除裂纹缺陷,而所用工具(砂轮片或硬质合金旋转锉)的开槽宽度约为1 mm,为模拟实际情况,需在接头根部留有1 mm间隙。焊接试验前仔细清理待焊表面的氧化物和油污,防止污染焊缝。
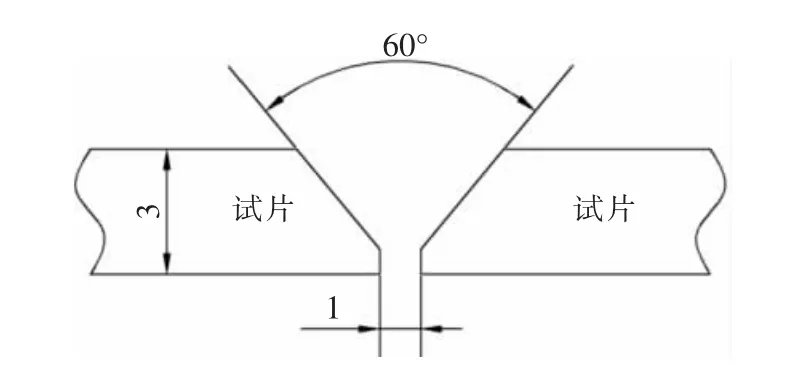
图2 精密脉冲弧焊接头设计
经前期大量工艺参数优化试验,结果表明工艺参数对组织、性能的影响较小,因此文中不详细叙述工艺参数优化试验过程,仅列出后续零件修理所使用的工艺参数,如表2所示。在该参数下获得的焊接接头外观成形质量如图3所示,焊缝表面整体呈现光亮“鱼鳞”形貌,焊缝宽度较为均匀。
按图3中虚线所示位置,在试板上切取微观组织观察样品,样品尺寸为12 mm×12 mm×3 mm,观察方向为焊缝横截面,采用机械研磨和抛光的方法制备金相样品,采用腐蚀液成分为HCl(20 mL)+CuSO4(5 g)+H2O(100 mL),腐蚀时间为7~15 s。采用 X射线探伤机对试板进行X射线检测,检测焊缝内缺陷。依据国标 GB/T 2651《焊接接头拉伸试验方法》、GB/T 4338《金属材料高温拉伸试验方法》将制成的标准试样进行室温和650℃高温拉伸性能测试,每个条件测试2个试样,为了对比分析,测试了相同条件下母材的拉伸性能。拉伸试验采用岛津AG-25KNE型电子拉伸试验机。

表2 精密脉冲弧焊工艺参数

图3 精密脉冲弧焊接头形貌
采用LEICA光学显微镜和JSM-6301F扫描电子显微镜进行微观组织和断口观察。采用LECO显微硬度仪进行接头硬度测试,施加载荷为1 kg。
3 试验结果与分析
3.1 显微组织形貌
PPAW接头微观组织形貌如图4所示,其组织与熔焊接头组织基本相同,焊缝与母材形成了较理想的冶金结合,二者界面处的熔合线清晰可见,并未观察到裂纹、孔洞等缺陷。通过对比发现,焊缝组织呈枝晶生长,且与母材相比枝晶明显细化,这是由于PPAW的特殊工艺过程所致,即填充金属的非连续瞬时熔滴过渡[8],较高的冷却速率导致凝固组织的一次枝晶显著细化。
在极短时间内,焊丝端部受高能电弧加热后形成熔滴,并在强烈的电弧冲击力以及自身重力和保护气体流的共同作用下,脱离焊丝主体沿电弧空间向补焊基体快速转移并与基体结合,期间由于电弧作用于基体的时间相对较短、输入热量较少,基体表面仅处于微熔状态,因此母材受到熔融态填充金属的快速冷却作用,其熔合区近熔合线区域形成了外延生长的细小枝晶组织,如图4b所示。焊缝区域内形成了方向性较明显的枝晶组织,并沿温度梯度方向生长,而热影响区组织由于热输入量相对较少,因此枝晶组织无明显变化。上述组织形成过程仅为单脉冲工艺的作用,而PPAW工艺为多次单脉冲过程的循环,并在每次循环过程中存在较长时间间隔,使组织温度迅速降低,因此前次循环中的焊缝组织成为下次循环中的母材组织,原焊缝组织在新的热循环过程中,在新熔合区附近生成了具有方向性的树枝状结晶组织,这种组织有序堆叠的行为,使整个接头焊缝组织未能均匀一致。
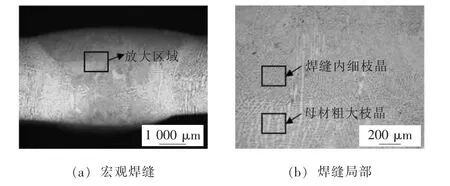
图4 精密脉冲修复焊接头局部
K4169是典型沉淀强化型高温合金,强化相的形貌对于合金的性能非常重要。对接头不同位置的强化相形貌观察可见,焊缝内沉淀相的形貌特征与母材位置强化相的形貌特征基本一致(图5)。
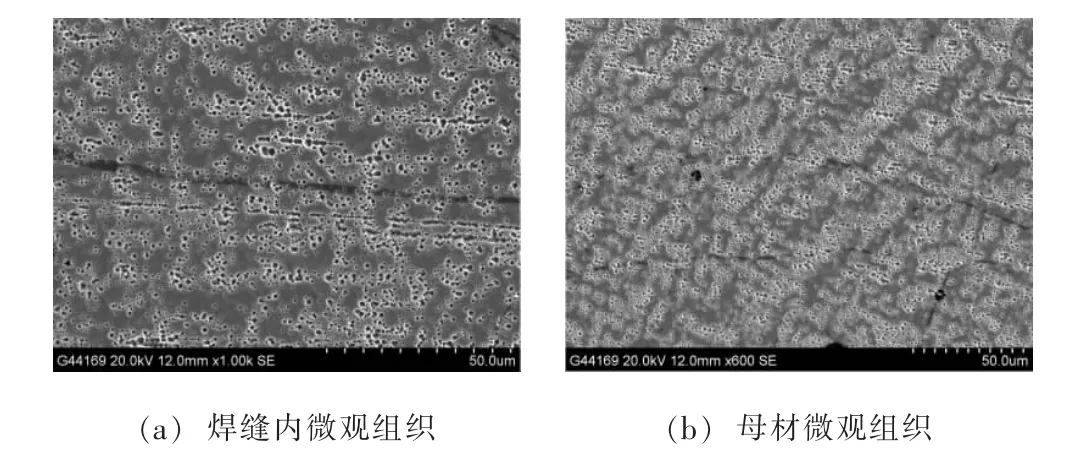
图5 接头不同位置处沉淀强化型形貌
3.2 X射线检测
图6 精密脉冲焊试样的X射线照片
对于PPAW工艺,通过对焊接接头进行X射线检测,检测结果如图6所示,4片试样均无裂纹、气孔等缺陷。分析认为PPAW工艺过程中对热输入的精确控制,有效降低了裂纹敏感性,同时对气孔的产生同样具有抑制效果。
3.3 力学性能对比
接头各位置显微硬度分布结果如图7所示。可见,接头各部位硬度差别较大,焊缝区硬度偏低,平均硬度为236.3 HV;热影响区硬度最低,平均硬度为219.5 HV;熔合线处硬度平均值为220.9 HV,而从热影响区到母材硬度值逐渐升高。
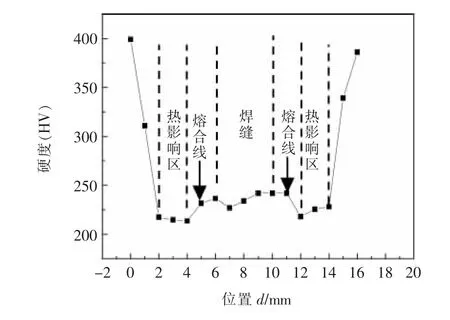
图7 接头各位置室温显微硬度分布
PPAW试样的室温拉伸、高温拉伸测试结果见表3,母材的拉伸测试结果见表4。可以看出PPAW试样的室温拉伸性能可以达到母材强度的85%,其断后伸长率略优于母材,试样断裂位置均位于焊缝边缘的热影响区,这是因为即使精密脉冲修复焊的热输入量较小,但不可避免的析出了少量MC和M23C6
[9],引起了热影响区组织的脆性;另一方面,受PPAW热过程的影响,热影响区内的强化相γ'或γ″等可能会发生一定的溶解,从而降低了该位置的沉淀强化效果,从室温硬度测试结果也可以看出,焊接态样品室温时其热影响区的硬度较低,表明该位置室温强度较低。650℃温度下的PPAW试样的拉伸性能与母材相当,试样断裂位置均断于母材。这可以表明在室温及650℃温度下的焊缝强度可以与母材强度相当。
断口观察表明(图8),拉伸后样品均呈塑性断裂形貌,断口表面出现较明显的塑性变形撕裂棱和韧窝,说明样品断裂前发生了较显著塑性变形。
综上所述,精密脉冲修复焊作为一种修复工艺,在修复后接头性能方面,可以满足使用要求。

表3 精密脉冲弧焊的力学性能

表4 K4169高温合金的性能
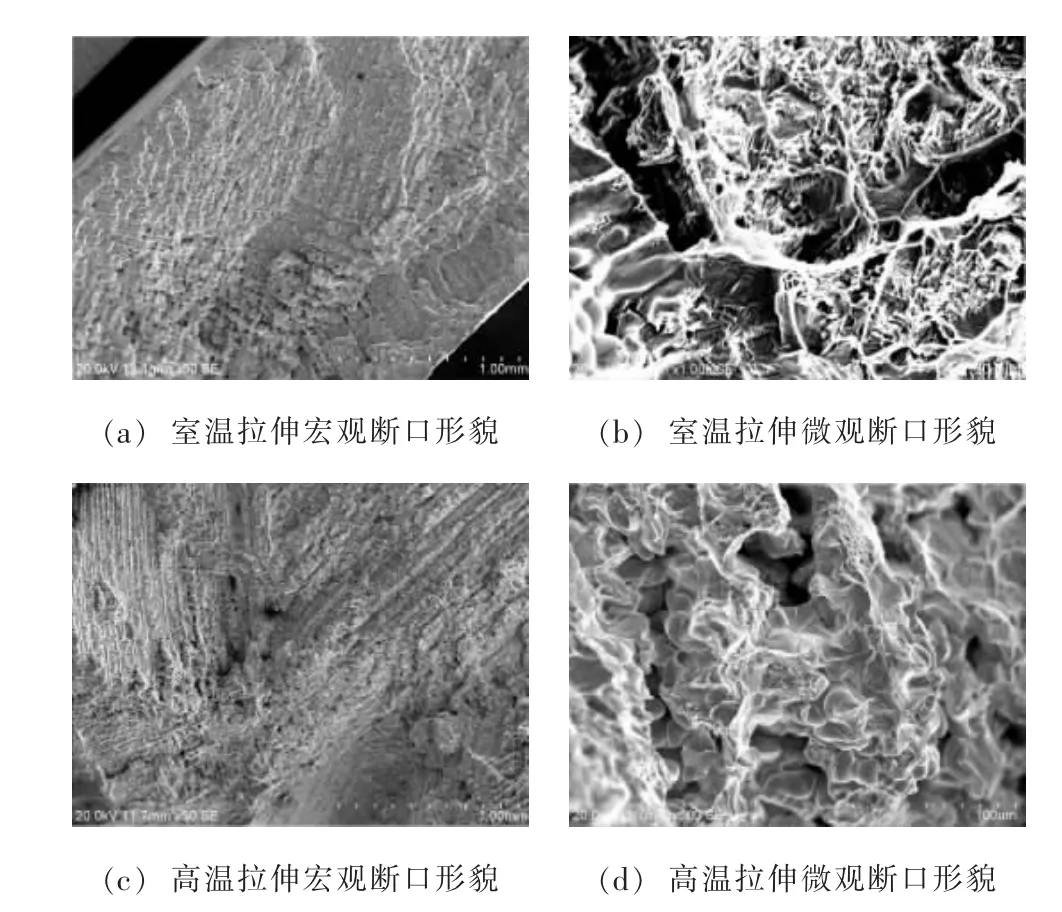
图8 拉伸断口形貌
4 结 论
(1)精密脉冲弧焊K4169合金接头内微观组织均匀,焊缝内呈细枝晶形貌,并析出细小均匀的沉淀强化相。
(2)精密脉冲弧焊接头中,焊缝的室温硬度较母材低;接头室温拉伸强度可以达到母材强度的85%,650℃的高温拉伸强度与母材相当,拉伸断口呈塑性断裂特征。
(3)精密脉冲弧焊工艺作为一种低脉冲持续时间(t≤0.05 s)和低占空比(D≤0.5%)的修复工艺可以用于K4169高温合金的修复。
[1] 王莉莉,陈云翔,王 政.再制造工程在某型军用航空发动机上的应用[J].航空制造技术,2009(6):69-71.
[2] 高子强,晁耀杰,张义文,等.钛合金精密脉冲TIG焊的工艺研究[J].航空维修与工程,2016(6):61-63.
[3] 高 硕.金银贵金属精密脉冲TIG焊接工艺研究[D].沈阳:沈阳大学硕士学位论文,2014.
[4] 李 跃.精密TIG焊接技术在精密工件焊接中的应用研究[J].焊接技术,2001,30(4):25-26.
[5] 徐庆钟,李方义,丁 韬,等.HT250冷焊表面残余应力试验[J].焊接学报,2012,33(10):33 -36.
[6] 程江波,梁秀兵,陈永雄,等.再制造电弧喷涂成形层的残余应力分析[J].焊接学报,2008,29(6):17-20.
[7] 张晓东,董世运,王志坚,等.激光再制造金属零件熔覆层组织及耐磨性能[J].焊接学报,2010,31(2):75-78.
[8] 文元美,黄石生,吴开源,等.双丝脉冲MAG焊两种电流相位关系的焊接行为分析[J].焊接学报,2010(1):59-62,66.
[9] Ye X,Hua X,Wu Y,et al.Precipitates in coarse-grained heat-affected zone of Ni-based 718 superalloy produced by tungsten inert gas welding[J].Journal of Materials Processing Technology,2014(217):13-20.
TG444
2017-01-06
周冠男,1987年出生,硕士研究生,工程师。主要从事焊接工艺研究,已发表论文4篇。