农机犁铧堆焊组织结构仿生设计与耐磨性
2017-10-23李慕勤蔡丁森庄明辉彭书浩王俊发
李慕勤 蔡丁森 庄明辉 杨 海 彭书浩 王俊发
(佳木斯大学 教育部金属耐磨材料及表面技术工程研究中心,黑龙江 佳木斯154007)
农机犁铧堆焊组织结构仿生设计与耐磨性
李慕勤 蔡丁森 庄明辉 杨 海 彭书浩 王俊发
(佳木斯大学 教育部金属耐磨材料及表面技术工程研究中心,黑龙江 佳木斯154007)

李慕勤
为了提高农机犁铧使用寿命,寻求与蜣螂体表的微结构形态相似的堆焊微观组织结构。设计Fe-Cr-C-(B4C)x系金属粉芯焊丝,通过B4C添加量的变化调控堆焊层微观组织结构向蜣螂体表的表面微结构变化。采用CO2气体保护焊进行往复摆动堆焊,观察堆焊层显微组织结构,并进行了EBSD相分析,测定了堆焊层HRC和磨粒磨损性能。结果表明,堆焊层组织为马氏体、下贝氏体及网状(Cr,Fe)3(B,C),并含有少量硬质点TiC。得到的微观组织结构达到了蜣螂体表的微结构形态仿生效果,并且使堆焊层耐磨性均高于65Mn钢3~4倍。
金属粉芯焊丝 仿生堆焊 耐磨性
0 序 言
在农机具作业过程中磨粒磨损是导致触土部件无法继续正常运作的主要原因之一。以犁铧为例,国内现已广泛使用的65Mn钢犁铧使用寿命较短,在黑粘土中能够耕作300~500亩,在沙壤土中耕作100~200亩,在沙土中只能耕作50~80亩。犁铧磨损后刃口厚度增加,随之耕深降低,牵导阻力增加,拖拉机油耗增加,从而增加了农业机械作业的成本消耗,因此,如何提高农机具磨损件寿命,成为关注热点[1-2]。 任露泉等人[3]从许多土壤动物体表性质和特殊的曲面构形出发提出的非光滑理论,用于犁铧等农机零部件表面仿生设计,已开发出多种仿生犁壁等,从仿生学的角度研究解决农机具表面的土壤粘附问题。研究基于非光滑表面仿生设计出发,从材料选择到表面熔覆层设计进行相关研究,如栅条犁壁、山西阳城疙瘩犁,国外开发的不粘锹和仿生犁壁等等[3-4]。围绕提高犁铧使用的寿命,很多研究者采用耐磨焊条手工堆焊、熔覆、喷焊技术等表面处理,犁壁使用寿命得到了很大提高[5-7]。目前农机具仿生设计多从宏观角度出发,从材料的微观结构与宏观仿生相结合的研究鲜有报道。尤其是近年来金属型药芯焊丝的发展,多用于矿山机械磨损,针对土壤接触农机具金属型药芯设计较少。
文中以犁铧为对象,设计了农机具用Fe-Cr-C-(B4C)x系金属型耐磨药芯焊丝,以蜣螂宏观结构和体表的微结构形态为仿生设计出发点,利用生物非光滑原理,设计材料成分与微观组织结构关系,并寻求其微观组织结构与生物结构形态仿生,调控堆焊层微观组织结构向蜣螂体表的微结构变化,提出其仿生微观组织结构与磨损性能关系,通过仿生设计出非光滑表面,提高耐磨性。该药芯焊丝应用堆焊方法应用到地面机械触土部件等易磨损件的表面,进行相关农机具的磨损修复或制造新的仿生复合农机具,进一步提高农机具(如犁铧等)的使用寿命,该研究为提高地面机械触土易磨损部件的抗磨性开辟一条新途径。
1 试验材料及方法
1.1 从动物仿生角度设计金属型耐磨药芯焊丝
蜣螂出入于粘性较大的粪便和泥土中,身体并未粘附粪便和泥土。农机犁铧与土壤相接触,若其具有蜣螂的宏观结构和体表的微结构,也会起到既耐磨损又能减粘降阻的效果。首先,以触土动物典型代表蜣螂为例,分析其体表几何结构的特点,如图1所示[8-9]。由图1可知,和泥土直接接触的蜣螂头部呈凸包形和凹坑形结构;蜣螂鞘翅背面呈鳞片形,进一步放大呈波纹形貌;蜣螂背板呈凹坑形结构和细针曲线结构;蜣螂宏观体表不同部位呈凹陷和隆起构成的非光滑表面,头和胸背部的隆起、头和前胸背板以及足面密集的鱼鳞状、圆盘凸-凹陷、鞘翅的纵向波浪形念珠状沟槽等构成与粪便和泥土直接接触的非光滑表面。蜣螂头部和爪分布凸包,主要用于挖土和摩擦较严重的部位。
从犁铧工作环境分析,犁铧与土壤、砂石、作物秸秆以及根块等接触。其中,土壤受天气和气温影响,呈潮湿或干燥状态,尤其潮湿状态下,土壤中化肥、农药具有腐蚀性。因此,犁铧以磨粒磨损为主,并伴有腐蚀。另外,工作时还承受振动与冲击载荷。

图1 蜣螂的宏观形貌和体表的微结构形态 [8-9]
然后设计金属型药芯焊丝成分,使其堆焊宏观形貌和微观组织呈现与蜣螂类似的宏观结构和体表微结构,进而满足农业机械工况。Fe-Cr-C系合金价格便宜是耐磨堆焊中常见的合金体系[10-12],在铁基材料中,添加高碳铬铁粉,通过固溶强化和铬碳化物的形成(呈凸凹形态),提高堆焊层的硬度、耐磨性及耐土壤环境腐蚀的性能;添加石墨,向堆焊层中过渡碳,形成碳化物,呈凸起形貌,用于提高硬度和耐磨性;添加钛铁、锰铁和硅铁进行脱氧,保证合金元素过渡,钛铁与碳可形成碳化钛颗粒(呈凸起形貌);加入碳化硼,对堆焊层微观组织影响很大,尤其可以调控晶界和晶内组织形态(鱼鳞状)。基于蜣螂体表的微结构形态,仿生设计Fe-Cr-C-(B4C)x系堆焊层,通过B4C加入量的变化,调控堆焊层微观组织结构,呈凸包、条纹、凹坑、鳞片等的微结构变化,并设计相应仿生堆焊焊道,提高犁铧耐磨性和减粘降阻性能。
金属型耐磨药芯焊丝外皮采用碳钢钢带,合金粉体由含铬68.4%的高碳铬铁粉,加入量为60%,100%的石墨粉加入量为10%,含钛27.78%的钛铁粉加入量为12%,含锰75.7%锰铁粉加入量5%。含硅72.4%硅铁粉加入量为1%,100%碳化硼粉设置3种添加量,分别为4%(简称 No.1),6%(简称 No.2) 和 8%(简称 No.3),粉体粒度≤80#。采用粉芯焊丝成型机轧制成直径为1.6 mm金属粉芯焊丝,药粉填充率23%,金属粉芯焊丝由威海三盾焊接材料工程有限公司制造 (以上百分数皆为质量分数)。
1.2 堆焊方法及焊接参数
堆焊方法采用CO2气体保护焊机,外接自位移小车和摆动系统,堆焊系统示意图如图2所示。位移小车在x轴方向轨道上以稳定速度vx前行,小车上固定摆动系统和焊枪,焊枪随着摆动系统在y轴方向以一定摆幅A和摆速vy往复摆动,通过调节小车速度vx,摆幅A,摆速vy,再配以合适的焊接电流I、焊接电压U,堆焊成蜣螂鞘翅的纵向波纹状。堆焊工艺参数见表1。
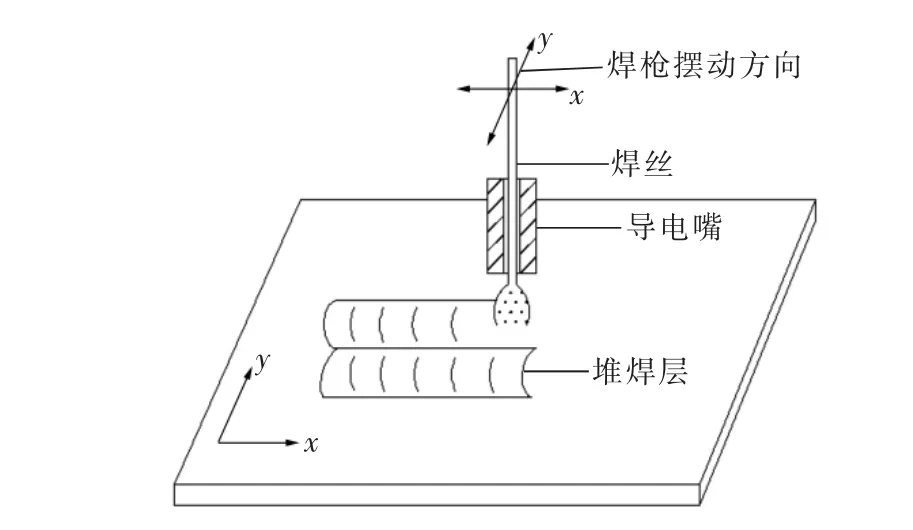
图2 堆焊系统示意图

表1 堆焊工艺参数
1.3 堆焊层组织结构及成分分析
采用带FALCON60S能谱分析仪(EDAX)的JSM-6360LV扫描电子显微镜观察堆焊层及磨损后的表面微观形貌,分析堆焊层表面及截面的元素分布状况。采用HMV-2T显微硬度计测定堆焊层金属内部组织结构的显微硬度;采用上海牛津仪器有限公司的NordlysMax2型背散射电子衍射仪(简称EBSD)分析相组成,确定堆焊层的显微织构及元素分布。1.4 堆焊层硬度和磨粒磨损
采用HR-150A洛氏硬度计检测堆焊层宏观硬度,至少测定5个点,取其平均值。磨粒磨损试验采用ML-100型磨粒磨损试验机,磨损试验对比试样为65Mn钢,磨损试样采用尺寸为4 mm×12 mm的圆棒,每组磨粒磨损试验测试3个试样,磨损载荷为1.91 MPa,采用80 μm的棕刚玉砂纸,固定转速为60 r/min,往复运动,磨损时间为5 min,利用电子天平测量试样磨损前后的质量(精度为0.000 1 g),取3个磨损试样的失重平均值。
2 结果与分析
2.1 Fe-Cr-C-(B4C)x系堆焊层显微组织结构
Fe-Cr-C-(B4C)x系耐磨堆焊层的显微组织如图3所示。堆焊层由胞状或胞状树枝晶组织和网状分布的共晶组织构成。随着B4C添加量的增加,树枝晶组织尺寸减小、网状分布的共晶组织体积分数增大。其中,No.1可见凹陷和凸包,No.2和No.3堆焊层微观组织结构与蜣螂螂头部凸包形和鳞片形非光滑表面的微观结构相似。

图 3 Fe-Cr-C-(B4C)x堆焊层微观组织
将No.3试样堆焊组织局部放大,并进行元素分析(如图4所示和见表2)。图4a中B处圆形区域内含有颗粒状组织,呈规则的凸包型,尺寸为0.5~1 μm,可能是TiC颗粒;贯通整个晶粒的片状组织是马氏体组织。另外,一些定向分布的针状组织为下贝氏体。这种马氏体和下贝氏体组织与蜣螂胸节背板针状微结构分布极为相似。A区分布着大量网状共晶相。图4b为图3a平均成分分析,主要元素为 Fe,并含有 Cr,C,Mn,Ti。分析这些元素分布发现,B区C元素含量为0.93%,远高于A区共晶相(C为0.48%),但Cr和Ti元素含量低于A区。这说明B区固溶了一定的C,Cr元素,C与Ti形成TiC颗粒,而A区共晶相为Cr与C形成的M7C3。B元素原子序数小,文中试验设备无法测定,文献[11]论述B元素多分布于晶界。由于晶内和晶界成分不同,形成的组织不同,类似于蜣螂体表不同部位微观非光滑表面[13-14]。

图 4 Fe-Cr-C-(B4C)x堆焊层高倍 SEM 及能谱(No.3)

表2 元素分析表
为了确定No.3试样堆焊层的相组成,对试样微区进行EBSD和元素面扫描,扫描结果如图5所示。图5a含有网状、颗粒状及胞状组织。对图5a所示区域进行EBSD面扫描,分析结果如图5b和图5c所示。图5b中胞状组织标定为红色的区域为马氏体,网状组织标定为黄色的区域为共晶相。根据能谱分析显示,对应的颗粒内富含Ti,C元素,因此判定颗粒为TiC。结合Fe-Cr-C三元合金相图分析认为,Fe-Cr-C-(B4C)x系堆焊合金的凝固过程如下:电弧移走,熔池金属温度降低,首先从液相中析出TiC(文献[15]显示TiC的熔点为3 140℃,显微硬度高达3 200 HV),添加金属粉芯的钛铁粉一部分脱氧,另一部分生成少量的细小颗粒TiC,TiC颗粒作为初晶γ-Fe晶粒的萌生晶核,从而起到细化晶粒的作用。同时,颗粒状的TiC类似于蜣螂头部凸包形非光滑微结构形态;随着温度下降,析出初晶γ-Fe,多余的C,Cr,B元素在其周围富集,当温度降到共晶线(1 300 ℃[16])时,在初晶 γ-周围发生共晶转变 L→γ-Fe+Fe3C,富集的Cr元素随着共晶转变固溶到共晶产物中,B原子与C原子半径相近,替代共晶碳化物中的C原子,形成富含 Cr,B 的网状(Cr,Fe)3(B,C);随着温度继续下降,初晶γ-Fe和共晶γ-Fe转变成富C的马氏体。另外,部分γ-Fe转变为下贝氏体组织,下贝氏体具有良好的强韧性,在硬度相同的条件下,其耐磨性优于马氏体;焊接后堆焊层处于大气状态下,冷却速度很快,相当于进行“淬火”处理,堆焊层组织中出现马氏体,堆焊系统中y轴上连接的摆动系统,在焊接过程中来回往复摆动,使堆焊层的焊后冷却速度大幅度降低,满足贝氏体转变的条件,从而形成下贝氏体组织。2.2 Fe-Cr-C-(B4C)x系堆焊层的硬度及耐磨性

图5 Fe-Cr-C-(B4C)x堆焊层表面EBSD和能谱分析(No.3)
65Mn钢试样作为对照组与3组金属粉芯焊丝堆焊试样对比,测试的硬度与耐磨性结果见表3。堆焊层的HRC随B4C含量的增加而升高,当合金粉体中B4C含量达到6%时,继续增加B4C含量,HRC硬度增幅不明显。随着B4C添加量的增加,堆焊层中C和B元素随之增多,富含 Cr,B 的网状碳化物(Cr,Fe)3(B,C)体积分数也随之增大,其显微硬度测试为770~900 HV,堆焊层的HRC增大。磨损失重和耐磨性显示,随着B4C添加量的增加,耐磨性有所提高,但过多会导致耐磨性有所下降。

表3 Fe-Cr-C-(B4C)x堆焊层HRC和磨粒磨损失重量
市场上多使用锻造处理后的65Mn钢制造犁铧。然而在上述对比分析中,65Mn钢磨损最为严重,磨损失重为三组金属粉芯焊丝堆焊试样的3~4倍,耐磨性最差;另外3组金属型药芯焊丝之间堆焊硬度相差不大,其中,B4C添加量为6%时,耐磨性最好。

图6 Fe-Cr-C-(B4C)x堆焊层磨粒磨损表面形貌
扫描电镜下观察磨损后试样的表面形貌如图6所示。由图6a可知,65Mn钢经过磨粒磨损后划痕明显较深,磨损过程中,受到来自磨粒的挤压而向两边隆起,如此往复作用进而形成了较深的划痕,磨损机理主要是由塑性变形机制引起的犁沟;由图6b可知,No.1试样犁沟的宽度比65Mn钢小,沟槽的深度比65Mn浅,耐磨性能明显比65Mn钢好,其磨损机理也是由塑性变形机制引起的犁沟;由图6c和图6d可知,No.2和No.3试样犁沟宽度更小,沟槽深度更浅,耐磨性更好,其磨损机理为微犁沟,这是由于随着B4C含量增加,网状(Cr,Fe)3(B,C)体积分数提高,网状(Cr,Fe)3(B,C)较硬,阻碍磨料在磨损过程中的挤压与切削,从而提高了耐磨性能。
设计的三种金属型药芯焊丝,B4C含量的变化,使堆焊层微观组织形中的C和B元素增加,使堆焊层微观组织结构发生了变化。碳化硼粉变化量为4%~6%时,得到与蜣螂腹部微观非光滑表面相似的微观结构;添加量为 8%(质量分数)时,出现大量的网状(Cr,Fe)3(B,C),此时更接近于蜣螂腹部密布的类似鳞片的非光滑微结构形貌,仿生出鳞片形微观非光滑表面;堆焊组织中马氏体和下贝氏体组织与蜣螂胸节背板针状组织分布相似;TiC颗粒类似于蜣螂头部凸包形非光滑微结构形态。这些组织的获得,进一步提高犁铧耐磨性的同时又实现减粘降阻,但堆焊层还需减粘降阻的相应试验加以证明。
3 结 论
(1)堆焊层组织为马氏体、下贝氏体及网状(Cr,Fe)3(B,C),并有少量硬质点TiC。随着B4C添加量的提高,网状(Cr,Fe)3(B,C)体积分数有所增大,更接近于蜣螂腹部表面密布的类似鳞片的非光滑微结构形态;马氏体和下贝氏体组织与蜣螂胸节背板针状组织分布相似;TiC颗粒类似于蜣螂头部凸包形非光滑微结构形态;达到微观组织上形态仿生。
(2)随着B4C含量的增加,堆焊层的HRC有所提高,金属粉芯焊丝堆焊层耐磨性均达到65Mn钢3~4倍,这主要是随着B4C含量的增加,堆焊层中C,B元素增加,网状碳化物(Cr,Fe)3(B,C)体积分数增大,磨损过程中阻碍磨料的挤压与切削作用,进而提高堆焊层耐磨性能。
[1] Tian L,Mei H,Li X,et al.Enhancement mechanism investigation of centrifugal pump based on bionic coupling functional surface[J].Nongye Jixie Xuebao/transactions of the Chinese Society of Agricultural Machinery, 2015, 46(4).
[2] 张 琰,黄 河,任露泉.挖掘机仿生斗齿土壤切削试验与减阻机理研究[J].农业机械学报, 2013, 44(1):258-261.
[3] 任露泉,丛 茜.界面粘附中非光滑表面基本特性的研究[J].农业工程学报, 1992(1):16-22.
[4] 邓石桥.仿生犁壁的减粘机理及其仿生设计[D].长春:吉林大学博士学位论文,2004.
[5] 李建桥,任露泉,刘朝宗,等.减粘降阻仿生犁壁的研究[J].农业机械学报, 1996(2):1-4.
[6] 佟 金,荣宝军,马云海,等.仿生棱纹几何结构表面的土壤磨料磨损[J].摩擦学学报, 2008, 28(3):193-197.
[7] 郝建军,马跃进,刘占良,等.鞭式刀具的失效及火焰喷焊NiWC强化的可行性研究[J].农业工程学报,2005,21(8):74-77.
[8] 程 红,孙久荣,李建桥,等.臭蜣螂体壁表面结构及其与减粘脱附功能的关系[J].昆虫学报 2002, 45(2):175-181.
[9] 孙久荣,程 红,丛 茜,等.蜣螂(Copris ochus Motschulsky) 减粘脱附的仿生学研究[J].生物物理学报,2001, 17(4):785-792.
[10] 朱 姣,马党参,周 健,等.铬含量对热作模具钢热处理工艺及热稳定性的影响[J].材料热处理学报,2013,34(10):121-126.
[11] 王清宝.Fe-Cr-C高碳耐磨堆焊合金的研究[D].北京:北京工业大学硕士学位论文,2003.
[12] 龚建勋,李 煌,肖逸锋,等.Fe-C-Cr-V-B系高铬堆焊合金的显微组织及耐磨性[J].材料工程, 2009(5):22-25.
[13] 任露泉,丛 茜,陈秉聪,等.几何非光滑典型生物体表防粘特性的研究[J].农业机械学报, 1992(2):29-35.
[14] Ma Y,Ma S,Jia H,et al.Measurement and analysis on reducing adhesion and resistance of bionic ripple opener[J].Nongye Gongcheng Xuebao/transactions of the Chinese Society of Agricultural Engineering, 2014, 30(5):36-41.
[15] 冯 萌,王智慧,贺定勇,等.Fe-C-Ti-Cr-B系堆焊合金组织及耐磨性能[J].焊接学报, 2012, 33(1):89-92.
[16] 张鹏飞.Fe-Cr-C堆焊合金组织演变及M7C3结构与细化机制计算[D].河北秦皇岛:燕山大学硕士学位论文,2013.
2016-10-12
国家科技支撑计划项目(2011BAD20B03);2014年佳木斯大学研究生科技创新项目立项(LM2014_003);佳木斯大学校长创新创业基金项目研发项目(xzyf2014-07)。
李慕勤,1955年出生,博士,教授,毕业于哈尔滨工业大学。哈尔滨工业大学博士生导师,材料加工工程学科带头人。现任中国焊接学会堆焊及表面工程委员会副主任、中国体视学会金相分析分会副理事长等职务。研究方向为材料表面改性。近五年主持国家自然科学基金等项目5项;获省科技进步二等奖1项、省自然科学三等奖3项;在国内外期刊发表论文30余篇,其中SCI和EI收录8篇;出版学术专著1部,编写教材1部;获国家发明专利2项。
TG422