20钢渗碳工艺
2017-10-21宋劲松徐晓东卞豪亮苏浩男张晓飞
宋劲松,徐晓东,田 野,卞豪亮,苏浩男,张晓飞
(1.承德石油高等专科学校 工业技术中心,河北 承德 067000;2.承德江钻石油机械有限责任公司,河北 承德 067000)
20钢渗碳工艺
宋劲松1,徐晓东1,田 野1,卞豪亮1,苏浩男1,张晓飞2
(1.承德石油高等专科学校 工业技术中心,河北 承德 067000;2.承德江钻石油机械有限责任公司,河北 承德 067000)
通过金相显微镜分析及显微硬度的测试研究了20钢的渗碳工艺及力学性能,结果表明:随着渗碳时间的延长,渗碳层的厚度逐渐增加,渗碳过程符合Fick第二定律;经渗碳处理工件表面的显微硬度是未经渗碳处理的2.5倍,达到442.4 HV0.3,显著地提高了20钢表面的强度。
20钢;渗碳处理;力学性能;显微组织
20钢属于优质碳素结构钢,具有优良的韧性以及冷变形塑性,在汽车及机械制造业中广泛用作零部件,但其硬度低,耐磨性差的缺点严重地限制了其应用范围。为保证20钢在不丢失良好的塑韧性的同时还具有优良的硬度及耐磨性能,国内外学者做了大量的研究工作,其中主要是采用表面强化技术,其中包括渗碳,渗碳是指在一定温度下加热和保温,使活性碳原子渗入到工件的表层及次表层中,通过改变工件表面的化学成分而形成碳化物硬质相,来获得所需的力学性能[1-3]。在实验中选用常用的20钢,分析了渗碳时间、渗层深度及组织变化之间的关系,总结不同渗碳时间对20钢显微组织及性能的影响及变化规律。
1 实验材料与方法
1.1实验材料
实验材料为20钢,其化学成分(质量分数)为:0.19%C、0.22%Si、0.53%Mn、0.011%P、0.004%S、0.035%Al,Ac1点和Ac 3点分别为729 ℃和815 ℃[4]。固体渗碳剂主要是由木炭粒和碳酸盐(BaCO3或Na2CO3等组成)组成,其中木炭粒是主渗剂,碳酸盐是催渗剂。
1.2实验方法
尺寸为Φ10 mm×30 mm的试样埋装在渗碳箱中(见图1),将渗碳箱放入SX2型箱式电阻炉内进行固体渗碳,其中密封剂的作用是防止渗碳件氧化及活性碳原子的逸出,渗碳时间分别为0 h、2 h、4 h、6 h、8 h、10 h。将渗碳后的试样用4%的硝酸酒精腐蚀,在MDS倒置金相显微镜上进行显微组织的观察、金相照片的拍照及渗碳层厚度的初步测定,将观察后的试样在SHIMADZU HMV-2型显微硬度计进行试样显微硬度的测量,载荷为300 g,时间为15 s,为减少实验误差,实验选择测量20个点取平均值的方法来衡量表层,过渡层及心部的硬度值。
2 实验结果与分析
2.1显微组织
未经渗碳处理工件的金相照片如图2(a)所示,其显微组织由亮白色的铁素体及暗黑色的珠光体构成,由于本实验所用材料为20钢,含碳量较低,因此铁素体所占比重较大,图中铁素体的亮暗程度不一是由于腐蚀程度不同造成的。经过渗碳处理工件的表面层、过渡层及中心部分的金相照片如图2(b)~图2(d)所示。由图2可知,经渗碳处理工件的晶粒尺寸相较于未经渗碳处理工件均有不同程度的变大,这是由于本实验的加热温度为930 ℃,远远高于20钢的Ac3线,且冷却方式为随炉冷却,冷却速度十分缓慢,冷却过程中晶粒的长大符合Ostwald熟化机制[5],在冷却过程中形成的大奥氏体晶粒吞并小的晶粒,从而使晶粒长大。经过渗碳处理工件从表面至心部的显微组织均发生了明显的变化,表面由白亮色和暗黑色相间变为全部的暗黑色组织,根据暗黑色组织和亮白色组织的比例,称此层为“表层”,距离心部较近的过渡层中暗黑色和亮白色组织各占一半,称此层为“过渡层”,心部组织除晶粒稍有增大外无明显变化,称此层为“心部”。
2.2渗碳时间对渗层深度的影响
渗碳时间分别为0 h、2 h、4 h、6 h、8 h、10 h的渗层深度如图3所示,由图3可知,随着时间的延长,渗层深度是逐渐增加的,当渗碳时间为10 h时,渗层深度达到最大值,渗层深度为 1 270 μm。
渗层深度的增长速率是逐渐降低的,保温时间越长,其增长速率越小,符合Fick第二定律。这是因为随着渗碳时间的延长,部分活性碳原子渗入工件内部,使得渗碳箱内部的碳势降低,活性碳原子在扩散过程中驱动力减小,此外,随着渗层深度的增加,活性碳原子向工件内部扩散路径增加,阻力也随之大大增加,综合起来导致渗层深度增加的速率逐渐降低。
2.3力学性能测试
硬度是材料强度及韧性的综合指标,对衡量材料的综合力学性能具有重要意义,对组成物或组成相的形态不十分敏感,它的大小主要取决于组成相的数量和硬度。
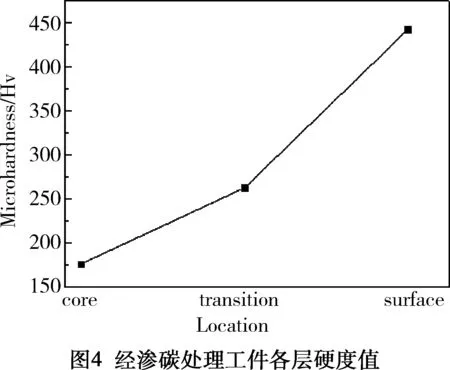
实验对保温时间为10 h渗碳件的表层、过渡层以及心部进行了显微硬度的测试,测试结果如图4所示。由图可4知,工件的显微硬度由心部至表面逐渐增大,这是由于铁碳合金中铁素体是软韧相,渗碳体是硬脆相,经渗碳处理的铁碳合金由心部至表层含碳量逐渐增加,高硬度的渗碳体增多,低硬度的铁素体减少。
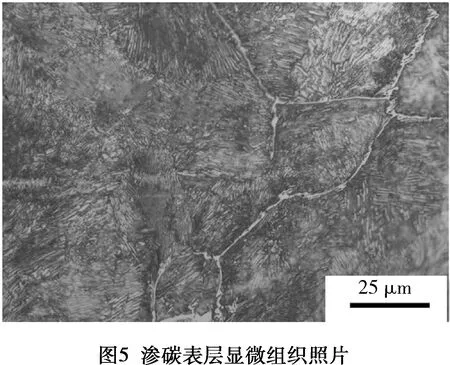
此外,大面积存在于过渡层和表层的由铁素体与渗碳体组成的片层相间的珠光体组织大大提高了铁碳合金的硬度,因此,由心部至表层渗碳件的硬度呈升高趋势。存在于表层沿奥氏体晶界呈网状分布的先共析渗碳体(如图5所示)也起到了一定的强化作用,所以表层的硬度最高。
3 渗碳层形成过程分析
钢之所以能够渗碳,是因为钢在高温奥氏体状态时,其晶体结构为面心立方,间隙较大,对碳具有相对大的溶解度(2.11%),钢的渗碳就借助这个原理。但是,并不是所有状态的碳都可以被钢表面所吸收,只有活性碳原子才能被钢表面吸收,被吸收的碳原子,在高温状态下由外向内扩散,从而形成一定厚度的渗碳层。本次实验采用固体渗碳的方法,就是将固体渗碳剂与试件一同放入密封的渗碳箱内,在930 ℃下进行保温一段时间后随炉冷却。
活性碳原子的形成过程如下:
固体渗碳剂不完全燃烧形成CO,反应为:
2C+O2=2CO
在高温下,CO与20钢表面接触,分解出活性碳原子,反应为:
其他反应形成活性碳原子:
CO+H2=H2O+[C]
(含碳化合物的分解,形成活性碳原子用[C]表示)
20钢为典型的体心立方结构,其结构中的主要空隙是两个相邻晶胞的体中心铁原子形成的八面体间隙。对20钢渗碳的过程,就是在加热环境下溶质碳原子从工件的表层扩散到内层组织的过程,即活性碳原子从铁晶格外部迁移到铁晶格的八面体间隙中的过程[6,7],其具体过程可分为三个阶段:
第一阶段:γ状态的饱和渗碳。
20钢在930 ℃下为奥氏体状态,在未渗碳的情况下其含碳量大概为0.19%,远远没有达到饱和状态,因此外界存在的活性碳原子便优先进入到奥氏体的八面体间隙中,随后进入到四面体间隙中,随着渗碳时间的延长,工件的最表层便达到奥氏体饱和状态[8,9]。
第二阶段:过渡层的形成。
随着渗碳时间的延长,外界的碳势还足够高,而最表层的奥氏体已经达到了饱和状态,已经进入到奥氏体间隙中的碳原子将向着碳原子浓度低的方向扩散,此外,外界的活性碳原子顺着微裂纹、位错等扩散通道向工件内部继续扩散,从而形成了由饱和奥氏体和未饱和奥氏体组成的过渡层。
第三阶段:形成过饱和层。
根据Fick第二定律,当碳饱和的奥氏体层以及过渡层有一定的厚度,而外界的碳势依然很高时,活性碳原子会继续向工件扩散,由于表层的奥氏体已经达到饱和状态,因此,活性碳原子便存在于点缺陷等间隙处,这些碳原子并没有进入到铁原子的晶格中,而是以游离的状态存在于间隙中,最终碳化物的堆积形成碳过饱和层。
4 结论
1)随着渗碳时间的延长,渗层深度逐渐增加。渗碳过程符合Fick第二定律,而其晶粒的长大方式符合Ostwald熟化机制。
2)20钢经930 ℃、10 h渗碳处理后,其表面硬度是未经渗碳处理的2.5倍,达到了442.4HV0.3,显著地提高了20钢表面的强度,为20钢更广阔的的应用提供了可能。
[1] 刘景顺.渗碳工艺对钛合金 TC4 板显微组织和表面强化的影响[J]. 铸造技术, 2009, 30(4): 493-495.
[2] 肖金桐,王洪林,李珉.表面渗碳23CrNi3Mo钢的显微组织及渗碳规律数学模型分析[J].铸造技术,2015,36(3):653-655.
[3] 赵迎祥,赵倩. 20CrNi3钢渗碳工艺的研究[J].热加工工艺,2013,42(22):167-169.
[4] 安运铮.热处理工艺学[M].北京:机械工业出版社,1982.
[5] 周志伟,徐海卫,李飞.20钢热轧卷板的球化退火工艺[J].金属热处理,2010,35(4):81-84.
[6] 李辉平,赵国群,贺连芳,等.基于有限元方法的渗碳浓度场数值模拟[J]. 金属热处理, 2008, 33(10) :79-83.
[7] 刘勇,刘素芹,彭晓彬,等. 平面、圆柱面和球面的气体渗碳数学模型[J].河南科技大学学报,2003,24(1):26-29.
[8] 吴静然.P92钢焊接及热处理工艺[J].承德石油高等专科学报,2013,15(3):18-23.
[9] VerhoevenJD.The role of the divorced eutectoid transformation in thespheroidization of 52100 steel[J]. Metallurgical and MaterialsTransactionsA, 2000, 31(18): 2431-2438.
CarburizationProcessfor20Steel
SONG Jin-song1, XU Xiao-dong1, TIAN Ye1, BIAN Hao-liang1,SU Hao-nan1, ZHANG Xiao-fei2
(1.Industrial Technology Center, Chengde Petroleum College, Chengde 067000, Hebei, China;2.Chengde Kingdream Petroleum Machinery Co., LTD, Chengde 067000, Hebei, China)
The carburization process and mechanical proprieties of 20 steel were studied by metallographic microscope and microhardness. The results show that the thickness of layer were gradually increasing with the time, carburizing process conforms to the Fick second law. After carburizing treatment the microhardness on the surface of the workpiece is 2.5 times than without carburizing treatment. The microhardness can be up to 442.4 HV.The strength of the surface of 20 steel were improved significantly.
20 steel; carburizing treatment; mechanical property; microscopic structure
TG156
A
1008-9446(2017)04-0044-04
2016-11-29
宋劲松(1990-),男,河北承德人,助教,主要从事机械加工和教学,E-mail:sjspc1@163.com。
