用柠檬酸从铝钴膜废料中回收钴酸锂试验研究
2017-10-20许小菊李金辉陈士强
高 岩,许小菊,李金辉,陈士强
(1.河南省冶金研究所有限责任公司,河南 郑州 450053;2.江西理工大学 冶金与化学工程学院,江西 赣州 341000)
用柠檬酸从铝钴膜废料中回收钴酸锂试验研究
高 岩1,许小菊1,李金辉2,陈士强1
(1.河南省冶金研究所有限责任公司,河南 郑州 450053;
2.江西理工大学 冶金与化学工程学院,江西 赣州 341000)
研究了从铝钴膜废料中直接回收钴酸锂正极材料,考察了酸的种类、反应温度、柠檬酸浓度、固液质量体积比、H2O2用量对钴酸锂回收的影响。结果表明:控制反应温度50 ℃,反应时间60 min,柠檬酸浓度0.75 mol/L,固液质量体积比0.75/10,加入5%H2O2,可以回收84%钴酸锂正极材料。该方法较其他强酸体系对钴酸锂材料的破坏作用小很多,所回收的材料结构和形貌变化不明显。
铝钴膜废料;钴酸锂;正极材料;回收
锂离子电池体积小、质量轻、无污染、自放电小、循环寿命长,是21世纪的重要绿色能源[1]。锂离子电池经过数百次充放电后,电极材料体积和活性物质性能发生变化,导致电池容量下降直至报废,每年废旧锂离子电池产出量巨大[2-3]。锂离子电池的正极是将钴酸锂等材料涂布在铝箔上再进行剪裁封装而成,其在生产过程中会产出一些边角废料,这部分边角废料中含大量钴酸锂。锂离子电池所用正极材料以钴酸锂材料居多,而钴价格昂贵且资源匮乏,每年都需要进口大量含钴资源,因此,从废弃锂离子电池及其生产过程中产生的边角废料中回收钴,既有利于环境保护,又有巨大的经济效益[4]。
边角废料或失效的离子电池材料常采用湿法工艺处理。首先用酸性浸出剂将LiCoO2转变为可溶性的盐溶入溶液,浸出剂主要有HCl[5]、H2SO4[6-7]和HNO3[8],而在硫酸或硝酸介质中,通常还需要加入双氧水、硫代硫酸钠等[9-10]或采用超声波[11]强化浸出过程。因LiCoO2在强酸性介质中具有强氧化性,使酸性浸出过程中不可避免地有Cl2或SO2产生,会使工作环境恶化,并加速设备腐蚀。采用含氨和铵盐(硫酸铵、碳酸铵等)等碱性物质为浸出介质,锂、钴浸出率通常也较低,只有22.4%和12.5%[12]。可见,无论采用酸浸还是碱浸,所得浸出液均必须通过沉淀法、溶剂萃取法、溶胶-凝胶法或电化学法进行净化和除杂。除杂后获得的产品主要是碳酸锂、草酸钴等生产正极材料的初级产品,经济效益较低,而且绝大多数酸都会破坏材料结构。为实现钴酸锂材料与铝箔的最大程度剥离,且降低材料结构破坏程度,试验研究了采用复配酸体系在较温和条件下原位分离钴酸锂与铝膜。
1 试验部分
1.1试验原料
试验所用钴酸锂电池正极材料为某锂离子电池生产过程中产生的边角废料,其中含PVDF、铝箔、钴酸锂活性物质、碳黑等,废料主要成分见表1。试验重点回收钴酸锂活性物质。

表1 钴酸锂电池正极材料废料主要成分 %
试验所用试剂均为分析纯。
1.2试验原理与方法
试验利用浸出剂中H+局部溶蚀铝箔表面和活性物质,造成表面缺陷、松散,从而实现钴酸锂的分离。反应式如下:

其中,H2O2作为一种有效还原剂,能将Co3+还原为Co2+,加速钴金属离子的浸出。
首先在三口瓶中加入选定浸出剂,升温至预定温度,加入一定量废料,反应一段时间后取出铝箔,对溶液过滤,滤渣洗涤、烘干并称重,同时测定溶液中溶解的钴和铝质量浓度,并计算钴酸锂分离率。用X射线衍射仪(Rint-2000,Rigaku)和扫描电镜(LJSM-5612LV,JEO)分析样品的晶体结构、表面形貌和能谱成分。
2 试验结果与讨论
2.1酸的种类对钴酸锂分离效果的影响
控制温度50 ℃,反应时间60 min,固液质量体积比1/5,选择2 mol/L的盐酸、硫酸、磷酸和柠檬酸,加入5.0%H2O2,考察不同酸溶解分离钴酸锂的效果,试验结果见表2。
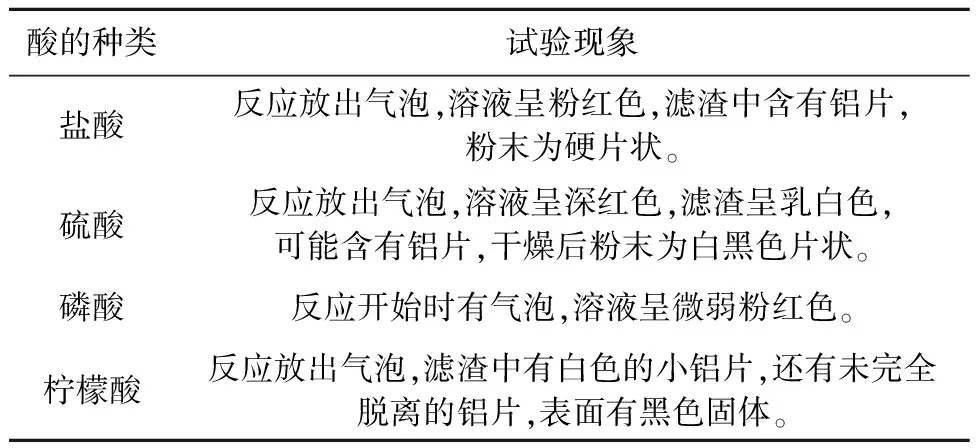
表2 酸的种类对钴酸锂分离效果的影响
从表2看出,强酸浸出液中含有大量钴离子,钴酸锂活性物质被破坏。因为强酸浸出无法实现直接将钴酸锂材料从废料中剥离进而直接材料化,而柠檬酸的剥离效果相对较好,所以,试验选择相对较弱的柠檬酸。
2.2柠檬酸浓度对钴酸锂分离效果的影响
控制温度为50 ℃,反应时间60 min,加入5.0%H2O2,固液质量体积比为0.75/10,柠檬酸浓度对钴酸锂分离效果的影响试验结果如图1所示。可以看出:随柠檬酸浓度增大,溶液中钴、铝质量浓度提高;当柠檬酸浓度为0.75 mol/L时,钴酸锂与铝箔分离率达82%,而钴和铝溶出率相对较低。因此,试验确定柠檬酸最优浓度为0.75 mol/L。
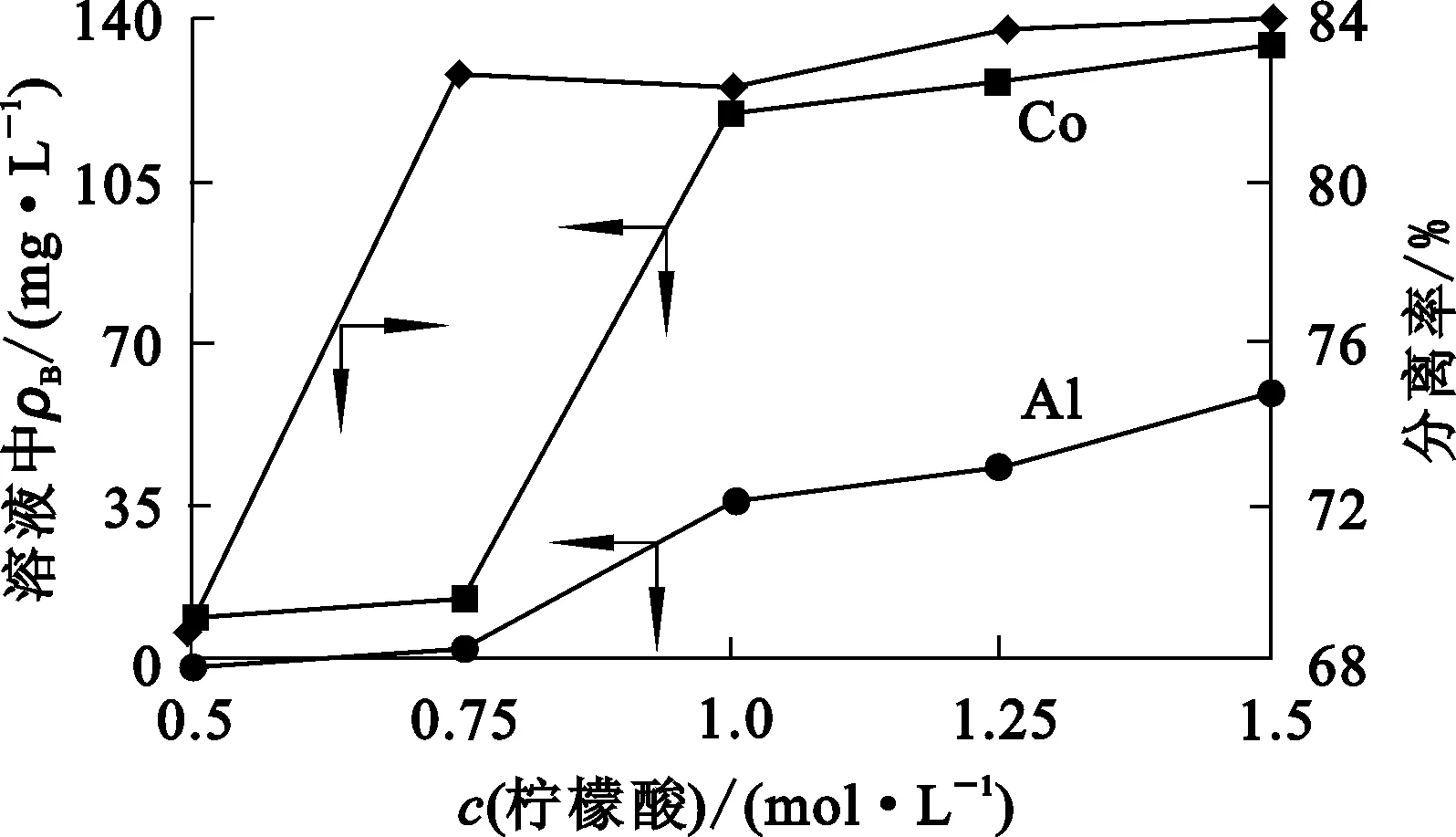
图1 柠檬酸浓度对钴锂分离效果的影响
2.3固液质量体积比对钴酸锂分离效果的影响
控制温度50 ℃,反应时间60 min,加入5.0%H2O2,柠檬酸浓度0.75 mol/L,固液质量体积比对钴酸锂分离效果的影响试验结果如图2所示。
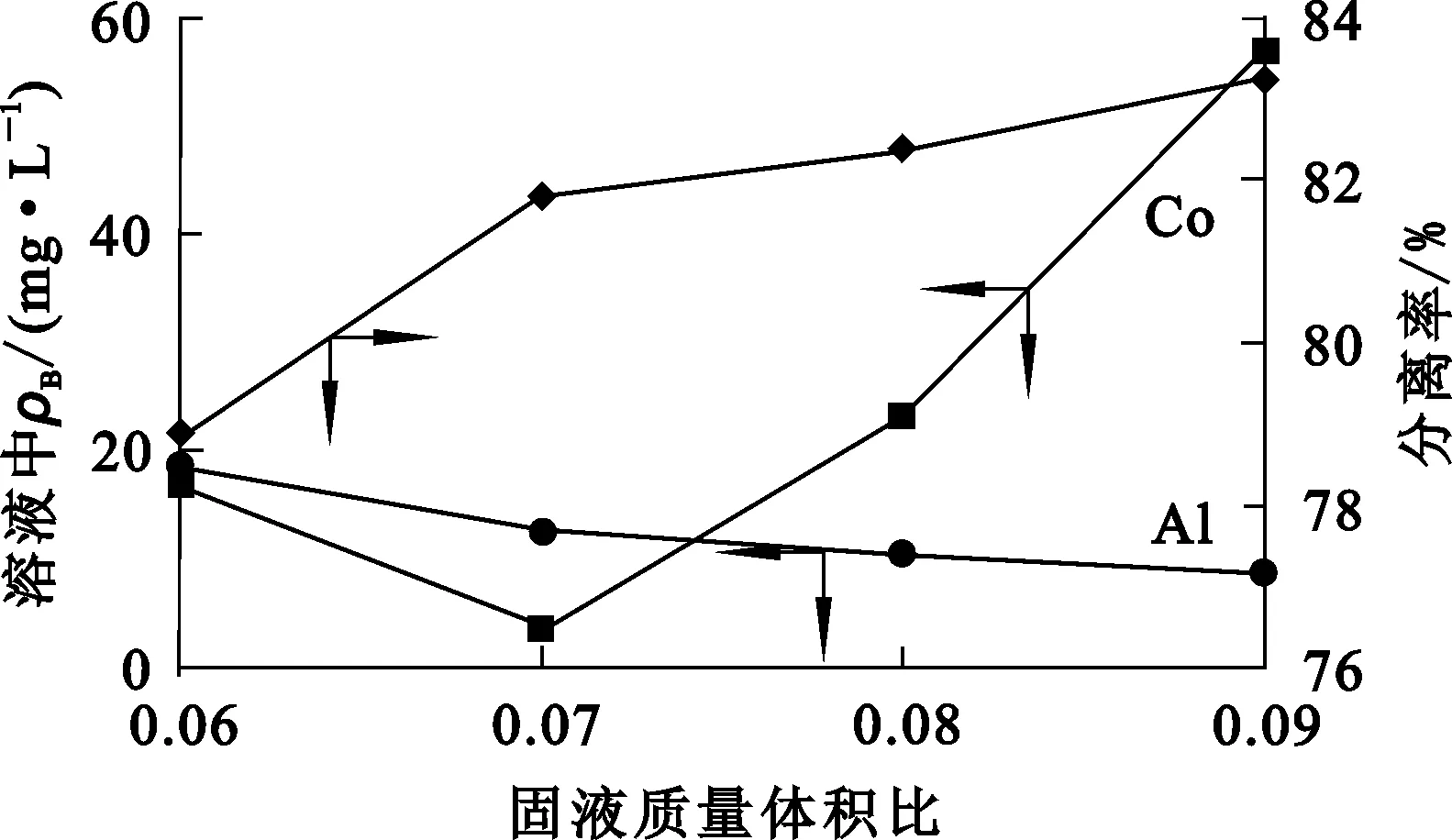
图2 固液质量体积比对钴酸锂分离效果的影响
由图2看出:随固液质量体积比增大,溶液中的钴质量浓度整体呈上升趋势,说明钴酸锂与柠檬酸之间的反应加剧;铝溶出率变化不大;固液质量体积比大于0.7/10之后,钴酸锂与铝箔分离率变化不大。为避免钴损失过度,确定适宜的固液质量体积比为0.75/10。
2.4温度对钴酸锂分离效果的影响
加入0.75 mol/L柠檬酸和5.0%H2O2,反应60 min,固液质量体积比为0.75/10,温度对钴酸锂分离效果的影响试验结果如图3所示。可以看出:随温度升高,溶液中钴质量浓度提高,表明钴酸锂被分解,但铝溶出率相对稳定;随温度升高,钴酸锂与铝箔分离率增大,但温度高于50 ℃后,分离率提高幅度不大,而且溶液中钴质量浓度增大。综合考虑,确定温度以不超过50 ℃为宜。
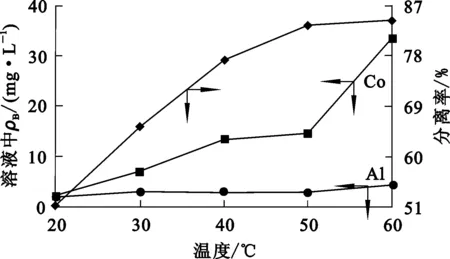
图3 温度对钴酸锂分离效果的影响
2.5H2O2用量对钴酸锂分离效果的影响
控制温度50 ℃,反应时间60 min,柠檬酸浓度为0.75 mol/L,固液质量体积比0.75/10,H2O2用量对钴酸锂分离效果的影响试验结果如图4所示。
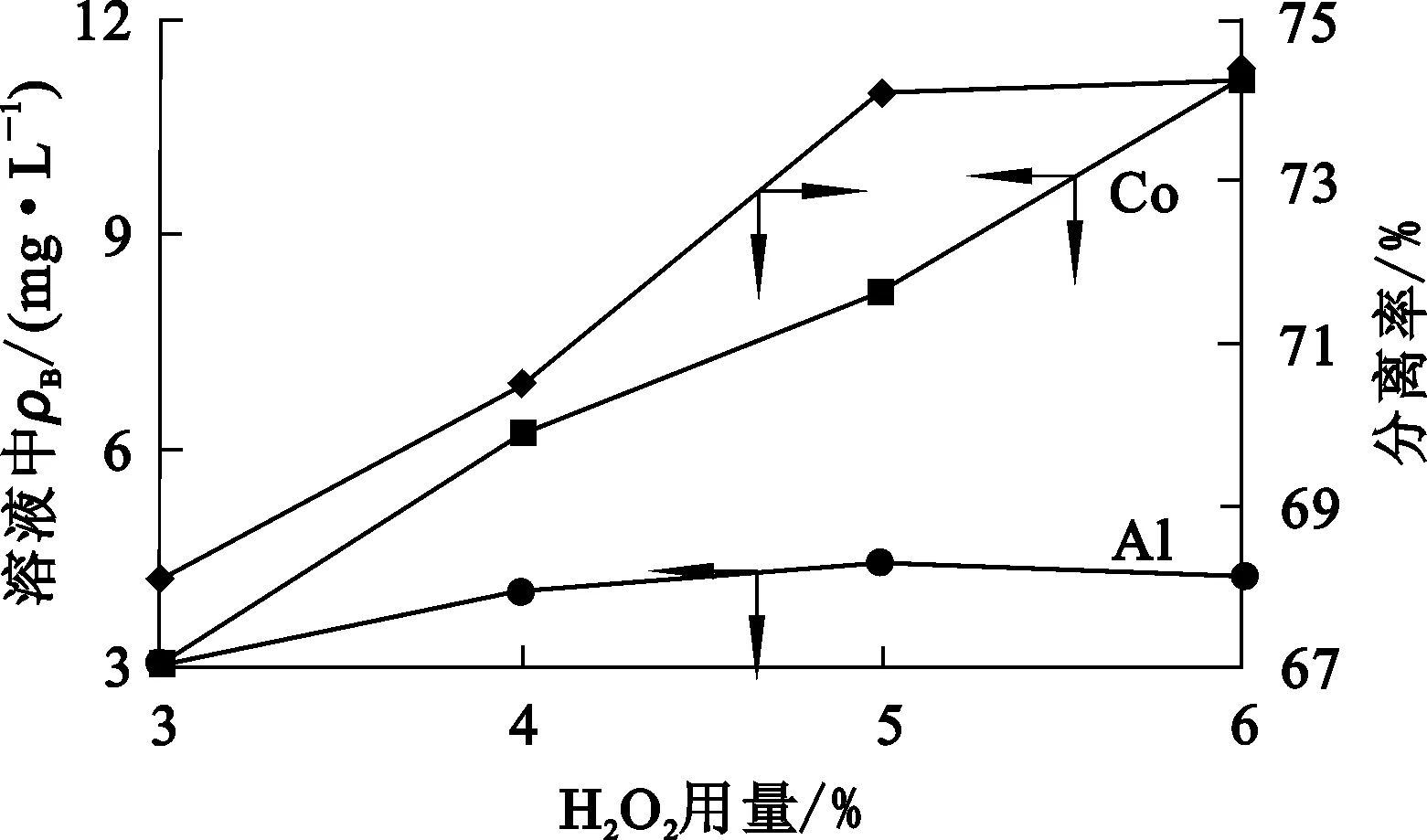
图4 H2O2用量对钴酸锂分离效果的影响
由图4看出:H2O2用量对钴酸锂的溶解有显著影响,对铝的溶解作用不明显;H2O2用量增至5%以上时,钴酸锂与铝箔的分离率基本保持不变。为抑制钴酸锂的分解,H2O2适宜用量确定为5%。
2.6回收的钴酸锂的物性分析
最优条件下分离所得钴酸锂的XRD图谱如图5所示,柠檬酸处理和直接剥离所得钴酸锂的SEM照片如图6所示,能谱分析结果如图7所示。
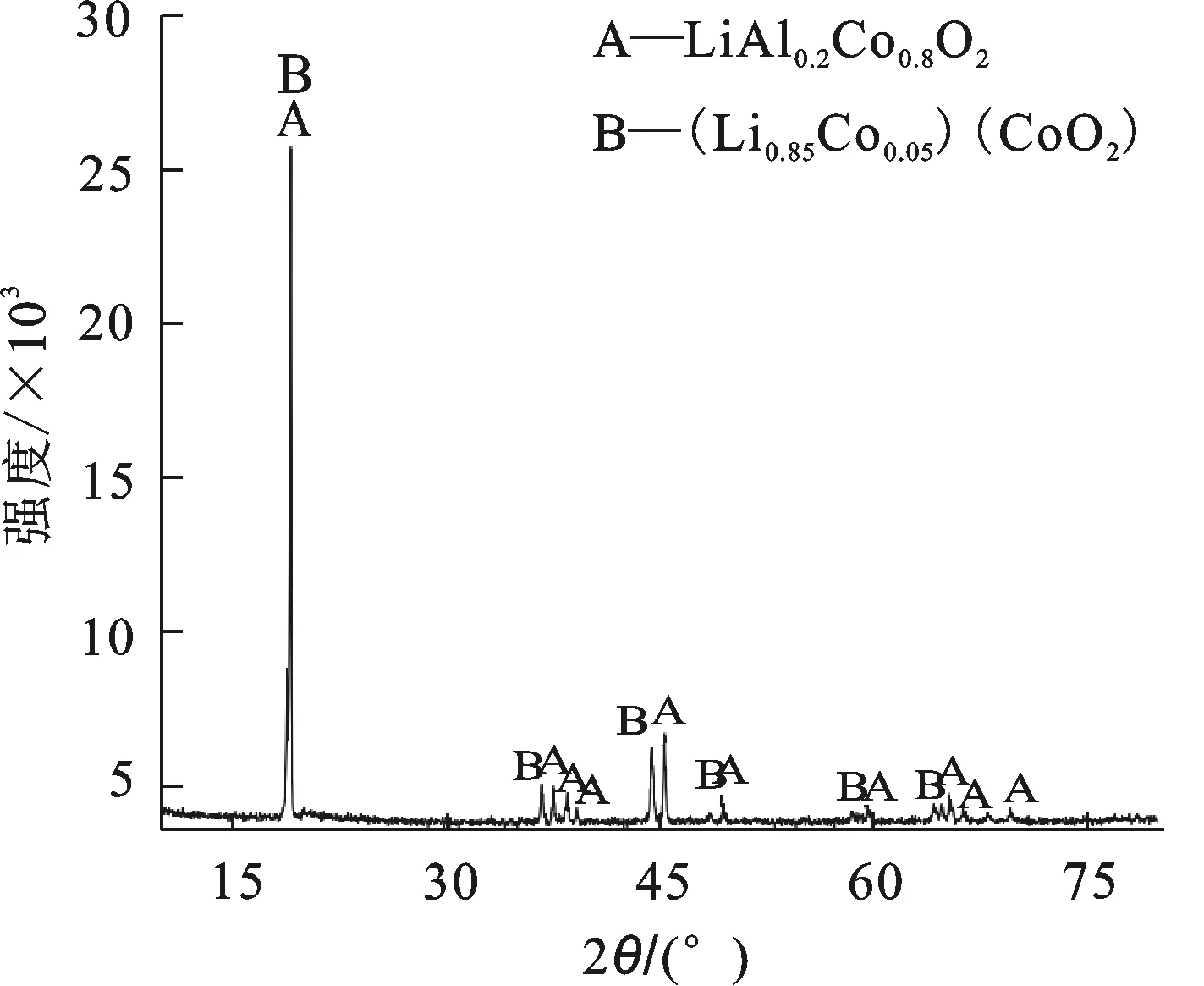
图5 最优条件下分离所得钴酸锂的XRD图谱
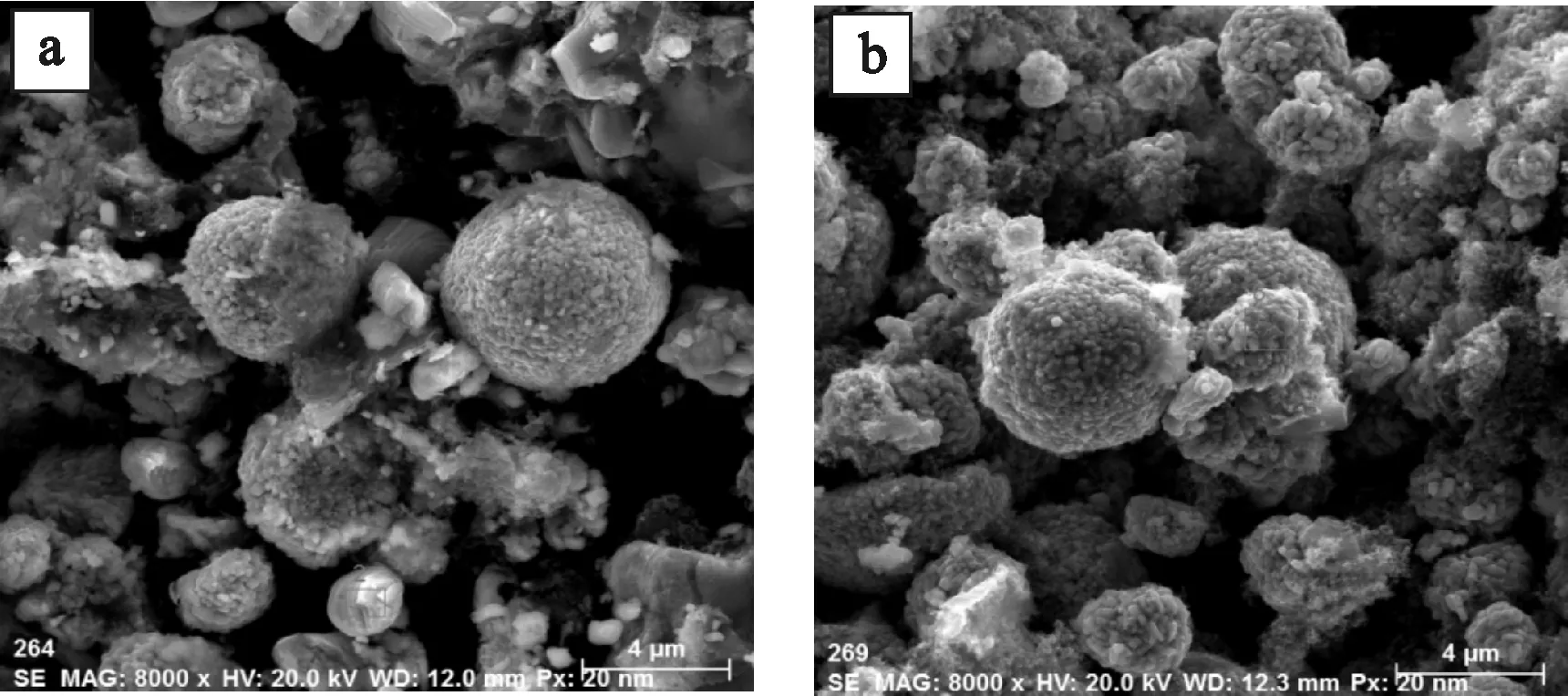
图6 柠檬酸处理(a)和直接剥离(b)所得钴酸锂的SEM照片
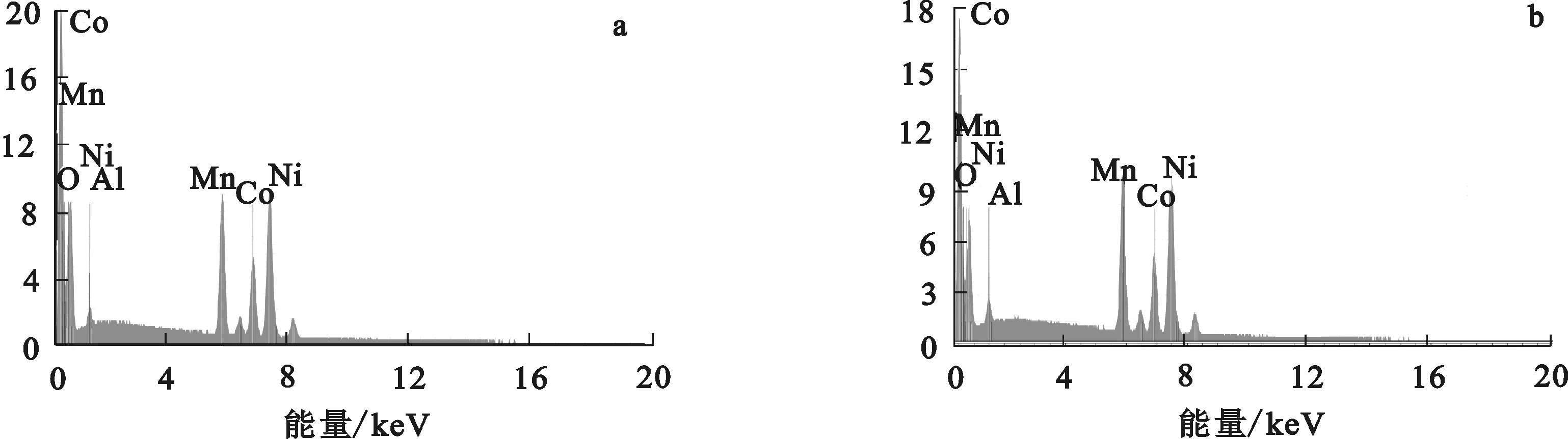
图7 柠檬酸处理(a)和直接剥离(b)所得钴酸锂的能谱分析结果
由图5看出,用柠檬酸处理所得钴酸锂中的主要物质为钴锂铝化合物和乙炔黑。主要成分中铝含量较大,说明材料本身有一定变化,用柠檬酸处理对钴酸锂活性物质有明显影响。由图6看出:未经处理直接剥离的钴酸锂的微观形貌为球形,棉花团状,团聚效果一般;而柠檬酸溶解分离所得粉末的微观形貌仍为球形,表面光整,但间隙相对较大,可能是酸对废料的腐蚀所致。综合图5、6、7看出,经柠檬酸溶解分离所得钴酸锂的主要成分仍为球形钴酸锂,虽然表面结构发生变化,颗粒间隙变大,有少量铝溶解进入其中,但总体物性保持不变。
3 结论
采用柠檬酸体系可以从铝钴膜废料中回收钴酸锂,相较于其他强酸体系,柠檬酸体系对钴酸锂材料本身的破坏作用小很多,所回收钴酸锂可用作电池材料。
在温度50 ℃、反应时间60 min、柠檬酸浓度0.75 mol/L、固液质量体积比0.75/10、加入5%H2O2条件下,可以剥离84%的钴酸锂,所回收的钴酸锂结构和形貌仅有微小变化。
[1] 郭炳琨,李新海,杨松清.化学电源[M].长沙:中南工业大学出版社,2000.
[2] 孙欣,魏进平,王晓宇,等.失效锂离子蓄电池的回收[J].电源技术,2004,28(12):794-797.
[3] 吴芳.从废旧锂离子电池中回收钴和锂[J].中国有色金属学报,2004,14(4):697-700.
[4] 王大辉,王利.锂离子电池正极废料盐化焙烧及硫酸钠的作用[J].粉末冶金工业,2013,23(5):42-45.
[5] ZHANG P W,YOKOYAMA T,ITABASHI O,et al.Hydrometallurgical process for recovery of metal values from spent nickel-metal hydride secondary batteries[J].Hydrometallurgy,1998,50(1):61-75.
[6] 陈少斌,程来星,邹燕飞,等.用硫酸从废锂电池中浸出钴的试验研究[J].湿法冶金,2015,34(1):32-34.
[7] 钟海云,李荐,柴立元.从锂离子二次电池正极废料:铝钴膜中回收铝的工艺研究[J].稀有金属与硬质合金,2001,1(1):1-4.
[8] LEE C K,RHEE K I.Reductive leaching of cathodic active materials from lithium ion battery wastes[J].Hydrometallurgy,2003,68(1/2/3):5-10.
[9] XU J Q,THOMAS H R,FRANCIS R W,et al.A review of processes and technologies for the recycling of lithium-ion secondary batteries[J].Journal of Power Sources,2008,177(2):512-527.
[10] 郭丽萍,方伟,杜小弟,等.用硫代硫酸钠取代双氧水还原钴酸锂的研究[J].无机盐工业,2006,38(5):49-50.
[11] 金玉健,梅光军,李树元.废锂离子电池LiCoO2电极中钴的超声辅助浸出[J].湿法冶金,2006,25(2):97-99.
[12] 杨卜,李敦钫,王成彦,等.失效锂离子电池直接空气氧化氨性浸出研究[J].有色金属(冶炼部分),2009(4):2-5.
RecoveryofLiCoO2FromSpentCobalt-aluminumFilmUsingCitricAcid
GAO Yan1,XU Xiaoju1,LI Jinhui2,CHEN Shiqiang1
(1.He’nanInstituteofMetallurgyCo.,Ltd.,Zhengzhou450053,China; 2.SchoolofMetallurgyandChemicalEngineering,JiangxiUniversityofScienceandTechnology,Ganzhou341000,China)
Recovery of lithium cobalt oxides cathode material directly from spent cobalt-aluminum film was studied.The effects of reaction temperature,citric acid concentration,ratio of solid-to-liquid,H2O2usage on recovery of lithium cobalt oxides were examined.The results show that under the conditions of reaction temperature of 50 ℃,reaction time of 60 min,citric acid concentration of 0.75 mol/L,solid-to-liquid ratio of 0.75/10 and H2O2usage of 5%,84% of lithium cobalt oxides in cathode material can be separated.Contrasted with other strong acidic system,the system has much smaller damaging effects for lithium cobalt oxide,the structure and morphology of recycled material change unconspicuous.
spent cobalt-aluminum film;LiCoO2;cathode material;recovery
X705;TQ131.1
A
1009-2617(2017)05-0405-04
10.13355/j.cnki.sfyj.2017.05.013
2017-02-15
2016年河南省重点科技攻关计划资助项目(162102210142)。
高岩(1978-),男,河南郑州人,硕士,高级工程师,主要研究方向为湿法冶金。
