小袋山核桃仁包装机袋膜纠偏模糊控制系统设计
2017-10-17胡汪洋曹成茂吴正敏胡梦柯
胡汪洋 曹成茂,2 吴正敏 蒋 兰 胡梦柯
(1. 安徽农业大学工学院,安徽 合肥 230036;2. 农业部南方农业装备科学观测实验站,安徽 合肥 230036)
小袋山核桃仁包装机袋膜纠偏模糊控制系统设计
胡汪洋1曹成茂1,2吴正敏1蒋 兰1胡梦柯1
(1. 安徽农业大学工学院,安徽 合肥 230036;2. 农业部南方农业装备科学观测实验站,安徽 合肥 230036)
为减小小袋山核桃仁包装机袋膜跑偏对产品外观与质量造成的影响,提出基于模糊控制的智能纠偏控制方案。在分析拉膜机构工作过程中袋膜跑偏原因与纠偏可行性的基础上,设计了纠偏控制模型,通过CCD传感器检测袋膜偏移量,建立模糊控制规则,实时调控拉膜速度与纠偏辊偏移角度,控制袋膜偏移量始终在要求范围内。利用改进DF-50B2型粉料自动包装机作为试验平台进行纠偏试验,并通过LabVIEW软件对纠偏模糊控制系统输出效果进行测试。试验结果表明,该控制系统具有较好的纠偏效果,拉膜速度为80 mm/s时的纠偏精度最高达0.52 mm,包装重量对纠偏效果没有较明显影响,但拉膜速度越大时袋膜偏移量也越大。该控制系统在保证产品质量前提下,加快了包装速度,进而提高了包装机工作效率。
小袋包装机;山核桃仁;袋膜;纠偏;模糊控制
Abstract: In order to reduce the influence on the appearance and quality of production on the pecan kernel pouch packaging machine, caused by bag film deviation, we proposed an intelligent control scheme based on fuzzy control. Firstly, the reasons of bag film deviation and the rectification feasibility in the working process of the film-drawing mechanism was analyzed. Furthermore, a model of deviation correction control was designed to detect the offset of the bag film by using the CCD sensor, and the fuzzy control rules were established to adjust the film-drawing velocity and the deviation angle of correcting rod in real time. This could ensure the bag film offset always within the required range. The improved DF-50B2 powder automatic packing machine was used as the test platform to rectify the deviation. In addition, the output effect of fuzzy control system was tested by LabVIEW software. The experimental results showed that the control system had a preferable rectifying effect. When the drawing speed was set at 80 mm/s, the maximum rectification precision of fuzzy control was 0.52 mm, and the packaging weight had no obvious influence on the rectify deviation effect, the film offset increasing with the film-drawing velocity. The control system could accelerate the packaging speed on the premise of ensuring the product’s quality requirements, which also improved the efficiency of packaging machine.
Keywords: pouch; packaging machine; bag film; pecan kernel; rectify deviation; fuzzy control
山核桃又名核桃楸、胡桃楸,高达10~20 m,胸径30~60 cm,具有极高的营养价值和口感,适生于腐殖质丰富的山谷或山麓疏林中,海拔平均为400~1 200 m,在中国主要产于浙皖交界处山区,如临安、宁国等地[1]。目前市场上加工后的山核桃存贮期仅有春节前后3~5个月,未经破壳取仁深加工的山核桃不易于食用,口感差且售价低,而经深加工后的山核桃仁食用方便且口感更佳,在市场上广受消费者青睐,厂家也更倾向于出售精包装后的山核桃仁,售价可达320~400元/kg[2-4]。所以对包装机的定量精度与速度的要求也越来越高。
在对山核桃仁进行自动包装过程中,包装机往往会由于拉膜、送膜杆位置不适当、袋膜受力不均匀[5]、拉膜速度与纵封、横封、切断处的瞬时速度不一致等原因,导致包装袋膜无法保持直线运动,也就是袋膜中心线偏离系统设定的中心线,工程上称作袋膜跑偏现象[6-7]。跑偏严重时会引起包装袋封边不齐整、褶皱、漏气、袋子尺寸不符标准等质量问题,还会造成包装袋膜与制袋成型器卡死,无法正常工作[8-9]。
目前工业生产线中类似的物料传输位置跑偏问题,主要的解决办法是采用纠偏控制,其在农业机械智能化推广过程中已被广泛应用,如无人机滑跑、带钢材料收卷、布袋缠绕、起重机啃轨等领域,纠偏方式主要为电感式与红外线式2种[10-11]。但目前山核桃仁包装机还未将纠偏控制系统引入,仅依靠机械的调控难以实现高精度纠偏[12]。为避免袋膜跑偏对山核桃仁外观与质量造成影响,本研究基于模糊控制原理提出了自动检测袋膜偏移量的智能纠偏控制方案,可广泛应用于同类型包装机。
1 跑偏原因与纠偏可行性分析
1.1 包装机拉膜机构
小袋山核桃仁包装机整个工作过程主要由给料机构、拉膜机构、纵封横封机构、切断机构等配合电气控制部分完成,其中拉膜机构包括了放膜杆、压膜杆、打码机、传感器等机构,见图1。电机提供动力输出,带动主动送膜杆进行送膜,配合压膜杆使袋膜具有一定的张力,保证袋膜表面平整和均匀输送。
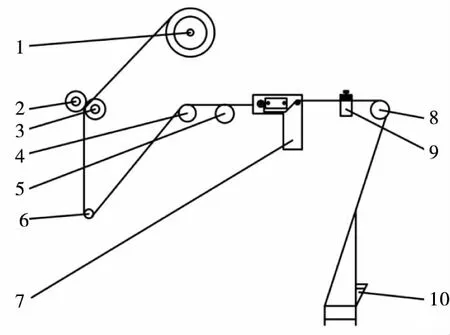
1. 放膜杆 2. 从动送膜杆 3. 主动送膜杆 4. 放膜杆 5. 纠偏辊 6. 压膜杆 7. 打码机 8. 放膜杆 9. 检边传感器 10. 制袋成型器
图1 拉膜机构工作示意图
Figure 1 Schematic diagram of film-drawing mechanism
1.2 跑偏原因分析
1.2.1 送膜杆制造误差与安装误差的影响 送膜杆导致跑偏的原因主要有2种:① 由于外圆圆柱度的误差使辊子表面呈现类似锥形形状,受牵引力F作用影响,造成输送过程中袋膜两侧的摩擦阻力差别较大,产生横向偏移力Fx,进而使得袋膜向着所受摩擦阻力较大的一侧跑偏[13],见图2;② 由于安装水平度的误差使辊子有一定倾斜,在牵引力F和最小静摩擦力f作用下,产生横向偏移力Fx,导致袋膜向着偏向于输送正方向一侧跑偏,见图3。
1.2.2 落料位置及方向的影响 如图4所示,若山核桃仁的落料位置始终相对于包装袋的中心线有较大偏差,导致袋膜输送过程中受到偏向一侧的冲击力,会使袋膜产生同向的跑偏,且山核桃仁重量越大,造成的冲量影响越大[14]。
1.2.3 袋膜张力分布不均匀的影响 为抑制山核桃仁油脂氧化的次级产物生成,大部分的包装袋膜都是采用PE聚乙烯塑料纤维材料,而塑料袋膜往往存在厚度不均的现象,导致袋膜与放膜、送膜杆接触表面不同位置的摩擦系数各不相同;另外在一定拉力的作用下塑料纤维式的袋膜会产生形变,而且由于各处张力分布不均匀也会使得形变大小不一,从而影响袋膜的跑偏[15-16]。所以袋膜输送过程中要控制张力的大小,保证送膜的平整性与均匀性,一般通过调整拉膜速度和压膜杆位置来实现。

图2 送膜杆外圆圆柱度误差对跑偏的影响

图3 送膜杆安装水平度误差对跑偏的影响

图4 落料位置对袋膜跑偏的影响
综上所述,在山核桃仁包装机工作过程中,影响输送袋膜跑偏因素较多,理论上要同时保证送膜、放膜、压膜杆的安装精度和制造精度,以及袋膜材料的张力均匀性都达到理想状态,几乎是不可能的,而且还要考虑不同包装对象在包装工艺上的客观影响。因此包装机拉膜过程中出现跑偏现象是很难避免的,只能通过在控制方法上的改进逐渐减小袋膜跑偏量,控制其在允许范围内,最终达到产品包装要求。
1.3 纠偏模型与可行性分析
送膜杆或纠偏辊的水平度对袋膜输送的平整性有着较大的影响,且袋膜总向着偏向于输送正方向一侧跑偏。因此,完全可以通过调整纠偏辊的倾斜度进行纠偏控制,拉膜机构工作过程中袋膜偏向哪一侧,纠偏辊就向相反的另一侧调整一定的角度。基于此原理,可以设计包装机拉膜机构纠偏控制模型,见图5。
山核桃仁包装机纠偏机构的倾斜作用见图6。
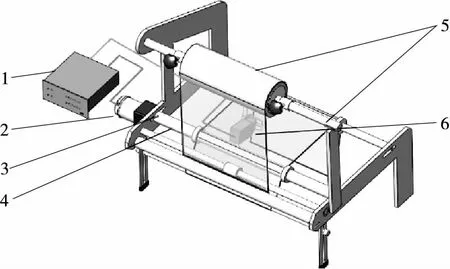
1. 控制器 2. 纠偏电机 3. 螺纹丝杆 4. 纠偏辊 5. 放膜杆 6. 检边传感器

α. 纠偏辊与垂直方向夹角,(°)β. 袋膜与水平方向夹角,(°)a. 丝杆行程,mmb. 纠偏辊正位置长度,mmc. 纠偏辊偏位置长度,mmd. 袋膜宽度,mme. 袋膜偏移量,mmL. 纠偏辊与放膜辊间距,mm
图6 纠偏辊倾斜作用分析
Figure 6 Analysis of tilt effect of rectifying roller
纠偏电机在检测到偏移信号后通过螺纹丝杆推动纠偏辊倾斜一定角度α,实现袋膜的纠偏,袋膜与水平方向夹角β和袋膜偏移量e之间的关系为:
e=Ltanβ。
(1)
根据式(1)可计算袋膜纠偏速度v,见式(2)。

(2)
式中:
v——袋膜纠偏速度,mm/s;
w——袋膜偏移角速度,rad/s。
同理可计算纠偏辊偏移角度α,见式(3)。

(3)
此外,还可计算纠偏电机对丝杆施加的推力F推,见式(4)。

(4)
式中:
η——丝杆正效率,%;
T——纠偏电机转矩,N·m;
Ph——丝杆导程,mm。
提高纠偏控制系统的精度主要有以下3种方式:① 采用高精度的传感器;② 执行机构要具有足够快的响应速度,并且动作精确;③ 对纠偏控制策略和算法进行优化。但对传感器和执行机构进行硬件上的提高短期内较困难,同时也会增加设备的成本,所以本文着重通过第3种方式进行改进。
2 总体控制方案设计
2.1 纠偏模糊控制工作原理
纠偏控制系统主要由纠偏控制器、传感器和执行机构3个部分组成。安装在包装薄膜的边缘位置的CCD传感器检测出薄膜与设定中心线偏离的大小,将位移位置变化的偏差量进行A/D转换,再经放大后输入模糊PID控制器,利用模糊控制规则在线修改PID参数,满足不同时刻输入量对PID参数自整定的要求,控制系统对信号进行分析处理发送纠偏信号到执行机构,当检测的偏移量大于设定误差范围时,驱动步进电机和机械传动装置进行纠偏[17-19]。自适应模糊PID控制器结构见图7。
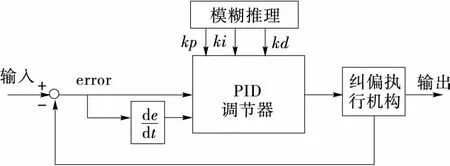
图7 自适应模糊控制器结构图
2.2 包装机纠偏模糊控制方案
结合小袋山核桃仁包装机的工作特点,袋膜位置受包装重量和拉膜速度等干扰因素的影响不断改变,且变化频率高,不易定量表示。因此采用模糊自适应PID进行纠偏控制,设定固定位置和允许跑偏范围,通过CCD传感器检测袋膜边缘位置变化量,将位置偏差和偏差变化率反馈到纠偏模糊控制器的输入端,然后由LabVIEW上位机根据控制系统的实际响应情况,运用模糊推理,实现对PID参数的最佳调整,同时模糊控制器输出脉冲信号控制执行机构进行纠偏,构成一个闭环控制回路,使袋膜的输送位置始终处在稳定的范围内,保证下一环节封合机构动作时效果达到最佳[20-21]。利用LabVIEW软件建立隶属函数模型并输出仿真,提高了纠偏系统整体稳定性与纠偏精度。具体控制方案见图8。

图8 纠偏控制系统框图
3 纠偏模糊控制器设计
3.1 建立隶属函数模型
在建立模糊控制规则基础上对kp、ki、kd进行自适应校正,将袋膜偏移量E分为7个等级,并建立模糊子集{负大(NB),负中(NM),负小(NS),零(Z),正小(PS),正中(PM),正大(PB)},论域为[-5,5],采用常用的三角形隶属函数实现袋膜偏移量的模糊化,在LabVIEW软件中用隶属函数编辑器建立相应的隶属函数模型,见图9。
将袋膜偏移量变化率EC分为7个等级,建立模糊子集{负快(NF),负中(NM),负慢(NS),零(Z),正慢(PS),正中(PM),正快(PF)},论域为[-5,5],采用三角形隶属函数实现袋膜偏移偏差变化率的模糊化,在LabVIEW软件中用隶属函数编辑器建立相应的隶属函数模型[22],见图10。
根据纠偏原理,袋膜偏移量越大意味着包装效果越差,对应纠偏辊的偏移角度U就越大,工作中纠偏电机的转速与输入趋于线性关系,为避免袋膜纠偏过程中由于电机的频繁动作引起的振荡,采用了带死区的PID控制算法,控制算法见式(5)。

图9 袋膜偏移量E隶属函数
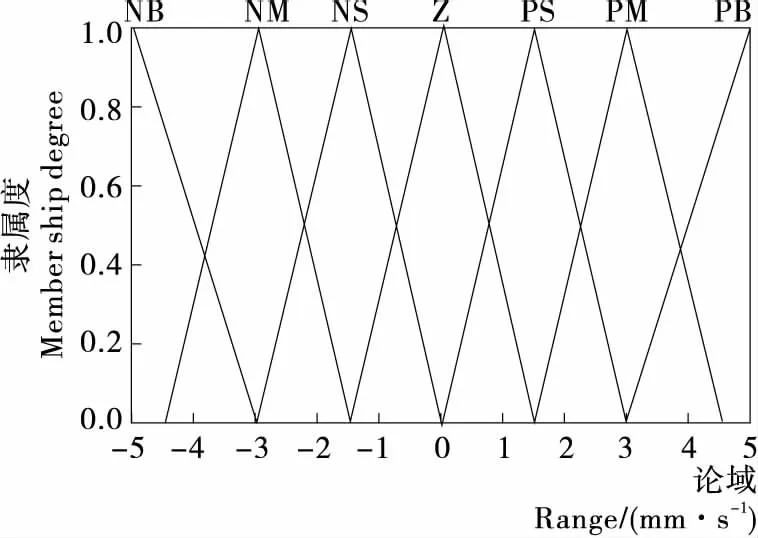
图10 袋膜偏移偏差变化率EC隶属函数
(5)
式中:
e(k)——袋膜位置检测误差,mm;
e0——可调死区值,mm。
若e0值设定过小会使控制电机动作频繁,反之会使控制系统产生较大的滞后[23]。基于此建立纠偏输出模糊子集{负大(NB),负中(NM),负小(NS),零(ZE),正慢(PS),正中(PM),正大(PB)},采用三角形隶属函数实现纠偏输出量的模糊化,在LabVIEW软件中用隶属函数编辑器分别建立kp、ki、kd隶属函数模型,见图11。
3.2 建立模糊控制规则
定义好变量并完成模糊化后,控制系统不断检测E和EC的变化,并根据模糊控制原理在线对Δkp、Δki、Δkd进

图11 kp、ki、kd隶属函数
行修改,从而满足控制系统的动、静态稳定性。当kp越大时,系统响应速度越快,调节精度越高,但易产生超调量造成系统不稳定;当ki越大时,系统静态误差消除越快;kd主要是改善系统动态特性,不宜过大,否则会降低系统抗干扰能力。根据专家操作经验针对控制系统的kp、ki、kd3个参数分别建立模糊控制规则表,见表1~3。

表1 kp模糊控制规则

表2 ki模糊控制规则

表3 kd模糊控制规则
3.3 输出效果测试
利用LabVIEW软件平台设计纠偏模糊控制系统程序框图[24-25],见图12。将袋膜偏移量E和袋膜偏移偏差变化率EC作为系统的输入,加载建立好的fs文件,经过模糊匹配和解模糊处理输出kp、ki、kd相关参数。
kp、ki、kd输出仿真效果和纠偏输出曲线分别见图13、14。通过仿真结果可以看出,在设定拉膜速度为160 mm/s,包装重量为30 g/包的条件下,模糊PID控制方法下的纠偏输出效果达到了理想状态,控制超调量小,几乎没有稳定误差,并且在系统稳定后,纠偏输出曲线趋向于直线,控制袋膜偏移量始终在合适范围内。
4 纠偏控制试验
4.1 材料与设备
包装对象选用产于浙皖交界处的宁国山核桃仁(破壳前籽料沿缝合线方向直径:18~22 mm,圆度系数0.98);选用改进的汕头市锦华泰包装机械有限公司DF-50B2型粉料自动包装机作为试验平台,增加了纠偏控制机构,包装速度为35~70 包/min,对应拉膜速度120~400 mm/s,计量范围5~50 g,常规制袋尺寸(展开):长200~340 mm、宽160~280 mm;纠偏电机选用ASLONG PG36-42BY型步进电机,直流24 V供电,额定功率15 W,具有较好的定位精度;检边传感器选用SONY ZS-2073 CCD传感器,具有良好的线性特性曲线且检测灵敏度高;包装袋膜选用280 mm聚乙烯(PE)薄膜,优点是阻水阻湿性好,且有一定的机械抗拉和抗撕裂强度,柔韧性好,减小了由于拉力过大造成薄膜产生形变带来的跑偏影响。

图12 纠偏控制系统程序框图

图13 kp、ki、kd输出仿真结果

图14 纠偏输出曲线
4.2 试验方法与结果
根据上文的分析,对袋膜跑偏影响较大的干扰因素有拉膜速度V和包装重量G,这2个时变参数均可通过控制系统在触摸屏上进行手动设置,根据试验包装机的参数,分别设置拉膜速度80,140,200 mm/s,重量5,25,50 g各3个级别,在9组不同组合下各进行多次纠偏试验,取袋膜输送过程中的最大偏移量,验证纠偏控制系统的纠偏精度。并根据专家经验对包装效果进行评判,评判依据包括袋子平面对角误差、封边整齐度、褶皱、漏气、尺寸标准等质量情况,制袋不同包装效果对比见图15,左边为出现褶皱、整齐度较差的包装袋,右边为包装效果较好的包装袋。每次试验以包装完成100 包为止,记录每个袋子的平面对角误差,计算平均值和产品合格率来验证包装效果,合格率按式(6)计算。试验结果见表4。

(6)
式中:
A——包装合格率,%;
TN——符合包装标准总包数,包;
T——包装总包数,包。

图15 不同包装效果对比图
为了验证控制系统的纠偏效果,在不纠偏的条件下对拉膜速度分别为80,140,200 mm/s,包装重量25 g时进行3组试验,每次试验同样以包装完成100包为止,计算产品合格率来验证包装效果。试验结果见表5。
由表2、3可知,采用纠偏模糊控制时的袋膜跑偏量最大值为0.77 mm,而非纠偏情况下拉膜速度为200 mm/s时的偏移量很难控制在2 mm以下,最大达到4.09 mm,证明该控制方案可明显改善包装效果。通过各组数据之间的对比分析还可看出,针对山核桃仁的包装过程,包装重量对纠偏效果没有较明显的影响,但随着拉膜速度的增大,袋膜偏移量也增大,且合格率降低,所以选择合适的拉膜速度能够提高包装机的实际工作效率。
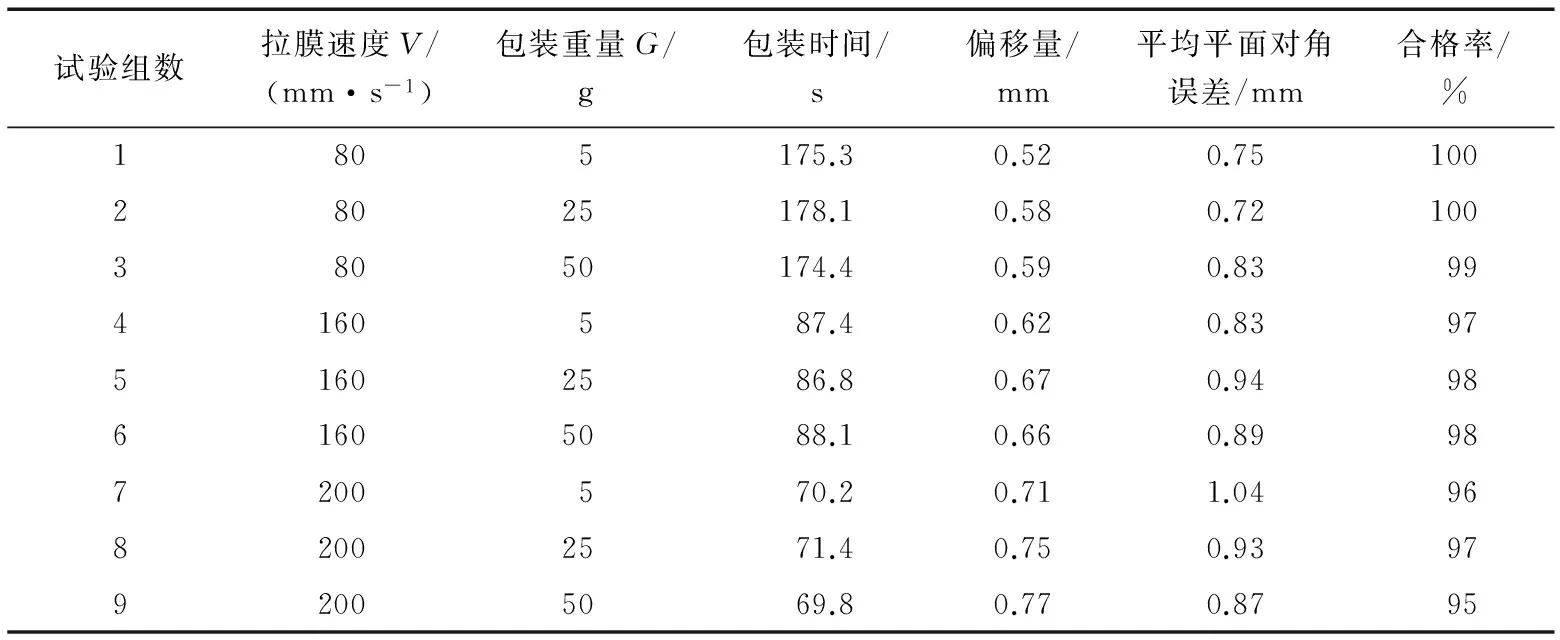
表4 纠偏试验结果

表5 非纠偏条件下试验结果
5 结论
分析了山核桃仁包装机拉膜机构工作过程中袋膜输送出现跑偏的原因,从理论上阐述了袋膜纠偏的可行性,并设计了有针对性的小袋山核桃仁包装机拉膜机构纠偏模型。针对袋膜输送过程中产生的时变参数,提出了纠偏模糊控制方案,建立了相应的隶属函数模型和模糊控制规则,并利用LabVIEW软件进行输出效果测试,结果表明通过纠偏模糊控制得到的偏移量变化曲线,基本没有超调量且稳定性高。利用改进的山核桃仁包装机在不同条件下进行分组试验,验证了仿真结果的正确性,该纠偏模糊控制系统的纠偏精度最高达到0.52 mm,使包装效果得到明显改善。
[1] 吕秋菊, 沈月琴, 高宇列, 等. 山核桃产业的发展过程、动因及展望[J]. 浙江农林大学学报, 2012(1): 97-103.
[2] 陶菲, 郜海燕, 陈杭君, 等. 不同包装对山核桃脂肪氧化的影响[J]. 农业工程学报, 2008(9): 303-305.
[3] 朱德泉, 曹成茂, 丁正耀, 等. 山核桃坚果热风干燥特性及其工艺参数优化[J]. 农业工程学报, 2011(7): 364-369.
[4] 彭祺, 边威, 王佳丽, 等. 不同加工工艺对临安山核桃营养成分的影响[J]. 食品工业科技, 2013(20): 173-175, 189.
[5] 赵美宁, 王芳. 鲜奶无菌包装机中的袋牵引装置及控制[J]. 食品与机械, 2006, 22(4): 70-71, 80.
[6] 刘义伦, 廖伟, 时圣鹏, 等. 宽幅铝板带热连轧跑偏控制的张力调节模型与仿真[J]. 锻压技术, 2011(2): 152-155.
[7] 刘海生, 张俊, 李菡, 等. 全自动立式颗粒包装机传动系统及横封机构的改进与仿真[J]. 食品与机械, 2015, 31(4): 94-96, 137.
[8] 阎龙, 江伟, 史耀耀. 复合材料布带缠绕纠偏控制系统设计[J]. 宇航学报, 2012(8): 1 171-1 176.
[9] LIU Hong-yu,XU Ze-ning. The design of check control system of strip steel deviation correction and the heat structure coupling analysis on relative sensor[J]. Sensors & Transducers, 2013, 156(9): 123-129.
[10] 彭杭, 文晟, 张铁民, 等. 三列中封全自动制袋机拉膜跑偏的有限元分析[J]. 包装工程, 2014(5): 41-45, 72.
[11] KOU Xue-qin, GU Li-chen. Application of PID control based on rbf neural network in electro-hydraulic servo system for steel strip deviation[J]. Advanced Materials Research, 2012, 468-471: 434-438.
[12] 万苏文. 基于热合包装机的纠偏控制系统设计[J]. 包装工程, 2014(5): 54-57.
[13] 杨开平, 史耀耀, 何晓东, 等. 复合材料布带缠绕智能纠偏控制技术[J]. 航空学报, 2011(7): 1 318-1 325.
[14] 刘持平, 卢世坤. 输送带跑偏原因、对策和纠偏技术的发展[J]. 煤矿机械, 2009(3): 7-9.
[15] 孙智慧, 岳亚东, 刘晔. 卷带包装材料连续供送恒张力控制系统的设计[J]. 农业机械学报, 2006(8): 208-210.
[16] LUO Wei-ping. An intelligent control system for edge position deviation of narrow fabrics[J]. Advanced Materials Research, 2012, 461: 606-610.
[17] 张洪涛, 段发阶, 胡亮, 等. 线阵CCD薄膜测宽装置关键技术[J]. 哈尔滨工业大学学报, 2009(5): 110-112.
[18] QU Shao-cheng, TIAN Yao, CHEN Chan. Fuzzy PID control for intelligent smartcar system with CCD camera[J]. Key Engineering Materials, 2011, 467-469: 433-436.
[19] 何晓东, 史耀耀, 秦现生. 复合材料布带缠绕纠偏模糊控制技术研究[J]. 西北工业大学学报, 2014(3): 464-469.
[20] 吴晓强, 李亚莉, 周红杰, 等. 基于模糊PID的茶叶烘干机恒温控制系统研究[J]. 食品与机械, 2015, 31(4): 111-113, 255.
[21] 董全成, 冯显英. 基于自适应模糊免疫PID的轧花自动控制系统[J]. 农业工程学报, 2013(23): 30-37.
[22] 曹成茂, 吴正敏, 梁闪闪, 等. 茶叶杀青机双模糊控制系统设计与试验[J]. 农业机械学报, 2016(7): 259-265.
[23] 徐耀良, 赵万剑, 王博, 等. 自适应模糊控制在纠偏控制器中的应用[J]. 控制工程, 2013(2): 313-316, 323.
[24] GULER H, ATE E. The comparison of manual and LabVIEW based fuzzy control on mechanical ventilation[J]. Proc. IMech EPart H: Journal of Engineering in Medicine, 2014, 228(9): 916-925.
[25] 舒华, 舒怀林. 基于LabView的PID神经网络控制器设计与仿真[J]. 系统仿真学报, 2006(10): 2 918-2 920.
Design of the rectifying fuzzy control system of the bag film of pouch pecan kernel packaging machine
HU Wang-yang1CAOCheng-mao1,2WUZheng-min1JIANGLan1HUMeng-ke1
(1.CollegeofEngineering,AnhuiAgriculturalUniversity,Hefei,Anhui230036,China; 2.ScientificObservingandExperimentalStationofAgricultureEquipmentfortheSouthernChinaMinistryofAgricultural,Hefei,Anhui230036,China)
10.13652/j.issn.1003-5788.2017.08.014
国家自然资金面上项目(编号:51475002);安徽省农业机械管理局富民工程科技攻关资助项目(编号:2015FMGC-012)
胡汪洋,男,安徽农业大学在读硕士研究生。
曹成茂(1964—),男,安徽农业大学教授,博士。 E-mail:caochengmao@sina.com
2017—05—02
