废液压滤机自动控制系统故障分析及处理
2017-10-17
(连云港碱业有限公司,江苏 连云港 222042)
废液压滤机自动控制系统故障分析及处理
张思春
(连云港碱业有限公司,江苏 连云港 222042)
主要介绍公司压滤机工作情况,对压滤机使用中经常出现的各类故障进行分析与探讨,并提出可行的解决方法。
压滤机;控制系统;传感器;故障分析;报警
压滤机是公司投产的环保项目,主要处理重碱排放废液,作为核心设备,其工作效率是制约废液处理能力关键。压滤机主设备从芬兰引进,自控设备是西门子S7-300PLC控制器,外围受控部件是拉罗克斯(LAROX)公司从欧洲公司选购特殊配件。在使用过程中,进口压滤机明显的优势得到了用户的认可,但因设备长期与重碱排放废液直接接触,对控制设备腐蚀、污染较大,造成压滤机故障较多,直接影响设备稳定运行。
1 压滤机工作简介
拉罗克斯压滤机通常采用压力过滤的原理,利用滤布的截留和滤板的支撑作用,形成滤饼,使废液达到固液分离的作用。其主要设备由机架、板框组、滤布驱动装置、洗涤装置、管路、现场接线端子箱、PLC控制柜以及各类传感器等附属仪表装置等几大部分组成。压滤机工作循环过程大致可分为以下程序完成:压力释放、板框打开、卸饼滤布清洗、重新操作、板框闭合、管道清洗、过滤、管路清洗、软管清洗、挤压、污水排放、风干等12个过程。也可以根据需要进行适当减少。
拉罗克斯压滤机的控制系统采用PLC控制,其控制原理如图1。压滤机控制自动化程度高,通过触摸屏显示工作步骤,在触摸屏及手操器都可以进行手动操作,能够对每个阀门、电机进行手动控制。正常情况可分为手动及自动,自动情况压滤机动作由PLC控制完成。手动情况,工艺人员通过手操器或触摸屏进行运行、停止操作,维修人员在手动状态进行设备维修。如果压滤机处于故障报警,设备不能运行,直至故障排除复位后才能继续。
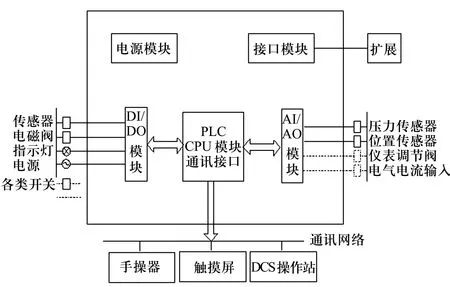
图1 压滤机控制原理图
2 压滤机自控系统常见故障及处理方法
2.1 阀门位置传感器报警
阀门位置传感器为接近式感应开关,有3根接线,棕色为24V+端,蓝色为24V-端,黑色为反馈信号输出端。当金属感应块靠近传感器感应范围(2~5 mm)时,传感器输出一个24 V的信号送给PLC输入端,该信号可在触摸屏上显示。如阀门V02打开传感器S102,或闭合传感器S202出现报警,有以下可能:
1)传感器没有检测到感应块(金属);
2)传感器损坏,信号线断;
3)传感器到PLC模块之间的24V信号不通。
解决方法:
1)可调节传感器与感应块之间的距离来解决,可通过传感器上LED灯的“亮或灭”来判断,或查看PLC上相对应的点的“亮或灭”;
2)传感器常亮或不亮说明传感器损坏需更换;
3)传感器到PLC模块之间有多个接线箱,如果接线箱里的端子排上接线没接好会导致信号不通。
2.2 锁紧销传感器故障报警
锁紧销传感器的原理及处理方法同上,但考虑到锁紧销属于活动部件,如润滑不好则会出现锁紧销不到位,从而导致锁紧销传感器的报警,所以要定期给所紧销加油,保证润滑。
2.3 板框位置传感器故障报警
板框位置传感器是通过钢丝绳的伸缩转换成相对应的4-20 mA模拟信号来测量板框的位置,所以钢丝绳能灵活伸缩尤为重要。实际应用中钢丝绳的故障大大高于电路故障,如板框传感器钢丝绳断股,不回缩,变形等都会造成报警。
一般的处理方法:给板框位置传感器钢丝绳加油保持良好的润滑,保持钢丝绳的清洁,去除附着物。如钢丝绳断股、不回缩、变形就需要更换钢丝绳。
2.4 滤布自动调偏传感器报警
滤布调偏传感器通过红外线来检测滤布跑偏的,并对跑偏的滤布进行自动调整。正常状态下,压滤机本体滤布调偏传感器S838、S839处于常亮。只有滤布跑偏时,S838或S839灯灭,同时启动调偏电机M07对跑偏的滤布自动调整。
当出现滤布跑偏又不能自动调偏时,一般解决方法:首先从触摸屏上观察S838或S839状态显示是否有变化来判断传感器是否正常。接着检查传感器上是否有泥浆把传感器表面覆盖,如果都正常的话说明传感器已损坏,应予更换。
滤布边限开关S838A(左),S839A(右)为正常情况下常亮。
调偏辊传感器S873,S874位于调偏电机下方,检测调偏辊上下移动位置,当调偏辊与调偏杆脱落时报警。
2.5 滤布接缝传感器报警
滤布接缝传感器为接近式电感应原理,当接缝(金属)到达传感器的感应距离时,传感器输出24 V信号给PLC的输入端,说明检测到接缝,滤布接缝传感器 S332灯亮。如果S332的灯不亮则滤布接缝与传感器之间的距离太大。
一般解决方法:在传感器接线孔边上有一微调旋钮,可以通过它来调整传感器的感应距离——顺时针调距离远,逆时针调距离近。也可通过调整接缝传感器支架的位置来实现。传感器的LED不亮或常亮时,说明传感器已损坏,需更换。
2.6 紧急停车报警
紧急停车报警一般是紧急停车按钮的常闭触点断开(模块E32.6灯不亮)所致,要检查S701(PLC柜内)按钮的触点是否断开。
2.7 未密封传感器报警
未密封传感器的报警多为密封缸漏油或者油路中有气造成板框下限不到位,只要手动升降密封缸几下就能到位。密封压力低报警的原因是实际密封压力达不到设定的密封压力值,可以修改设定密封压力值。
2.8 触摸屏故障
压滤机触摸屏实时在现场恶劣环境中,由于潮湿、滤液喷溅造成该设备容易损坏,拆开后内部腐蚀严重,它也是影响压滤机稳定运行关键因素。后来我们在压滤机控制柜外面加装玻璃房,内部加装除湿器,在柜内放置吸潮包,解决了触摸屏经常损坏问题。
3 结 语
虽然公司压滤机是进口设备,与国产压滤机相比,自动化程度较高,设备保护性能设置完善,通过触摸屏可以显示压滤机运行状态,故障位置,维护方便。但由于现场环境较差,控制系统故障较多,压滤机效率没有完全发挥。经过多年摸索仪表维护人员已完全掌握压滤机控制系统维护方法,短时间就能快速处理故障,提高了压滤机利用率。经过多年使用,为企业取得了一定经济效益和社会效益。
TQ051.85
B
1005-8370(2017)05-42-02
2017-07-26
张思春(1966—),男,大专,现为连云港碱业有限公司计仪车间主管工程师。
